Станок токарно винторезный 16К20 относится к категории универсального металлорежущего оборудования, пригодного к выполнению целого ряда операций. Станок выпускался в период с начала 70-х до середины 80-х годов московским . В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Возможности станка 16К20
Заложенные в конструкцию характеристики токарного станка 16К20 позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы. Также он может быть использован для отрезания заготовок, подготовки отверстий, подготовки различных видов резьбовых соединений – метрической, дюймовой, модульной и питчевой.
Возможности станка позволяют получать резьбы с различным шагом. Так, возможна нарезка модульных и питчевых резьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм. Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Технические возможности и характеристики 16К20
Токарно-винторезные станки 16К20 (а также их аналоги) отличаются следующими характеристиками.
- Шпиндель может вращаться в диапазоне частот 12,5–1600 об/мин.
- Допускается обработка деталей, максимальное сечение которых составляет 310 мм над выемкой, 400 мм над станиной и 220 мм над суппортом.
- Быстрые перемещения в поперечном направлении могут совершаться со скоростью 1,9 м/мин, продольные – 3,8 м/мин.
- Технические возможности токарно-винторезного станка 16К20 позволяют получать на нем резьбы с различными параметрами. Их шаг может находиться в диапазоне: 0,5–56 (модульные и питчевые), 0,5–112 ниток на дюйм (дюймовые), 0,5–112 мм – для метрических.
- Длина заготовки может составлять до 2000 мм.
- Количество продольных и поперечных подач – 22 и 24 соответственно. Диапазон продольных подач составляет 0,05–2,8 мм/об, поперечных – 0,025–1,4 мм/об.
- Характеристики станка 16К20 позволяют обрабатывать заготовки весом до 1300 кг.
- Для вращения шпинделя можно выбрать одну из 22 скоростей (прямых).
- Отверстие в шпинделе имеет диаметр 52 мм.
С кинематической схемой станка можно ознакомиться на фото ниже:
Кинематическая схема станка 16К20 (нажмите, чтобы увеличить)
В зависимости от длины, указываемой в паспорте оборудования, вес станка 16К20 может составлять:
- 3685 кг (для модели с длиной 3795 мм);
- 3225 кг (3195 мм);
- 3005 кг (2795 мм);
- 2835 кг (2505 мм).
Мощность двигателя гидравлической станции и главного привода станка 16К20 (по паспорту и фактическая) составляет 11 кВт. Соответственно, этот показатель и принимают за мощность данной модели.
Органы управления станка 16К20
Для запуска токарно-винторезного станка 16К20 оператору необходимо нажать кнопку, при помощи которой в контакторной катушке замыкается электрическая цепь. Кроме основной кнопки, в устройстве станка предусмотрен еще ряд элементов, посредством которых осуществляется управление следующими опциями оборудования:
- перемещение суппорта оборудования и каретки на высоких скоростях (управление этой опцией осуществляется посредством так называемой толчковой кнопки);
- остановка вращения двигателя оборудования;
- запуск и прекращение работы насоса для подачи охлаждающей жидкости.
Читать также: Как вычислить модуль зубчатого колеса
В электрической схеме токарно-винторезного станка 16К20 также имеется специальное реле, которое служит для ограничения величины холостого хода двигателя. С самой схемой можно ознакомиться ниже:
Принципиальная электрическая схема токарного станка 16К20 (нажмите, чтобы увеличить)
Рукоятки, расположенные на корпусе станка, служат для решения таких задач, как:
- выбор вида выполняемых работ: тип нарезаемой резьбы и характеристики подачи;
- фиксация пиноли;
- управление фрикционной муфтой;
- перемещение каретки и продольное передвижение салазок;
- задание шага резьбы и значения подачи для ее выполнения;
- отключение коробки подач – для тех случаев, если резьба нарезается напрямую;
- выбор режима вращения шпинделя – количество оборотов;
- включение и отключение гайки ходового винта;
- кнопка запуска вводного автоматического выключателя;
- выбор направления нарезания резьбы;
- выбор режима для нарезания резьбы с нормальным или увеличенным шагом.
На станках 16К20 может использоваться люнет, который призван предотвращать прогибание заготовки в ходе работы, а также помогает зафиксировать ее, тем самым повышая точность обработки. Выглядит люнет следующим образом:
Люнет для токарно-винторезного станка 16К20
Конструктивные особенности станка 16К20
Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Конструкция станка обеспечивает высокую безопасность при эксплуатации, надежность, простоту и удобство обслуживания. Все это, наряду с низкой стоимостью, гарантирует его востребованность на российском рынке.
Токарно-винторезный станок 16К20
16К20
Универсальный токарный станок 16К20 повышенной точности предназначен для выполнения различных токарных работ, в том числе для нарезания метрической, дюймовой, модульной, питчевой резьб повышенной точности.
Технические характеристики 16К20
Техническая характеристика токарно-винторезного станка 16К20:
Наибольший диаметр изделия, устанавливаемого над станиной, мм … 400
Наибольший диаметр точения над нижней частью поперечного суппорта, мм … 220
Наибольший диаметр обрабатываемого прутка, мм … 50
Расстояние между центрами, мм … 710, 1000, 1400, 2000
Наибольшая длина обтачивания, мм … 645,935, 1333, 1935
Диапазон чисел оборотов в минуту шпинделя … 12,5 — 1600
Пределы подач, мм/об:
- продольных … 0,05 — 2,8
- поперечных … 0,025 — 1,4
Шаги нарезаемых резьб
- метрической, мм … 0,5-112
- дюймовой (число ниток на 1″) … 56-0,25
- модульной (в модулях) … 0,5-112
- питчевой (в питчах) … 56-0,25
Диаметр отверстия в шпинделе, мм … 52
Мощность главного электродвигателя кВт. … 10
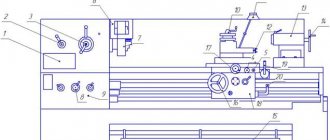
Органы управления станка 16К20
Органы управления токарно-винторезного 16К20 показаны на рис. 14. Кинематическая схема 16К20 приведена на рис. 15.
Рис. 14. Органы управления токарно-винторезного станка повышенной точности 16К20
Рукоятки:
1 — установки ряда чисел оборотов шпинделя; 2 — установки чисел оборотов шпинделя, 3 — установки нормального, увеличенного шага резьбы и положения при делении многозаходных резьб, 4 — установки правой и левой резьбы, 5 — установки величины подачи и шага резьбы, 6 — установки вида работ — подачи и типа нарезаемой резьбы, 7 -установки величины подачи и шага резьбы и отключения механизма коробки подач, 8 — управления фрикционной муфтой главного привода (сблокирована с рукояткой 16), 11-включения и выключения реечной шестерни, 14 — включения подачи, 15 — включения и выключения гайки ходового винта, 16 — управления фрикционной муфтой главного привода (сблокирована с рукояткой 8); 18 — крепления задней бабки к станине, 19 — захвата пиноли задней бабки, 20 — управления механическими параметрами каретки и поперечных салазок суппорта, 22 — ручного перемещения резцовых салазок суппорта, 23 — поворота и закрепления индексируемой резцовой головки, 25 — ручного перемещения поперечных салазок суппорта; кнопки: 9 — золотника смазки направляющих каретки и поперечных салазок суппорта, 12 — включения и выключения электродвигателя главного привода, 21 — включения электродвигателя привода быстрых ходов каретки и поперечных салазок суппорта; маховики: 10 — ручного перемещения каретки, 17 — перемещения пиноли задней бабки; 26 — регулируемое сопло подачи охлаждающей жидкости; 13 — болт закрепления каретки на станине; выключатели: 24- местного освещения, 27 — указатель нагрузки станка, 28 — выключатель электронасоса подачи охлаждающей жидкости, 29 — сигнальная лампа, 30 — вводный автоматический выключатель.
Кинематическая схема 16К20
Кинематическая схема станка представлена на рис. 70.
Главное движение
Главным движением в станке является вращение шпинделя, которое он получает от электродвигателя I через клиноременную передачу со шкивами 2 — 3 и коробку скоростей. На приемном валу II установлена двусторонняя фрикционная муфта 6. Для получения прямого вращения шпинделя муфту смещают влево, а привод вращения осуществляется по следующей цепи зубчатых колес: 4 — 8 или 5-9, 10-13 или 11 — 14. либо 12-15, вал IV, колеса IS -21 или 19 — 22. шпиндель V. От вала IV вращение можно передать через перебор 16 — 23 или 17 — 24, 25-27 и 26-22 при перемещении вправо блока 21-22 на шпинделе. Технические характеристики 16К20 позволяют получить 12 вариантов зацепления колес при передаче вращения с вала IV непосредственно на шпиндель и 12 вариантов — при передаче вращения через перебор.
Реверсирование шпинделя выполняют перемещением муфты 6 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 7-28, 29-12, и последний получает обратное вращение.
Рис. 70 Кинематическая схема 16К20
Движение подачи
Механизм подачи сообщает движение суппорту по четырем кинематическим цепям: винторезной, продольной и поперечной подачи, быстрого перемещения. Вращение валу VIII от шпинделя V передается через зубчатые колеса 20-32, а при нарезании резьбы с увеличенным шагом от шпинделя V через звено увеличения шага: колеса 22-26, 27-25, 23-16 или 24-17 и через колеса 16-33.
С вала VIII движение передается через реверсивный механизм с колесами 30-35 или 31-34-35 на вал IX, далее через сменные колеса a-b-d или a-b-c-d на входной вал X коробки подач. Переключением муфт 116, 60. 43 и 50, а также перестановкой блочных зубчатых колес 57 и 58, 45 и 46, 47 и 48, 52 и 53 осуществляются различные комбинации соединения колес 36…64 коробки подач. От выходного вала XV коробки подач вращения может быть сообщено либо ходовому винту 61, либо ходовому валу XVI. В первом случае — через муфту 60, во втором — через колеса 59-62, 63-66, муфту обгона 67 и колеса 68-64.
Винторезная цепь. При нарезании резьбы подача суппорта осуществляется от ходового винта 61 через маточную гайку, закрепленную в фартуке. Необходимый шаг резьбы можно получить переключением зубчатых колес и муфт в коробке подач или установкой сменных колес а, b, с, d на гитаре. В последнем случае муфтами 116 и 60 механизм коробки подач отключается. Для предупреждения поломок при случайных перегрузках служит муфта 117.
Продольная и поперечная подачи суппорта
Для передачи движения токарного станка 16К20 механизму фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 65, передающее вращение через колеса 69, 70, 71 при включенной муфте 72 и червячную пару 73-74 валу XVII.
Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 77 или 84. Тогда вращение от вала XVII передается зубчатыми колесами 75-83 — 76 и 79-92 или 85 — 92 валу XVIII и далее реечному колесу 94, которое, перекатываясь по неподвижно связанной со станиной станка рейке 95, осуществляет продольное перемещение суппорта.
Поперечная подача и ее реверсирование осуществляется включением муфт 87 или 90. В этом случае от вала XVII через передачи 75-86 и 88-93-98-96 или 75-86-89 и 91-93-98-96 вращение передается винту 97, который сообщает движение поперечной каретке суппорта.
Установочные перемещения суппорта токарно-винторезного станка 16К20, резцовых салазок и пиноли задней бабки. Для осуществления быстрого (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 113 через клиноременную передачу 114-115. Механизм подачи суппорта через коробку подач при этом можно не включать, так как в цепи привода ходового вала установлена муфта обгона 67. С помощью ходовых винтов 109 и 112 можно вручную через колеса 110-111 и непосредственно перемещать резцовые салазки и пиноль задней бабки. Станок может быть оснащен механическим приводом салазок. В этом случае от ходового вала XVI через механизм фартука, колеса 65…98 подключается колесо 99 вала XIX, а затем через колеса 100…108 движение передается винту 109 резцовых салазок.
Через клиноременную передачу 118-119 от вала / подключен насос смазки 120.
Настройка кинематической схемы 16К20 для нарезания резьб сводится к подбору передаточных отношений передач коробок подач и других механизмов, что осуществляется переключением соответствующих рычагов. Исключение представляет нарезание особо точных резьб или резьб с ненормализованным шагом. Конечным звеном резьбонарезной цепи являются ходовой винт 55 (см. рис. 69) и маточная гайка, поэтому уравнение настройки можно написать в следующем виде (имея в виду однозаходность винта):
1об.шп. i- tв = tн (8.1)
где tн — шаг нарезаемой резьбы; tв — шаг ходового винта; i — передаточное отношение кинематической цепи от шпинделя до ходового винта.
Нарезание многозаходной резьбы
Технические характеристики 16К20 позволяют нарезать многозаходную резьбу. При многозаходной резьбе под шагом tн понимают расстояние между параллельными сторонами профиля двух соседних витков. Поэтому для получения резьбы заданного шага механизм подачи должен за один оборот заготовки переместить суппорт на величину хода резьбы s = K tн где tн — число заходов нарезаемой резьбы. Такого типа резьбы нарезают на ходовых винтах, многозаходных червяках и других деталях.
Многозаходная резьба нарезается двумя способами: после нарезания первой нитки заготовку поворачивают на часть оборота 1/k; предварительно разомкнув винторезную цепь или оставляя заготовку неподвижно, перемещают инструмент вместе с резцовыми салазками продольно на величину шага резьбы tн. Затем нарезают следующий заход и т. д. На станке 16К20 имеется специальное делительное устройство для нарезания многозаходных резьб. Оно состоит из кольца с риской, укрепленного на корпусе передней бабки, и диска с делениями, насаженного на шпиндель и имеющего на периферии 60 делений. После нарезания первого захода шпиндель надо повернуть на число делений, равное 60/к. Это устройство позволяет нарезать резьбы с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, 60. На станках, не имеющих делительного приспособления, пользуются поводковой делительной планшайбой.
Обработка фасонных поверхностей
Если в описанном копировальном Устройстве вместо конусной линейки установить фасонную, то резец будет перемешаться по криволинейной траектории, обрабатывая фасонную поверхность.
Рис. 70 Принципиальная схема работы гидравлическою копировального суппорта
Для обработки фасонных и ступенчатых валов станок 16К20 иногда оснащают гидравлическими копировальными суппортами, которые располагают чаще всего на задней стороне суппорта станка. Нижние салазки суппорта имеют специальные направляющие, расположенные обычно под углом 45 к оси шпинделя станка, в которых и перемещается копировальный суппорт.
На рис. 70 показана принципиальная схема, поясняющая работу гидравлическою копировального суппорта. Масло от насоса 7 поступает в цилиндр, жестко связанный с продольным суппортом 5, на котором находится поперечный суппорт 2. Последний соединен со штоком цилиндра. Масло из нижней полости цилиндра через щель / в поршне поступает в верхнюю полость цилиндра, а затем в следящий золотник 6 и па слив. Следящий золотник конструктивно связан с суппортом. Щуп 4 золотника 6 прижимается к копиру 3 (на участке ab) при помощи пружины (на схеме не показана). При этом положении щупа масло через золотник 6 поступает на слив, а поперечный суппорт- 2 вследствие разности давлений в нижней и в верхней полостях перемещается назад. В тот момент, когда щуп окажется на участке be, он под действием копира утапливается, преодолевая сопротивление пружины. При этом слив маета из золотника 6 постепенно перекрывается. Поскольку площадь в нижней полости больше, чем в верхней, давление масла заставит перемешаться суппорт 2 вниз.
На практике встречаются самые различные модели токарных и токарно-винторезных станков, от настольных до тяжелых, с широким диапазоном размеров. Наибольший диаметр обработки на отечественных станках колеблется от 85 до 5000 мм при длине заготовки от 125 до 24000 мм.
Регулировка станка 16К20
На видео процесс настройки станка и регулировки шпиндельного узла.
Похожие материалы
Аналоги станка
Токарно-винторезный станок 16К20 пришел на смену модели 1К62, превосходя его по всем качественным показателям. После снятия его с производства отечественные и зарубежные производители выпустили многочисленные аналоги станка 16К20 с различными дополнениями. Это МК6056, МК6057 и МК6058 (Красный пролетарий, Москва), 16ВТ20 и 16ВТ20П (Вистан, Витебск), 16Б16, 16Б16П, 16Б16В и 16Б16А (СВЗС, г. Самара) и многие другие модели. Благодаря многим аналогам и высокой унификации деталей нет недостатка в запасных частях и оснастке для обеспечения бесперебойной работы станка 16К20.
Коробка скоростей 16К20
Коробка скоростей в сборе для токарно-винторезного станка 16К20. Также вы можете приобрести фрикционную муфту для этой коробки скоростей.
Шестеренные коробки скоростей — наиболее распространенные механизмы для регулирования скоростей в приводах главного движения универсальных станков. Достоинства шестеренных коробок скоростей состоят в следующем: возможность регулирования в широком диапазоне, возможность передачи значительной мощности, надежность работы, постоянное передаточное отношение. К недостаткам таких коробок следует отнести невозможность бесступенчатого регулирования, низкий к.п.д., трудность переключения скоростей на ходу. Конструкция коробки скоростей тесно связана с конструкцией привода шпинделя, и их расчет и проектирование производятся совместно. По своему выполнению шестеренные коробки скоростей можно разделить на три группы:
1) коробки, отличающиеся по своему расположению в станке (по компоновке); 2) коробки, отличающиеся по способу переключения скоростей; 3) коробки, отличающиеся в кинематическом отношении.
Коробки скоростей по своей компоновке и расположению в станке определяются в основном назначением станка и его типоразмером и в свою очередь делятся на три группы:
1) встроенные коробки скоростей; 2) коробки скоростей, выполненные в виде самостоятельного узла; 3) приставные коробки скоростей.
Встроенные коробки скоростей. В этом случае коробка скоростей конструируется непосредственно в корпусе шпиндельной бабки возле шпиндельного узла, связана с ним системой зубчатых колес и носит общее название «шпиндельная бабка». Такая компоновка применяется в большинстве станков общего назначения средних и крупных размеров ввиду ее компактности, меньшего количества корпусных деталей, сокращения числа отливок и деталей для стыковой пригонки, удобства передачи вращения шпинделю. Следует, однако, учесть, что встроенная коробка скоростей служит источником вредных вибраций и нагрева для шпиндельного узла, что недопустимо в точных станках. По габаритной компоновке эти коробки бывают с нормальным соотношением габаритных и осевых размеров и с уменьшенными осевыми или радиальными габаритами.
а) Шпиндельные бабки с нормальным соотношением между осевыми и радиальными габаритными размерами применяются в горизонтальных станках малых и средних размеров. С этой целью совмещают зубчатые колеса и оси валов.
б) Шпиндельные бабки с уменьшенными осевыми габаритами чаще всего выполняются за счет развития радиальных габаритных размеров. Такая компоновка применяется для станков с консольными движущимися массами (перемещение шпиндельной бабки перпендикулярно оси шпинделя) с целью устранения вибраций, в частности для радиально-сверлильных и продольно-фрезерных станков. Уменьшения осевых габаритов бабки требует и вертикальная компоновка станка — для снижения общей высоты и вибрации.
в) Шпиндельные бабки с уменьшенными радиальными габаритами
за счет развития осевых применяются в тяжелых горизонтальных станках токарной и некоторых других групп. Эта компоновка позволяет уменьшить поперечные размеры станка, а следовательно и ширину пролета цеха.
Коробки скоростей, выполненные в виде самостоятельного узла. Данные коробки находятся в отдельном корпусе (редукторе) и применяются в станках с так называемым разделенным приводом. В них устранены недостатки, свойственные встроенным коробкам; они обеспечивают более плавное вращение шпинделя и используются чаще всего в точных станках. Разделенный привод главного движения в станке (например, в станке типа 1А616 (см. рис. 72) характерен для современных быстроходных станков. В этом случае шпиндельная бабка и коробка скоростей соединены ременной передачей; предусмотрено устройство для разгрузки шпинделя от силы натяжения ремня. Преимущество такого раздельного привода состоит в следующем: вращение шпинделя на высоких скоростях передается непосредственно через эластичную ременную передачу без участия зубчатых колес, что обеспечивает плавную безвибрационную работу станка; уменьшаются потери на трение в главном приводе ввиду сокращения числа быстроходных зубчатых колес и опор валов в кинематической цепи; механизмы управления в станке — удобные, быстродействующие; монтаж и унификация коробок скоростей облегчены. Разделенный привод широко используется в малых и средних быстроходных и точных станках, а также в станках, где трудно разместить коробку скорости вблизи рабочего органа. В тяжелых станках разделенный привод теряет свои достоинства и поэтому почти не употребляется. Приставные коробки скоростей. При модернизации устаревших моделей металлорежущих станков со ступенчатым приводом регулирования с целью повышения их производительности применяются коробки скоростей — редукторы, исполненные чаще всего в виде унифицированных приставных индивидуальных приводов. Они устанавливаются на фундаменте около станка (непосредственно или на колонке) или непосредственно на станке й соединяются со шпинделем при помощи ременной передачи. Унифицированные приставные коробки скоростей выпускаются четырех размеров для передачи мощности в 2,8; 4,5; 7 и 10 кет. Чтобы сократить время на остановку станка, в приставных коробках предусмотрено электрическое торможение, а изменение вращения шпинделя осуществляется реверсированием электродвигателя. Способ переключения ступеней коробки скоростей в основном определяется назначением станка и зависит от частоты переключений и длительности рабочих ходов. В нашем каталоге вы найдете широкий выбор запчастей и оснастки для станков.
Средний токарно-винторезный станок 16К20 – удачная модификация легендарного советского станка 1К62. Появившийся в станочных парках советского производства полвека назад, он и сегодня продолжает трудиться на многих предприятиях, правда иногда возникает необходимость
купить шпиндельную бабку 16К20, либо какой другой узел взамен изношенному. Коробка скоростей или передняя бабка (так еще называют шпиндельную бабку) включает несколько важных составляющих, определяющих алгоритмы работы станка:
- наличие фрикционной муфты гарантирует три варианта включения шпинделя – прямое и реверсное направления вращения, а также останов с торможением;
- механизм коробки скоростей позволяет выбирать одну из 24 скоростей вращения шпинделя, формируя основное движение станка;
- шпиндельный узел обеспечивает вращение шпинделя в прецизионных подшипниках, обеспечивая заданную точность металлообработки.
Таким образом, ремонт коробки скоростей 16К20 может быть связан как с утратой былой точности обработки деталей, так и непосредственно с возникшими неисправностями. Как правило, он сопряжен с большим объемом работ, включающих демонтаж, дефектовку и ряд других операций, выполнение которых следует доверять профессионалам. Кроме того при ремонте должны использоваться исключительно оригинальные запасные части. Альтернативой такому ремонту (обычно капитальному) бывает купить переднюю бабку 16К20 в сборе и заменить узел целиком. Каталог нашей компании предлагает широкий ассортимент запасных частей оригинального качества. У нас клиент без труда купит готовые узлы в сборе, включая такие сложные и ответственные как шпиндельная бабка. Но главное достоинство нашей коробки скоростей 16К20 – купить изделие в сборе у нас удастся по минимальной цене производителя.