Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.
Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.
Для отжига используйте газовую горелку
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.
Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr< Ni, Mn хрома, никеля, марганца. Работать с ними приходится в защитной газовой атмосфере — аргона с добавлением трехфтористого бора. Как припой при пайке нержавейки используют чистую медь.
Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
Пайка стали латунью
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка. Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится. Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.
Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.
Полезные советы
Пайка стали является трудоемким процессом, в ходе которого могут возникать спорные моменты. Чтобы не зацикливаться на них, нужно брать во внимание советы и рекомендации других мастеров:
- Электрического паяльника мощностью в 100 Вт хватит для проведения домашних ремонтных работ. Желательно выбирать модель с не обгорающим наконечником.
- Лучшим видом припоя являются прутья из сплава свинца и олова. Если нужно заделать трещину в посуде, требуется использовать оловянные припои.
- Система вентиляции убережёт дыхательные пути от заболеваний, связанных с вдыханием вредных примесей.
Тренироваться нужно на ложках, чашках и старых мисках. Можно использовать отходы от производства оцинкованных отливов.
Типы припоев
Припои для нержавеющей стали делятся на две основных группы:
- мягкие;
- твердые.
Мягкие — это привычные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию. Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения.
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр.
Припой HTS – 528
Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Соединение с другими металлами
К соединению двух разных металлов, к примеру, к пайке меди с нержавейкой, надо подходить с позиции изучения их свойств. Металлы имеют разные температуры плавления, поэтому процесс пайки считается одним из сложных.
Соединение меди и нержавейки в домашних условиях включает обработку заготовок, лужение кромок и непосредственно сам процесс пайки.
Читать также: На какой высоте от пола вешать бра
При этом необходимо отметить, что паять медь и нержавейку можно паяльником или горелкой. Первый инструмент является маломощным, поэтому с твердыми припоями он работать не может.
Паяльник также не используют для пайки больших площадей соприкосновения из-за длительности процесса. К тому же флюс будет окисляться еще до того, как успеет полностью прогреться.
Горелка – наилучший вариант. С ее помощью можно паять не только нержавейку с медью, но и с латунью.
Кстати, при выборе припоя надо обратить внимание именно на прутки из латуни. Это в первую очередь самый распространенный материал для пайки нержавеющей стали, его можно использовать даже в соединении без флюса.
Надо учитывать, что латунь по многим параметрам уступает серебру. Зато она дешевле. Использовать ее надо только для пайки простых неответственных соединений.
Чтобы получить соединения высокой прочности, лучше взять медно-фосфорный припой. Он дороже, но это гарантия высококачественного спаивания. Но лучше всего – серебряные сплавы.
Процесс пайки меди или латуни с нержавейкой ничем от других не отличается. Надо зачистить кромки двух металлов, обезжирить их, провести лужение каждой кромки по отдельности.
Далее на рабочем столе надо уложить две заготовки так, чтобы между ними остался зазор не более 3 мм. Наносят флюс, разогревают, а затем в зону пайки подают припой.
Он должен расплавиться и растечься по границе заготовок. Как только зазор будет полностью заполнен, пайка прекращается. Остывают металлы естественным путем. Остатки флюса смывают водой.
Приготовление флюса
Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор флюса для пайки нержавейки исключительно важен.
Наиболее широко применяемый флюс содержит:
- 7 частей технической буры;
- 2 части борной кислоты;
- 1 часть фтористого кальция.
Изготовление флюса в домашних условиях
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты. Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава.
Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
Инвентарь
Для проведения работ нужно заранее подготовить все необходимые инструменты. Если пайка стали проводится в домашних условиях, нужен следующий инвентарь:
- Электрический паяльник. Оптимальная мощность оборудования — 100Вт. Как аналогичный вариант можно использовать ручную пропановую горелку.
- Раствор для обезжиривания рабочей поверхности.
- Флюс для пайки.
- Припой на основе олова.
- Ветошь.
Нельзя забывать про средства индивидуальной защиты — защитные очки, перчатки, костюм для работы и респиратор.
Типы припоев
Припой для пайки нержавейки считается основным расходным материалом при проведении работ. Существует две группы припоев:
- Мягкие — смеси, изготавливающиеся из свинца и олова. Эти материалы увеличивают показатели пластичности и текучести расходного материала для создания соединительного шва. Недостаток мягких составов — низкая прочность отвердевшего материала.
- Твердые — используются в мастерских и на предприятиях. Составы содержат в себе 30% технического серебра, благодаря которому соединение получается прочным и долговечным.
Приготовление флюса
Правильная пайка нержавеющей стали требует от человека грамотного выбора флюса. Связано это с тем, что устойчивые к воздействию коррозийных процессов сплавы легко повредить в процессе сварки. Чтобы не допустить ошибки при выборе покупной смеси, можно приготовить её самостоятельно. Изготовление флюса:
- Взять порцию буры и такое же количество борной кислоты.
- Перемешать компоненты между собой.
- Разбавить чистой водой.
- Мешать до образования однородной массы.
Готовый состав наносится на место спайки. После высыхания увеличивается показатель адгезии к обрабатываемой поверхности.
Самодельные флюсы не уступают покупным составам. Чтобы увеличить его эффективность, перед нанесением вещества требуется обработать металлическую поверхность наждачной бумагой или надфилем.
Нанесение флюса на трубку
Преимущества пайки нержавейки оловом
Применение мягких составов на основе олова дает следующие преимущества:
- простота выполнения паяльных операций для небольших предметов;
- короткая подготовка;
- доступность паяльных материалов;
- достаточное качество пайки для не самых ответственных деталей.
Пайка нержавейки оловом
Пайка оловянными мягкими составами может быть быстро освоена домашним мастером.
Как правильно работать в домашних условиях?
Пайка нержавейки считается достаточно сложным процессом, поэтому к выполнению работ дома следует подойти с особым вниманием. Для большинства припоев, за исключением оловянных, необходим паяльник мощностью не менее 100 Вт.
Не следует забывать про подготовку поверхности под пайку. Данная процедура начинается с механической обработки плоскости и заканчивая ее лужением.
Использование активных флюсов требует особого внимания – после завершения работ необходимо промыть соединение проточной водой.
Подготовка оборудования и необходимых материалов
При подготовке оборудования важно уделить внимание характеристикам и конструктивным особенностям паяльника. Его мощность — не менее 80-110 ватт, более слабые приборы не смогут обеспечить достаточный прогрев рабочей зоны. Жало должно быть необгораемое. Работать паяльником получится мягкими, легкоплавкими припоями – прутками из чистого олова или из смесей типа ПОС. Чистое олово потребуется при ремонте кухонной посуды и сосудов, соприкасающихся с пищей или питьевой водой. Оно не содержит вредных компонентов. Наиболее подходящим флюсом для такой посуды будет ортофосфорная кислота.
Для твердых припоев придется воспользоваться газовой горелкой.
Можно ли спаять нержавейку с медью?
Пайка меди с нержавейкой хоть и является достаточно сложным процессом, но и это все же возможно. Дело в том, что соединение нержавейки с нержавейкой и меди с медью происходит намного чаще, так как итоговое качество соединение выходит значительно лучше. Но в различных ситуациях, когда требуется сделать такое соединение, то приходится уступать качеством. Специально для подобных случаев выпускают особые припои, которые позволяют сделать надежное соединение, отвечающее эксплуатационным требованиям. Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
Выбор припоя и вспомогательных материалов
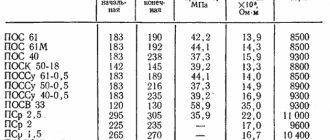
Правильный выбор состава позволяет качественно спаять детали из нержавейки. Такое соединение будет надежным и долговечным. Наиболее распространение виды паяльных составов — оловянно-свинцовые марки ПОС. Для паяльных работ по нержавейке специалисты рекомендуют:
- ПОС50Кд18 (с добавлением кадмия);
- ПОС-61;
- ПОС-40.
Для ремонта предметов, вступающих в контакт с пищей, следует применять только чистое олово. Для нержавейки подходит далеко не всякий флюс.
Припой ПОС-61
Ортофосфорная и паяльная кислоты
Обычно используются:
- паяльная кислота;
- ортофосфорная кислота ;
- хлористый цинк.
Наносить флюс необходимо непосредственно перед пайкой, чтобы не успела повторно образоваться оксидная пленка.
Интересно: Ортофосфорная кислота входит в состав «Кока-колы». Хороший повод задуматься от том, стоит ли ее пить.
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.
Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.
Читать также: Как читать однолинейные электрические схемы
Для отжига используйте газовую горелку
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.
Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Технология пайки нержавейки оловом
Очень важно правильно и тщательно выполнить подготовительные операции. Их цель — удалить с поверхности нержавейки оксидную пленку и другие загрязнения, препятствующие образованию прочного и долговечного паяного соединения. Сначала поверхность защищается шкуркой, проволочной щеткой или надфилем. Далее, после удаления опилок и частичек абразива, проводят обезжиривание. Для этого берут специальный обезжириватель. Его с успехом заменит любой органический растворитель — ацетон, уайт-спирит, номерные растворители (646, 657) и т.п.
Сразу после обезжиривания область пайки покрывают флюсовым составом. (Если флюс входит в состав прутка припоя, то этот этап не выполняется).
Теперь начинаются собственно пайка оловом. Вначале область пайки разогревается при посредстве жала паяльника или факела газовой горелки. При пайке горелкой следует контролировать содержание кислорода, поскольку при его избытке начнутся окислительные процессы, ухудшающие качество соединения. При превышении допустимой концентрации кислорода пламя приобретает светло-синий оттенок.
Принцип пайки нержавейки
Всю область пайки следует прогреть до температуры плавления припоя.
Важно! припой должен плавиться не от жала паяльника или факела газовой горелки, а от тепла запасенного спаиваемыми деталями.
Подачу припоя в рабочую зону надо проводить до того момента, пока он не начнет появляться из рабочих зазоров между заготовками. Это обеспечит оптимальное схватывание.
Основные ошибки во время пайки
Распространенные ошибки, мешающие достигнуть положительного результата:
- Неверный выбор растворителей. Агрессивные вещества необходимы для удаления оксида с подготовленной поверхности. Следует избегать использования паст на основе соляной кислоты, поскольку коррозия усложнит очистку.
- Перегрев места соединения.
- Загрязненное жало паяльника.
- Несоответствие требованиям. Выбор сплава должен соответствовать ожидаемым условиям эксплуатации (механическая нагрузка, цветовое соответствие, контакт с пищевыми продуктами или водой).
- Упущенное время. Пасту удаляют сразу после проведения работ, чтобы избежать обесцвечивания и предотвратить коррозию.
- Температура разогрева не соответствует плавке.
- Нарушение спаянных швов. Это происходит в результате движения, когда сплав затвердевает.
- Холодное сплочение. В результате недостаточного нагрева холодные швы часто характеризуются жесткостью, шероховатостью и неравномерностью. Эта ошибка припаивания создает ненадежные швы, подверженные растрескиванию, разрушению.
Соединение будет прочным, если использовать соответствующий припой и не экономить на флюсе.
Пайка нержавеющей стали дома
Часто бывает, что домашнему мастеру необходимо отремонтировать предметы домашней утвари, посуду из нержавеющей стали. Для этого необходимо подготовить определенный набор оборудования, а также рабочие и вспомогательные материалы. Чтобы качественно и быстро ремонтировать изделия из нержавейки, потребуется приобрести также определенный навык. Поэтому не стоит сразу браться за ремонт сложных или крупногабаритных изделий. Чтобы набить руку, «почувствовать металл и огонь», лучше потренироваться на ложках, кружках или просто обрезках нержавейки.
Пайка нержавейки в домашних условиях
Для работы потребуется оборудовать рабочее место. Рабочий стол должен быть металлическим или иметь негорючее покрытие. Должна быть оборудована вытяжная вентиляция — как пары паяльного состава, так и флюса и обезжиривателя вредны для органов дыхания. Спаиваемые детали должны быть надежно закреплены инвентарными крепежными приспособлениями — тисками, струбцинами, зажимами, распорками.
Рабочая зона не должна быть загромождена, в ней могут находиться только спаиваемые детали.
Емкости с рабочими жидкостями сразу после применения следует плотно закрывать и убирать в шкафчик или тумбочку.
Необходимо тщательно соблюдать технологию выполнения работ. Если обработка проведена некачественно и припой не пристает к поверхности деталей — необходимо остановить пайку и повторить механическую обработку и обезжиривание. После обезжиривания брать детали можно только в плотных перчатках — даже небольшое потожировое пятно, оставленное пальцами, может свести работу насмарку.
Проволочную щетку для зачистки можно сделать самостоятельно. Для этого в отрезок трубы диаметром 5-10 миллиметров и длиной около 10 см нужно плотно вставить проволочки, полученные из куска металлического троса. Выступать из трубки они должны на несколько миллиметров. При небольших площадях пайки нержавеющей стали, а особенно в узких и труднодоступных местах такая самоделка намного удобнее и эффективнее, чем покупные щетки на деревянной ручке.
Такой щеткой можно работать в непосредственной близости от паяльника или пламени горелки, минимизируя время между зачисткой и началом пайки.
Пайка с помощью газовой горелки
Горелку плавно перемещают, равномерно нагревая металл. Пруток припоя должен плавиться не от пламени горелки, а от тепла заготовки — только тогда получится прочное и надежное соединение. После наложения прутка в область стыка необходимо далее нагревать заготовки, чтобы он полностью проник во все зазоры и заполнил их. Нагрев продолжают до тех пор, пока излишки паяльного состава не начнут вытекать из стыка.
Самые распространенные ошибки
Существует ряд ошибок, которые человек может допустить при проведении работ:
- Припой может не приставать к материалу из-за некачественной очистки рабочей поверхности.
- Загрязнение детали жирными пальцами перед нанесением флюса.
- Недостаточный нагрев. Припой не всегда успевает заполнить шов для надёжного скрепления.
Важно не забывать чистить наконечник паяльника. Желательно воздержаться от использования припоев с высоким процентным содержанием свинца.
Пайка нержавеющей стали — трудный процесс, но осуществимый. Для успешного соединения деталей требуется правильно выбирать расходные материалы и использовать качественный инструмент.