Отжиг, закалка и термическая обработка бронзы
Вас интересует отжиг, закалка и термическая обработка бронзы? Поставщик Авек Глобал предлагает купить бронзу отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Основные операции термообработки
Гомогенизация, закалка, отжиг и отпуск.
Гомогенизация
Гомогенизация применяется для снижения сегрегации и коррозии, обнаруженной в некоторых литых и горячих обработанных бронзовых заготовках, главным образом в тех, которые содержат повышенный процент олова. Диффузия и гомогенизация медленнее и труднее протекают в оловянных и кремниевых, поэтому эти сплавы обычно подвергаются длительным гомогенизирующим обработкам перед операциями горячей или холодной обработки. Бронзы (содержащие более 8% Sn) отличаются экстремальной сегрегацией. Поэтому перед обработкой сначала разрушают хрупкую сегрегированную оловянную фазу, тем самым увеличивая прочность и пластичность, и уменьшая твердость перед прокаткой. Эти цели достигаются путем гомогенизации при температуре около 760° С. Гораздо реже используют обработку холодом.
Отжиг
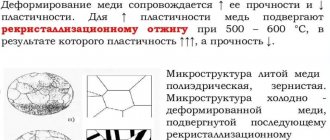
Заготовку нагревают до температуры, которая вызывает рекристаллизацию, и, если желательно максимальное размягчение, нагревают выше температуры рекристаллизации, чтобы вызвать рост зерна. На процесс отжига влияют многие взаимодействующие переменные. Важным является скорость нагрева, конструкция печи, атмосфера печи и форма заготовки. Для бронзовых сплавов критерием оценки качества рекристаллизационного отжига является размер зерна.
Температура отжига
- легкий отжиг, который выполняется при температуре, слегка превышающей температуру рекристаллизации;
- мягкий отжиг, температура отжига чуть ниже точки, в которой начинается быстрый рост зерна.
Поставщик Авек Глобал предлагает купить бронзу отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Отпуск
Снятие напряжения в бронзовых заготовках направлено на уменьшение или устранение остаточного напряжения, тем самым уменьшая вероятность того, что деталь не сработает при растрескивании или усталости от коррозии при работе. Ряд бронз, в частности, алюминиевые и кремниевые бронзы, могут растрескиваться под критическим напряжением. Отпуск для снятия напряжений выполняется при температуре ниже нормального диапазона отжига, которые не вызывают перекристаллизации и последующего размягчения металла.
Закалка
Высокая прочность в большинстве марок бронзовых сплавов достигается за счет холодной обработки. Закалка используется для повышения механической прочности выше уровней, обычно получаемых при холодной пластической деформации. Примеры осаждающих упрочняющих медных сплавов включают бериллиевые и кремниевые бронзы, а также бронзы с повышенным содержанием фосфора и кремния.
Купить. Поставщик, цена
Вас интересует отжиг, закалка и термическая обработка бронзы? Поставщик Авек Глобал предлагает купить бронзу отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
В некоторых бронзах при понижении температуры растворимость легирующей компоненты резко падает и её выделение из твердого раствора приводит к эффекту дисперсионного твердения. Этот процесс сопровождается резким изменением физических и механических свойств.
Бронзы, способные к дисперсионному твердению, позволяют осуществлять упрочнение изделий из них за счет специальной термообработки (облагораживание). В результате возрастают твердость, пределы текучести и прочности, модули упругости, улучшается коррозионная стойкость, повышается тепло- и электропроводность.
К бронзам с эффектом дисперсионного твердения относятся бериллиевые, хромистые, циркониевые, кремнисто-никелевые и некоторые сложные сплавы (см. таблицу марок бронз). Полуфабрикаты из таких бронз (прутки, ленты, плиты, проволока) имеют следующие состояния поставки:
— Без термообработки
Это горячекатаные плиты или прессованные прутки, остывающие с естественной скоростью.
— С термообработкой (закалка)
В этом случае полуфабрикат нагревается до некоторой «высокой» температуры после чего производится его закалка в воду для получения пересыщенного твердого раствора. Это закаленные полуфабрикаты, состояние которых обычно маркируется буквой «М». Такая термообработка повышает пластичность и позволяет в дальнейшем производить операции гибки, вытяжку, прокатку и другие виды холодной деформации. Твердость, пределы текучести и прочности, пластичность закаленных бронз несколько выше, чем у прессованных.
— С термообработкой (закалка) и последующей холодной деформацией
Холодная деформация повышает пределы текучести и прочности и увеличивает твердость закаленных полуфабрикатов. Холоднодеформированный полуфабрикат после закалки обычно маркируется буквой «Т».
Второй этап термообработки – отпуск, обычно производится уже над изделием. Отпуск производится при «низкой температуре» в течение определенного времени. В процессе отпуска происходит выделение -фазы с упорядоченным распределением легирующего элемента. Эти выделения связаны со значительными напряжениями кристаллической решетки, которые вызывают повышение прочности и твердости.
Таким образом, облагораживание такого класса бронз состоит из двух операций. Вначале производится быстрая закалка, затем длительный отпуск. Между закалкой и отпуском может производиться упрочнение холодной деформацией или изготовление детали. Режимы облагораживания сильно зависят от химического состава бронзы. Для БрБ2 температура закалки 750-790 С, температура отпуска 300 – 350 С в течение 2 – 4 часов. Для БрХ0.5 температура закалки 950 С, температура отпуска 400 С в течение 4 часов.
Эффект термообработки для прутка из БрБ2 показан на гистограмме, а для лент — в таблице. Там же, в таблице, приведен эффект облагораживания для хромистой бронзы БрХ0.5.
| БрБ2 | БрХ0.5 | |||
| После закалки (М) | После закалки и отпуска | После закалки (М) | После закалки и отпуска | |
| Модуль упругости Е | 9500 | 10500 | 11200 | |
| Предел текучести | 20 — 35 | 95 — 135 | 5 | 27 |
| Предел прочности | 40 — 60 | 110-150 | 24 | 41 |
| Относительное удлинение | 20 | 2 | 50 | 22 |
| Твердость HV | <130 | 330 | 65 | 130 |
| Электрическое сопротивление | 0.1 | 0.04 — 0.07 | 0.04 | 0.02 |
Дисперсионное твердение изделий, изготовленных из термоупрочняемых бронз (БрБ2, БрХ, БрХЦр, БрКН, БрАЖН) и сплавов (МНМц20-30) существенно повышают показатели прочности и твердости в сравнении с исходным материалом поставки. Наибольший эффект от облагораживания имеют изделия из бериллиевых бронз.
Отжиг оловянных бронз
Низкотемпературный отжиг деформированных оловянных бронз, как и латуней, повышает модуль упругости образцов (особенно вырезанных в поперечном направлении) и предел упругости (рис. 282).
Как и в случае латуни, предел упругости оловянных бронз после отжига возрастает в тем большей степени, чем выше была степень предшествующей пластической деформации. Так, в случае бронзы Бр. ОЦ4-3 с увеличением обжатия от 20 до 40, 60 и 80% отжиг повышает предел упругости (о0,005) на 24,5; 64,6; 80,8 и 141 Мн/м2 (2,5; 6,6; 8,2 и 14,4 кГ/мм2) соответственно. После отжига во всем исследованном интервале температур повышению предела упругости отвечает и рост модуля упругости. Максимальный предел упругости бронзы Бр. ОЦ4-3 соответствует отжигу при 150—200° С (табл. 61).
У бронзы Бр. ОФ 4-0,25 максимумы предела и модуля упругости достигаются после отжига при 175° С в течение 30 мин, а у бронзы Бр. ОФ6,5-0,15 — после отжига при 250° С в течение 30—60 мин.
При решении вопроса о выборе рационального режима отжига оловянно-фосфористой бронзы Бр. 006,5-0,15 надо учитывать, что отжиг при 250° С, повышая предел упругости, не снижает и сопротивления большим пластическим деформациям (твердость).
Остаточные напряжения в деформированной бронзе невелики — до 30 Мн/м2 (3 кГ/мм2) и после отжига снижаются до 15 Мн/м2 (1,5 кГ/мм2). Таким образом, рост предела упругости за счет этого снижения может быть незначительным. При отжиге деформированной оловянной бронзы также происходят диффузионные перемещения атомов компонентов, но о природе этих процессов имеется мало данных. Согласно, в деформированной оловянной бронзе при отжиге можно ожидать выделения избыточной фазы, обогащенной оловом. Об этом свидетельствует довольно заметное понижение удельного электросопротивления при отжиге (см. рис. 271). По данным работы, при электронномикроскопическом исследовании деформированной оловянной бронзы после отжига при температурах 50° С и выше обнаруживается сильное деформационное старение по Коттреллу. А.М. Рябышевым показано, что при отжиге также происходит перестройка дефектов строения по типу полигонизации, что ведет к росту сопротивления малым пластическим деформациям.
Сопоставление свойств оловянной бронзы основных составов показывает, что все они после отжига имеют достаточно близкие свойства, но все же при этом более высокие свойства достигаются у бронзы Бр.ОФ6,5-0,15. Наибольший рост предела упругости по сравнению с деформированным состоянием отмечен у бронзы с 4% Sn и 0,25% Р.
Структурное состояние оловянной бронзы после деформации иное, чем латуни. Это проявляется в том, что дополнительная деформация растяжением проволоки из бронзы Бр.Оф4-0,25 не снижает (как в случае латуни), а даже несколько повышает предел упругости: T0,005 растет от 160 до 165 Мн/м2 (от 16,5 до 17,0 кГ/мм2). Если проволоку из этой бронзы отжигать при 200°С в течение 30 мин, то предел упругости возрастает до 185 Мн/м2 (19,0 кГ/мм2), а после дополнительной деформации растяжением снижается, но при этом в отличие от латуни и никеля только до 170 Мн/м2 (17,5 кГ/мм2), т. е. величины, которая и наблюдалась до отжига.
Эти данные свидетельствуют о значительно большей стабильности структурного состояния и свойств оловянной бронзы по сравнению с латунью (особенно после деформации). Дополнительным показателем стабильности состояния и свойств оловянной бронзы является ее релаксационная стойкость в деформированном состоянии и после низкотемпературного отжига (рис. 283).
При кратковременных и при длительных испытаниях наибольшей релаксационной стойкостью в деформированном состоянии обладает бронза Бр.ОФ6,5-0,15. У бронзы, не содержащей фосфора (Бр.ОЦ4-3), релаксация напряжений в отожженном состоянии также ниже, чем после деформации. Эта бронза после отжига обладает лучшими свойствами по сравнению с другими оловянными бронзами (см. также табл. 56, 58, 59).
Отмеченная выше меньшая релаксационная стойкость оловянно-фосфористой бронзы после отжига связана с присутствием фосфора, но она выявляется только в результате длительного нагружения или испытаний при нагреве.
Данные работ показывают несомненное уменьшение упругого последействия Бр.ОФ6,5-0,15 на продольных образцах после низкотемпературного отжига при 300—320° С по сравнению с неотожженными при действии равных напряжений (см. табл. 56). При нагружении до напряжений, равных соответствующим значениям предела упругости отожженных и неотожженных образцов, величина прямого или обратного последействия также оказывается выше, чем у последних, хотя величина исходных напряжений у них была ниже.
Релаксация напряжений при нагреве оловянно-фосфористой бронзы после отжига при 150° С и особенно при 320° С сильно уменьшается (см. табл. 58), поскольку при этом стабильность структурного состояния, естественно, более высокая. Вместе с тем надо учитывать, что после отжига при 300—320° С снижаются предел прочности и твердость. Поэтому назначать режим отжига можно только после всесторонней оценки свойств и учета условий работы упругих элементов.
Для этой оценки важно знать поведение оловянно-фосфористой бронзы в условиях циклического нагружения. Подробные исследования в этом направлении выполнены Д.А. Прокошкиным, Г.С. Ионычевым и А.Г. Рахштадтом. Они показали, что усталостная прочность бронзы Бр.ОФ6,5-0,15 тем выше, чем больше деформационный наклеп. Поэтому пружинная лента в особо твердом состоянии (обжатие ~80%) заметно лучше (рис. 284), чем в твердом (обжатие 50%). При этом усталостная прочность, как и предел упругости полосы в направлении поперек прокатки, выше, чем в продольном направлении полосы. В остальных направлениях эти свойства имеют промежуточные значения. Вместе с тем малоцикловая выносливость (при высоких напряжениях) прокатанной ленты(обжатие 50%)выше в продольном направлении. Это можно объяснить тем, что в продольном направлении благодаря большей пластичности должна быть меньше скорость развития трещины, чем в поперечном. При большом числе циклов, соответствующем пределу выносливости, интенсивно идет перераспределение дефектов и поэтому скорость распространения трещины в разных направлениях выравнивается. В этом случае на зарождении и развитие трещин больше сказывается влияние зональных напряжений — сжимающих в поперечном и растягивающих в продольном направлении.
Дополнительный дорекристаллизационный отжиг при 250° С, 1 ч, по данным упомянутых авторов, повышает не только предел упругости, но и усталостную прочность и уменьшает анизотропию этой прочностной характеристики (рис. 285).
Между пределом упругости (о0,005) и пределом выносливости на базе 5*10в6 циклов Бр.ОФ6,5-0,15 существует четкая коррелляционная связь.
Величина циклической прочности, даже найденная в разных диапазонах напряжений, еще не определяет поведения многих типов упругих элементов — мембран, сильфонов, контактных пружин и т. д. в условиях циклического нагружения. В этом случае необходимо определять величину циклической релаксации. На рис. 286 показаны изменения остаточной деформации при циклическом нагружении в сопоставлении со статическим нагружением. Показано, что релаксация напряжений продольных образцов в статических условиях заметно выше, чем в циклических, поскольку в последнем случае уменьшаются растягивающие напряжения вследствие перераспределения дефектов строения, накапливаемых при этом нагружении. На поперечных образцах, напротив, циклическая релаксация больше статической, поскольку имеющиеся на поверхности сжимающие напряжения в процессе испытаний почти не изменяются. Применение дополнительного отжига при 250°С, 1 ч, заметно снижает величину циклической релаксации.
Таким образом, целесообразность указанного дорекристаллизационного отжига бронзы Бр.ОФ6,5-0,15 несомненна. Существенно, что бронза Бр.ОФ6,5-0,15 после дорекристаллизационного отжига характеризуется весьма незначительной циклической релаксацией, даже меньшей, чем бериллиевая бронза Бр.БНТ1,9 при нагреве до повышенных температур (120° С). Это важное достоинство оловянно-фосфористой бронзы.
Свойства упругих элементов из бронзы Бр.ОФ6,5-0,15 могут быть повышены еще больше, если после дорекристаллизационного отжига провести электрополирование со снятием поверхностного слоя определенной толщины. Снятие поверхностного слоя прокатанной ленты методом электрополирования увеличивает предел упругости. Так, при снятии слоя 10 мкм (с двух сторон образца) предел упругости (о0,002) бронзы Бр.ОФ6,5-0,15, по данным, возрастает с 320 Мн/м2 до 340 Мн/м2, т. е. с 32,5 до 34,7 кГ/мм2. Этот рост предела упругости А.М. Рябышев объясняет снижением уровней растягивающих напряжений и искажений субструктуры (рис. 287) после снятия слоя и улучшением состояния поверхности (выше чистота поверхности, меньше острота концентраторов). Электрополирование, выполненное после отжига при 280° С, 1 ч повышает предел упругости с 392 по 446 Мн/м2, т. е. с 40 до 45,5 кГ/см2, и уменьшает релаксацию напряжений в условиях статического (рис. 288) и особенно циклического нагружения.
Как показано А.М. Рябышевым, в результате электрополирования растет число гибов с перегибом. В итоге после электрополирования эта характеристика вязкости ленты в особо твердом состоянии оказывается на том же уровне, что и в твердом состоянии. Следовательно, расширяются возможности применения бронзы Бр.ОФб,5-0,15 в особо твердом состоянии, когда она обладает более высокими величинами пределов упругости и выносливости.
Анализ величин предела упругости и релаксации напряжений после деформации и дополнительного отжига показывает, что оловянные бронзы превосходят латунь. Кроме того, оловянные бронзы после деформации и отжига значительно меньше, чем латунь, разупрочняются при напряжениях, отвечающих упругопластической области. По указанным причинам для изготовления ответственных пружин, от которых требуется высокая стабильность, в том числе и при нагреве до 60—100° С, применяют оловянные бронзы (главным образом оловянно-фосфористые).