На заводах и больших предприятиях необходимо прокладывать без преувеличения километры трубопроводов. И трубы эти желательно монтировать как можно качественнее, сводя к минимуму вероятность появления прорывов, образования опасных участков и т.д.
Как известно, самый безопасный отрезок трубы – это отрезок, который не скрепляли фитингами. Монолитная труба хорошо держит давление и вряд ли прорвется даже при высочайших температурах, чего не скажешь про трубы соединенные фитингами, пусть и очень надежными.
Трубы, обработанные с помощью дорнового трубогиба
Но гнуть трубы руками – гиблое дело. Для этого давно уже придумали различную технику, работающую на электричестве. Об одном из эффективнейших образцов электрических трубогибов мы вам сейчас и расскажем.
Ручные дорновые трубогибы и их изготовление
Изготовить своими руками ручной трубогибочный станок для гибки дорнованием не очень сложно. Помимо стандартной опорной рамы, которая будет воспринимать все нагрузки процесса, потребуется своими руками изготовить следующие узлы:
- роликовую матрицу с несколькими значениями рабочих диаметров;
- передний прижим, профиль которого должен соответствовать параметрам гибочной матрицы;
- направляющую, на которую будет опираться заготовка во время деформирования;
- оправку для дорна, в качестве которой может быть использован стальной прут из качественной среднеуглеродистой стали;
- цанговый зажим для закрепления оправки, в качестве которого вполне подойдёт передняя бабка небольшого токарного станка, с небольшими переделками своими руками.
Такой трубогибочный станок может иметь ручной рычажный привод, но вполне доступно приспособить для зажима трубы и небольшой гидравлический цилиндр. Чертеж самого агрегата и всех вышеописанных деталей и узлов можно найти в Интернете.
Особенности изготовления ручного дорнового трубогиба своими руками:
- От качества фиксации трубы во время гиба зависит точность изготовления пространственного трубчатого элемента, поэтому при изготовлении зажимов необходимо использовать упорную резьбу.
- Для возврата рычага с гибочным роликом в обратное положение лучше снабжать рычаг мощной возвратной пружиной.
- Изготовление дорна целесообразно выполнять из инструментальных сталей типа 9ХС или У10А, иначе износостойкость окажется весьма низкой. Ввиду высокого качества и точности данной детали её изготовление лучше доверить токарю-профессионалу.
- Чертёж опорной рамы под трубогибочный станок чаще предусматривает её сварной вариант из швеллерных профилей металлопроката.
Полуавтоматический трубогиб рассмотренного типа изготовить своими руками значительно сложнее, ибо потребуется установка и отладка простейшего промышленного программатора.
После сборки ручной трубогибочный станок обязательно необходимо опробовать на гибке тонкостенной трубы небольшого диаметра. По результатам испытания проводится окончательная доводка агрегата.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Комплектующие
Преимущества станков Cansa серии CM – это европейское качество, комплектующие от ведущих мировых производителей, дружественный русскоязычный интерфейс, универсальность и быстрая смена оснастки, низкая стоимость оборудования и оснастки при высоком качестве гибки.
| Полуавтомат | Автоматический | |
| Электрические комплектующие | Eaton (старое название Moeller — Germany) | Eaton (MoellerGermany) |
| PLC комплектующие | Fatek (Taiwan) | Fatek (Taiwan) |
| PLC экран | Delta (Taiwan) | Delta (Taiwan) |
| Гидравлика | Atos (Italy) | Atos (Italy) |
| Направляющие | INA (Gremany) | INA (Gremany) |
| Серводвигатели | *** | Delta (Taiwan) |
| Планетарный привод (каретка) | *** | LIMING orApex (Taiwan) |
| Кабельные соединения | *** | Igus (Italy) |
| Смазка в станке | Dropsa (Italy) | Dropsa (Italy) |
| Асинхронные двигатели | Gamak (Turkey) | Gamak (Turkey) |
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба Компьютерная модель трубогиба Чертеж прижимного винта Чертежи валов Чертежи валов Чертеж кольца Комплектующие трубогиба Комплектующие трубогиба Процесс сборки Привод от двигателя Привод от двигателя Вид со стороны валов
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Технология гибки с дорном:
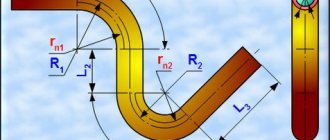
Труба размещается на дорне и под действием соответствующих инструментов изгибается под нужным углом. Применяются оба вида устройства в зависимости от характеристик изделия. Таким образом получают дуги, «кривые отводы», S-образные и элипсообразные изгибы. Таким образом получают дуги, «кривые отводы», S-образные и элипсообразные изгибы. Осуществляется процедура двумя методами:
1) Проталкиванием – в этом случае изделие прокатывается через конструкцию из трех вальцов. Последние сообщают величину радиуса изгиба. Технология более известна как трех- или четырех- вальцовая гибка.
2) Гибка с поджимом – производится при помощи каретки или направляющей линейки, в зависимости от типа оборудования. Во время работы труба поджимом прижимается к гибочному ролику. Когда последний приходит в движение, изделие снимается с дорна и изгибается на заданную величину. Поджим предотвращает изменение толщины стенки при изгибе и позволяет подвергать трубы изгибанию с очень малым радиусом – 0.95 D и даже 0,78 D. Как правило, при этом используется составной дорн, так как последний позволяет получать трубопровод без прямолинейных участков. При изгибании трубы с тонкими стенками или из мягких металлов – алюминий, медь, рекомендуется применять этот метод гибки, так как он более точен и предохраняет стенки от утоньшения.
В противоположность вышесказанному — гибка без дорна осуществляется при большом радиусе гиба – 3D и более (D – диаметр трубопровода). Для предотвращения деформаций требуются дополнительные операции, например: набивка дробью или песком. Технология считается устаревшей и используется в тех случаях, когда высокое качество не требуется.
Принцип работы дорна на примере
Особенности сгибания металлопластиковых труб
Металлопластиковые и мягкие металлические трубные материалы гнуть следует по определенным правилам. Усилие должно быть равномерным, а угол изгиба фиксированным, соответствующим диаметру трубы и толщине ее стенки.
Сгибание металлопластиковой трубы – это изменение направления ее направляющей оси на определенный угол внешним усилием.
Изогнутый материал претерпевает следующие изменения в месте изгиба:
- сечение ее из круглого трансформируется в овальное;
- уменьшается пропускная способность;
- внешняя стенка угла испытывает растягивающее напряжение, с максимумом в центре поворота;
- вогнутая стенка испытывает сжатие.
Чем меньше радиус изгиба металлопластикового изделия, тем сильнее напряжение материала. При неверно выбранном радиусе, что часто случается при монтаже вручную, без трубогиба, трубопровод повреждается.
Существует прямая зависимость радиуса изгиба от диаметра трубы и толщины ее стенки. Для материалов от 20 мм минимальный радиус изгиба должен быть не меньше длины 5 радиусов. Для меньшего размера допустима кривизна изгиба в 4 диаметра.
Технические характеристики
| СM 32 | СM42 | СM51 | СM76 | |
| Макс. диаметр (мм) | 32 | 42 | 51 | 76 |
| Макс. молщина стенки (мм) | 2 | 2 | 3 | 4 |
| Макс. радиус (мм) | 275 | 250 | 250 | 250 |
| Макс. угол гиба (˚) | 190 | 190 | 190 | 190 |
| Скорость гиба (˚/sn) | 60 | 40 | 35 | 20 |
| Мощность двигателя (кВт) | 2,2 | 4,0 | 5,5 | 7,5 |
| Длина дорновой штанги (мм) | 1650 | 2600 | 3150 | 3150 |
| Точность | ± 0,2 | ± 0,2 | ± 0,2 | ± 0,2 |
| Масса (кг) | 220 | 750 | 1000 | 1000 |
| Длина (мм) | 1950 | 3150 | 3700 | 4000 |
| Ширина (мм) | 850 | 1000 | 1000 | 1000 |
| Высота (мм) | 925 | 1050 | 1050 | 1050 |
Принцип действия трубогиба
Трубогиб – специальный инструмент для быстрого и эффективного формирования различных трубных заготовок. С его помощью можно загибать трубы на любой угол и радиус поворота. Как правило, ограничения касаются только радиусов загиба, что меньше 2 радиусов самой трубы. То есть по сути их можно гнуть практически под углом в 90 градусов.
Это ли не показатель полезности гибочных станков. Ведь в противном случае системы пришлось бы собирать из фитингов. А это лишняя морока и формирование потенциально опасного участка (если прямые муфтовые соединения хорошо сопротивляются нагрузками, то в угловых участках они серьезно возрастают)
Современные трубогибы собирают из самых разнообразных материалов.
Встречаются образцы:
- арбалетного типа;
- гидравлические;
- электрические;
- самодельные;
- ручные.
И это только группировка по типу. А ведь есть еще деление по способу приложенных усилий. Вариантов, как видите, масса.
Все они используют одну и ту же схему гибки изделий, внося мелкие коррективы. Труба всегда загибается посредством ее фиксации на станке, а затем давления на один из участков.
Некоторые модели трубогибов, например, арбалетные и гидравлические, имеют одну единственную насадку, что воздействует на трубу точечно. Другие же пользуются специальными роликами, наматывающими часть изделия на себя, тем самым загибая его на нужный радиус.
Трубогибочный станок с дорном относится к последним. Но он отличается от стандартных электрических станков, так как имеет, специальное приспособление – дорн.
О применении дорновых трубогибов
Прежде чем прояснить назначение дорна и его преимущества, разберемся в процессах, что происходят внутри трубы, в момент ее изгибания. Разобравшись, вам станет проще понять, зачем же дорн собственно нужен, и почему без него иногда просто не обойтись.
Стационарный дорновый трубогиб
Итак, любая труба, как мы уже говорили, загибается посредством приложения к одной из ее частей механических усилий. А если быть проще, то давления.
В этот момент на стенках изделия действуют прямо противоположные силы. Внутренняя стенка (та что располагается в месте загиба трубы) начинает сильно деформироваться на сжатие.
На профессиональном языке говорят, что «труба пускает гофру». То есть становится волнистой, как бы сморщенной. Такая реакция – следствие накопления большого количества металла в одной из сторон, ему попросту некуда деваться, а так как изнутри заготовку ничто не стабилизирует, то выливается это в подобных ситуациях.
На внешней стенке происходят процессы иного порядка. Здесь металл растягивается, становится тоньше, что приводит к другому проблемному моменту – ослаблению в конкретной точке. При гибке на большие радиусы не исключено ослабление стенки на 50%, а то и больше.
Как результат, труба деформируется без сохранения изначальной прочности. Не всегда так бывает, но это стоит учитывать. Особенно негативным деформациям подвержены трубы тонкостенные, из мягких металлов. Тут без внутренних стабилизаторов, коим дорн по сути и является, не обойтись.
Сравнение труб обработанных дорновым (сверху) и бездорновым (снизу) трубогибами Если внутри трубы имеется стабилизатор, то гнуться она будет плавнее. Нельзя сказать, что деформации удастся полностью избежать. Закон сохранения массы и энергии четко говорит, что если где-то убавилось, то где-то прибавилось. Но последствия будут практически незаметны.
В то же время бездорновый трубогиб гнет трубу так, как получится. И тут уже никто не гарантирует вам, что результат на выходе вас удовлетворит.
Бездорновый трубогиб справится со стальными толстостенными трубами, а вот тонкостенные модели может и повредить. Причем безвозвратно, починить такую трубу уже нельзя, можно только удалить деформированное место, а оставшиеся обрезки использовать по назначению.
Виды и отличия
В основном трубогибы делятся на дорновые и бездорновые. Дорновый трубогиб дороже, это всегда мощный стационарный станок. Бездорновый трубогиб может быть как мобильным, так и стационарным.
Этих моделей намного больше. Бездорновый трубогиб стоит дешевле дорнового, но только если речь идет о сравнении моделей из одной категории. Это надо четко понимать.
Дорн – всего лишь полезная надстройка над гибочным станком. Она отнюдь не играют решающей роли, хоть и действительно помогает людям справляться с задачами эффективнее и быстрее. Как дорновый так и бездорновый трубогиб стационарного типа работает на электричестве.
В этом плане их делят на:
- автоматические;
- полуавтоматические.
Дорновый и бездорновый трубогиб автоматического образца – самый дорогой и продвинутый вариант. Работает такая техника за счет специально встроенного процессора или ЧПУ. Она нуждается в минимуме рабочего персонала и максимально эффективна.
Насадка с фиксатором дорнового трубогиба
Вам нужно всего лишь задать несколько рабочих параметров, таких как: класс трубы, тип материала, угол и радиус загиба, а затем запустить систему. Остальные операции станок проделает сам.
Полуавтоматические модели нуждаются в большем контроле. Здесь уже разброс по степени управления может быть очень большим.
От моделей, полностью зависящих от внешнего управления, до образцов с примитивным ЧПУ, успешно выполняющих деформирование простейших изделий, но все еще нуждающихся в контроле.
Автоматические трубогибы намного дороже полуавтоматических. Впрочем, это не значит, что они явно лучше. Хороший мастер, использующий полуавтоматический бездорновый трубогиб со своей работой может справиться и быстрее.
Не говоря уже о качестве работ. Автоматика, конечно, может идеально отработать по заданным параметрам, но что делать, если в параметрах ошибка, или же они не соответствуют действительности?
Например, производитель указал не тот класс качества материала, был использован более мягкий металл и т.д. Робот такие вещи не заметит, а вот человек – вполне.
Использование дорнового трубогиба (видео)
Использование дорновых станков
Рассмотрим процесс взаимодействия с полуавтоматическими дорновыми станками на примере стандартного оборудования, наматывающего трубу на круглый вал.
Этапы работы:
- Устанавливаем трубу в заготовку.
- Фиксируем ее зажимами.
- Просовываем внутрь дорн.
- Фиксируем дорн.
- Устанавливаем круглую насадку в рабочее положение.
- Крепим насадку к загибочному валу.
- Затягиваем фиксаторы до упора.
- Плавно загибаем трубу до нужного угла. Если пережали – ничего страшного, можете дать обратный ход. За счет действия дорна заготовка не разрушается, поэтому такие действия допустимы.
Вот и весь процесс. Ничего сложного, не так ли? Всего-то нужно правильно зафиксировать трубу (это делается сразу в нескольких местах, с помощью винтовых зажимов), просунуть внутрь дорн, установить насадку и выполнить работу.
Достоинства трубогиба дорнового типа
При эксплуатации трубогиба без дорна формирование изгиба производится под давлением, передаваемым на заготовку ручным или гидравлическим приводом. Под воздействием давления на трубу, стенка, расположенная внутри радиуса изгиба, начинает потихоньку деформироваться, образуя угол.
В результате получается волнистая поверхность. С противоположной стороны металл стенки растягивается и ослабевает. Произведенная по такому способу гибка приводит к утрате прочности трубы и ухудшению ее эксплуатационных характеристик.
А вот если воспользоваться трубогибом, оснащенным дорном, процесс изгиба трубы производится максимально равномерно и плавно, так что прочность стенок заготовки по всей поверхности является примерно одинаковой.
Что делать, если нужно согнуть большую трубу
- Для начала нужно взять два ролика, диаметр которых примерно вдвое больше диаметра вашей трубы и лебедку.
- Сварить штатив в виде буквы Т, только перевернутой. Для его изготовления можно взять металлический прут.
- Один из роликов и лебедку, закрепить внизу штатива. Их нужно объединить цепью.
- Второй ролик установить в вертикальной части штатива.
- Зажать один край трубы между роликами, а второй уложить на лебедку.
- Приведенная в действие, лебедка вызывает движение и изгиб трубы.
Из чего состоит дорновый станок для гибки труб
Конструкция дорнового станка для гибки труб включает:
- каркас с направляющими – он является рабочей поверхностью прибора;
- чугунный шаблон – об него производится изгиб деталей;
- гидравлический усилитель гибочного шаблона;
- патрон – крепление для заготовки на раме станка;
- ролик – позволяет программировать угол изгиба трубы;
- колодки-зажимы – фиксируют деталь в месте изгиба во избежание ее смещения;
- дорновый оправок и тяги, к которым прикреплены зажимы-колодки;
- кронштейн натяжной – на нем размещаются оправки и тяги.
Раму трубогиба изготавливают из качественной надежной стали, а головка из чугуна позволяет добиться высоких параметров гибочного момента. В автоматических аппаратах схема движения головки отображается на дисплее, так что весь процесс можно контролировать.
Трубогиб арбалетный: пошаговая инструкция по конструированию
Арбалетный трубогиб получил такое название потому, что напоминает форму ручного арбалета. Стоимость арбалетных устройствх составляет около 10 тысяч рублей. Чтобы сэкономить на покупке такого агрегата, рекомендуется изготовить его самостоятельно.
На фото представлено два варианта арбалетных устройств для гибки труб. Первый вариант — это заводская конструкция, а второй представляет собой самодельный станок. Разница между этими двумя станками существенная, так как заводской вариант изготовлен из стали размером не более 2 мм, в то время как для самодельного использовался металл толщиной 3-4 мм. Это значит, что самодельный агрегат сделан не просто, чтобы он был, а для повседневного использования.
Чувствуя разницу, каждый мастер пожелает обзавестись арбалетным трубогибом, сделав его самостоятельно. Недостатком такого варианта трубогиба является тот факт, что он позволяет получить изгиб профтрубы только в одной точке. Это связано с тем, что устройство оснащено неподвижным башмаком. Применяется такой вариант для круглых труб, когда нужно получить определённый радиус изгиба в одном месте.
Для конструирования такового устройства нужен швеллер и домкрат гидравлический. Для домкрата изготавливается специальная полочка, в которой он устанавливается. В верхней рабочей части между двумя швеллерами монтируются два ролика из стальной трубы. Расстояние между роликами и пятаком домкрата должно быть одинаковым, чтобы иметь возможность получать ровные и аккуратные изгибы.
Сообщества › Самодельный Гаражный Hi-End › Блог › Трубогиб с пневмогидравлическим приводом
Долгое (очень долгое) время я страдал от того, что не могу выполнять работы, связанные с гибкой труб. “Взрослый” промышленный станок не вмещался в мой бюджет, а гидравлические трубогибы арбалетного типа годятся только для сантехнических работ, т.к. портят тонкостенные трубы. Поэтому пришлось взяться за изготовление трубогиба, который бы устраивал меня по качеству гибки, самому. Как водится, начал с изучения мирового опыта. Обидно, но у нас большая часть публикаций про самостоятельное изготовление оборудования сводится к “я украл в цеху два ржавых швеллера и сварил их между электродом на даче — зацените мой офигительный станок”. Поэтому снова пришлось обратиться к зарубежному опыту. Выяснилось, что наиболее качественным методом гибки является намотка на оснастку. От этого и стали плясать. В гаражной среде у буржуев очень популярны ручные трубогибы с приводом от зубчатой рейки (такой я тоже строил — опишу отдельно). В то же время, очень многие обладатели таких станочков стремятся оснастить их гидравлическим приводом. Поэтому я решил сразу строить гидравлическую версию. На момент постройки станка я работал в гараже площадью 7х4 метра, поэтому избытка полезной площади не наблюдалось. Нужно было сделать такой станок, чтобы он не требовал большого количества места ни для работы, ни для хранения. К счастью, в моем гараже были высокие (порядка 4.5 метров) потолки, и это определило выбор форм-фактора станка. Он будет вертикальным. Сперва я заказал в Штатах гибочные ролики от компании JD2 (пожалуй, самый популярный производитель трубогибов для малых мастерских в США). С оснастки были сняты размеры, и на их основании в SolidWorks была сделана 3D-модель будущего трубогиба. По этой модели из 14мм стали плазмой были вырезаны будущие детали станка.
Далее в деталях были отфрезерованы все необходимые отверстия. Плазменная резка (даже с ЧПУ) не позволяет делать отверстия с нужной точностью. В металле большой толщины они получаются коническими (т.е. на выходе радиус меньше, чем на входе) — это побочный эффект технологии. А если оператор станка наплевательски относится к делу, то отверстие будет еще и не круглым. Поэтому я ограничился лишь разметкой центров отверстий, а сами отверстия делались на фрезерном станке. Далее были сделаны все необходимые токарные детали: дистанционные и переходные втулки, оси и пальцы для крепления оснастки. Осей и пальцев на фото нет, т.к. они в этот момент были в термичке на закалке.
Далее был куплен длинноходный гидравлический домкрат с пневмоприводом, который используется в гаражных кранах и другой подобной технике. Это самое популярное решение для организации гидравлического привода трубогиба у зарубежных владельцев малых мастерских. Такой гидроцилиндр дает усилие 8 тонн и приводится в действие от обычного пневмокомпрессора, способного выдать 110-120 psi (7.5 атм) — он найдется в любой уважающей себя мастерской. Это позволяет отказаться от применения дорогих гидравлических компонентов. В РФ, правда, такие гидроцилиндры не купить — пришлось заказывать из-за рубежа.
Когда все необходимые детали были на руках, пришло время сборки. Детали рычагов и рамы, где требовалось, сварил между собой. Остальные соединения выполнил на болтах.
Установил на трубогиб гидроцилиндр, вставил оснастку, подключил к компрессору, “зарядил” трубу — можно делать первый гиб.
Испытывал на трубе диаметром 30мм с толщиной стенки 2.5
Результат превосходит все ожидания — гиб на 180 градусов, очень чистый. Есть незначительные искажения, которые скорее определяются наощупь, чем видны.
Попробовал сделать гибы в нескольких плоскостях на более тонкой трубе (22мм) с толщиной стенки 2мм.
Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Человек
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.
Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
Порядок работ:
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.
Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
Принцип работы трубогиба
Поначалу может показаться, что в сгибании труб ничего сверхсложного нет, однако в действительности это не совсем так. При неправильном обращении вы можете столкнуться со всевозможными дефектами, среди которых подминание (может стать причиной изменения диаметра) или же растягивание толщины в месте сгиба (из-за этого могут пострадать прочностные характеристики трубопровода). По этой причине приспособление нужно подбирать правильно, зная о принципе его действия – так вы минимизируете возможные дефекты.
Сам же принцип работы заключается в следующем. Вначале необходимый размер полукруга рисуется на сложенных досках или же кусках древесно-стружечных плит, после чего они обрезаются по линии и фиксируются посредством гвоздей на полу, стене или же заборе. При этом необходимо помнить, что этот щит должен быть несколько толще, нежели сгибаемое изделие (примерно на два-три сантиметра). Из обреза доски в боковой части фиксируется упор. Между последним и шаблоном вставляется край трубы, а затем в соответствии с этим шаблоном производится плавное сгибание (за второй конец изделия для этого нужно взяться руками).
Также заметим, что существуют достаточно сложные решения проблемы со сгибанием труб большого диаметра, однако они предусматривают наличие навыков слесарных работ и использование профессионального оборудования. Самому сделать такой трубогиб не только трудно, но и дорого – гораздо проще приобрести уже бывший в использовании ручной агрегат.
Деформации при гибке
Изменение первоначальной формы трубопровода сопровождается появлением дефектов, сказывающихся на последующей эксплуатации.
- Овализация – круглая или овальная труба при изгибе теряет точную форму сечения – сплющивается. Полезная площадь сечения при этом не изменяется, но распределение потоков воды происходит иначе, что в водопроводной или отопительной системе создает дополнительную нагрузку.
- Образование гофров и изломов – деформируется внутренняя часть трубопровода, что образует преграду для протекающей воды и провоцирует усиленное отложение солей.
- Утоньшение – изменяется толщина стенки, что ведет к потере механической прочности.
- Формирование упругого отпора – при этом изменяется радиус изгиба, то есть трубопровод не образует заданной конструкции.
Избежать вышеперечисленных проблем позволяет специальное оборудование.
Как сделать трубогибы разного типа
Принцип работы трубогибов отличается – можно по-разному воздействовать на отрезок трубы. Например, устройство пружинного типа поможет деформировать полимерные трубы, благодаря давлению. Сегментные устройства будут их растягивать, придавая кривизну.
Способ изготовления шаблонного трубогиба доступен даже новичку. Для этого нужно точно вычертить часть окружности требуемого диаметра (или другой тип кривизны). Эту полусферу или другую кривую вычерчивают на деревянной заготовке, как на фото самодельного трубогиба шаблонного типа.
Полученную деталь нужно зафиксировать на устойчивом основании вдоль плоскости (стена, стол).
После того как шаблонный упор готов, нужно разобраться, как пользоваться трубогибом данного типа. Это понятно по рисунку – трубу крепят между шаблоном и упорным брусом.
Воздействием на противоположный конец прогретой алюминиевой или тонкой стальной заготовки получают желаемый изгиб. При необходимости получить отрезки разной кривизны, делают несколько подходящих шаблонов.
Простейшая конструкция
Если же у вас нет возможности приобрести или взять напрокат трубогиб, вы можете сделать это устройство сами. Чтобы согнуть трубу, можно взять несколько прочных колышков и вбить их в плиту. Естественно, нужно следить, чтобы они прочно держались и не выскользнули.
Когда нужный угол выполнен, следует оставить трубу в напряженном состоянии и не вынимать из самодельного трубогиба. Маленькие секреты:
- Колышки можно вбить прямо в землю, если нет подходящей бетонной плиты. Конечно, в этом случае вашего аппарата хватит лишь на одну процедуру.
- Чтобы труба не вернулась в первоначальный вид, ее концы можно скрепить временной перемычкой – просто приварить ее. Для этого подойдет металлический прут или уголок.
Как сделать трубогиб в домашних условиях?
Сделать простой трубогиб своими руками сможет любой человек, который подготовил чертеж, инструменты, расходные материалы. Этапы сборки:
- Первый этап — создание рамы. Металлические профиля нарезаются по размерам болгаркой, зачищаются от возможного мусора, налета. Далее их необходимо соединить между собой зависимо от выбранного чертежа, размеров конструкции. Для соединения можно применить сварочный аппарат или болты с гайками.
- Второй этап — установка роликов, оси вращения согласно схеме трубогиба. Два вала должны быть расположены ниже третьего. От расстояния между осями валов будет зависеть радиус, по которому изгибается изделие.
- Третий этап — установка приводящего в действие валы механизма. Это цепная передача. Ее делают из цепи, трех шестерней. Однако это необязательный элемент. Вращать можно только один ролик.
Чтобы упростить рабочий процесс, необходимо установить рукоять на подвижный вал. Через нее проще передавать усилие.
Инструкция создания трубогиба для профильной трубы своими руками:
- Изготовить прочную раму, используя швеллер, металлические уголки.
- Расположить два вала на нижнем швеллере. Третий установить на пружинах выше остальных. Полка, на которой он будет находиться, также должна быть изготовлена из швеллера.
- На роликах закрепить шестерни, кольца, подшипники.
- Нарезать резьбу в кольцах. Для этого в них сверлятся отверстия, которые обрабатываются метчиком. На резьбовое соединение закрепляются шестерни.
- Цепь одевается на одну из шестерней, натягивается.
Осталось сварить все элементы между собой, проверить работоспособность самодельного станка. Полка с закрепленным третьим роликом должна быть выставлена по уровню. Домкрат должен быть размещен на этой же полке. Осталось закрепить ручку для управления станком. Перед началом работ, необходимо проверить насколько прочно соединены детали между собой.
Трубогиб является полезным устройством как на дачном участке, так и на строительной площадке. С его помощью можно изготавливать изделия различной формы. Чтобы не покупать дорогой инструмент, можно собрать установку своими руками. Для этого необходимо найти чертеж, подготовить материалы, инструменты, выполнить работы по инструкции.
Почему песок и нагрев не решают проблему вредной деформации?
Песок, набиваемый внутрь трубы, призван поддерживать ее стенки изнутри при гибке и препятствовать «проваливанию» внешней стороны гиба. Однако, как бы тщательно не был утрамбован песок внутри трубы, плотность такой набивки не может соперничать с плотностью металла. Да, песок до какой-то степени удерживает внешнюю стенку от уплощения, а внутреннюю — от образования «гармошки». Но его плотность слишком мала, он сыпучий, а потому стремится «приспособиться» к изменяющейся форме трубы, вместо того, чтобы жестко держать форму. Поддерживающий эффект от песка не достаточен для тонкостенных труб при гибке с тем радиусом, который задан пуансоном арбалетного трубогиба. Поэтому в большинстве случаев это ухищрение не помогает.
Нагрев и вовсе только ухудшает ситуацию с вредными деформациями. Нагретый металл гораздо пластичнее холодного и он легче гнется. Но и вредные деформации в нагретой трубе возникают проще. Нагрев трубы не отменяет законов, по которым деформируются стенки, он лишь делает металл более пластичным. Для того, чтобы аккуратно согнуть трубу, нужно греть лишь маленький ее участок, после чего гнуть это место на небольшую величину. Затем греют следующий участок, и подгибают уже его. И так по все длине гиба. Такая техника позволяет получать неплохие результаты, но она исключительно трудоемка. И на арбалетном трубогибе ее не применить, т.к. трубу не получится прогреть равномерно (с внутренней части гиба она закрыта пуансоном). Да и долговременный контакт трубогиба с нагретой докрасна трубой не пойдет инструменту на пользу.