| Место | Наименование | Характеристика в рейтинге |
| Лучшие газовые резаки по металлу |
| 1 | Krass Р3П-300 | Лучший выбор |
| 2 | REDIUS Р2А-01М | Облегченная конструкция |
| 3 | ДОНМЕТ РК Вогник 182 | Универсальная плазменная горелка |
| 4 | КЕДР Р3П-05 1390036 | Удлиненная конструкция |
| 5 | Сварог РЗ 62-3F 1C005-0012 | Лучший резак с рычажным продувом |
| Лучшие ручные резаки по металлу |
| 1 | СЛЕДОПЫТ-GTP-S05 | Лучший резак ручного типа |
| 2 | Campingaz Chalugaz profil | Самая удобная ручная конструкция |
| 3 | Kovea KT-2008 | Удобный резак для мелких работ |
| 4 | Следопыт GTP-R03 | Компактный инструмент |
| 5 | Kovea KT-2911 Long Canon | Ручная горелка с удлиненным соплом |
Существует много способов резки металла, но наиболее эффективным, простым, и, как не странно, безопасным является газовый метод. Суть технологии основывается на химическом взаимодействии горючего газа, в большинстве случаев пропана, с кислородом. В результате такого синтеза образуется направленное пламя с высокой температурой в центре, которая достигает точки плавления стали.
Более современный метод – это плазменная резка. Технология схожая, только в качестве активатора струи выступает электрическая дуга. Плазменный резак способен создавать более тонкий рез, но если в случае с пропаном достаточно обзавестись всего двумя газовыми баллонами (с пропаном и кислородом), то здесь понадобится специальный аппарат – плазмотрон.
Выбирая резак следует в первую очередь обращать внимание на его эргономичность и удобство. Как правило, процесс резки занимает много часов, а в некоторые места очень сложно добраться. Конструкция резака подбирается индивидуально, в зависимости от поставленных задач. Также смотрим на безопасность инструмента, но если говорить о нашем рейтинге, куда попали 10 лучших резаков, то этот параметр присутствует у всех моделей, вне зависимости от их ценовой категории.
Лучшие газовые резаки по металлу
Газовый резак состоит из нескольких модулей: держателя, вентильной системы, трубок и сопла. Каждая модель имеет свои особенности. Например, сопло должно оснащаться защитой от обратного удара, а рукоятка удобно лежать в руке и не выскальзывать. Особое внимание при выборе уделяется вентильной системе, на которую приходится основная нагрузка при работе. Расположение вентилей также имеет значение в плане удобства, и в некоторых моделях продувочный вентиль заменяется рычагом.Такие инструменты тоже представлены в нашем рейтинге.
Классификация по используемому горючему газу
Пропановые
Газовые резаки, работающие на пропане, идеально подходят для обработки труб из чугуна и других изделий, изготовленных из черных и цветных металлов. Пропановые газовые резаки по праву считаются самыми надежными и безопасными и при этом способны обеспечить максимальную производительность работ.
Ацетиленовые
Ацетиленовые газовые резаки используют для нарезки листового металла и больших по площади деталей. Такие устройства в обязательном порядке оборудуются специальным вентилем, регулирующим скорость и мощность подачи кислорода в рабочую зону.
Универсальные
Универсальные газовые резаки инжекторного типа наиболее востребованы на сегодняшний день. Эти устройства позволяют использовать мощность рабочего газа, если давление внутри корпуса составляет от 0,03 до 1,5 кгс/квадратный сантиметр. Универсальный резак прост и удобен в использовании, обладает сравнительно небольшими габаритами и способен разрезать изделия из металла в разных направлениях. С его помощью можно эффективно обработать металл с толщиной от 3 до 300 мм в толщину.
Техника безопасности
Осуществление резки металла с помощью газовой установки лучше доверить опытному специалисту, поскольку при неаккуратном обращении последствия могут быть достаточно печальными.
Техника безопасности предполагает выполнения следующих условий:
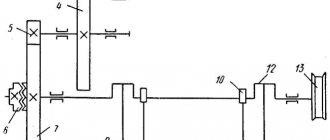
Устройство газовой горелки
- хорошая вентиляция в помещении, где будут осуществляться работы;
- на расстоянии 5 метров не должно быть баллонов с газом и прочими горючими веществами;
- работы должны вестись в защитной маске или специальных очках, а также в огнеупорной одежде;
- направлять пламя необходимо в противоположную сторону от источника газа;
- шланги в процессе эксплуатации прибора нельзя перегибать, наступать на них, зажимать ногами;
- если делается перерыв, то следует полностью погасить пламя у горелки и закрутить газовые вентили баллонов.
Соблюдение этих простых условий обеспечит безопасную и эффективную работу по резке металла газовой установкой.
Плюсы и минусы газовых резаков
К достоинствам газовых резаков относят:
- Возможность эффективно обрабатывать металл с толщиной до 300 мм (в зависимости от модификации и рабочих параметров оборудования).
- Стабильность горения выходящего пламени. Сжигание смеси происходит без хлопков и обратнонаправленных ударов.
- Возможность работы с металлом в любом направлении.
- Эффективность.
- Высокую производительность.
- Удобство и простота обслуживания оборудования.
- Низкую стоимость устройств и комплектующих.
К недостаткам можно причислить:
- Вероятность возникновения тепловой деформации материала.
- Необходимость доработки образовавшихся в результате разреза кромок.
- Высокий риск возникновения пожара.
- Большая ширина среза, что делает необходимым соблюдение припусков при проведении разметочных работ.
- Нельзя применять в работе с нержавеющей сталью.
- При работе с металлами большой толщины становится заметна конусность среза.
Где купить
Товар можно приобрести в нашем интернет-магазине или на одном из складов в Москве. Получить заказ можно самостоятельно или заказав доставку.
Доставка
При заказе товара общей массой до 6 кг стоимость доставки курьером составляет 400 руб
, заказать такую доставку можно выбрав нужный Вам резак или другой товар в разделе Каталог.
Стоимость доставки превышающей 6 кг зависит от Вашего местоположения. Обычная доставка по Москве стоит от 1 200 руб
.
Доставку можно заказать по телефону: +7
. Заказ доставки работает по рабочим дням с 9-00 до 17-00, в субботу с 10-00 до 14-00, а
на сайте — круглосуточно
. Все склады работают по рабочим дням с 9-00 до 17-00, а в субботу с 10-00 до 14-00.
Как правильно работать газовым резаком: подготовительный этап
Сначала обеспечим безопасность и подготовим все необходимое. Понадобится:
- Углекислотный огнетушитель. Резка металла резаком проводится при температуре выше 1800 градусов, поэтому нам необходима защита. Углекислота будет наиболее эффективной, в сравнении с порошком. Кстати, не помешает еще и ведро с песком.
- Огнеупорный костюм. В принципе, подойдет обычная экипировка газосварщика. Она сделана из брезента, пропитанного огнеупорным составом. Еще понадобятся защитные перчатки и ботинки.
- Очки. От яркости раскаленных газов легко получить эффект «зайчиков», поэтому нужны обычные светофильтровые очки, желательно 3 уровня.
- Инструмент для разметки.
- Защита ушей. Строительные наушники или беруши.
- Зажигалка для резака. Обычные спички или зажигался не подходят – руки оказываются слишком близко к факелу. Можно купить то, что в магазине продается под названием «бытовая зажигалка».
Отдельно подготавливаем рабочее место. В идеале купить или сделать сварочный стол с вытяжкой. Но для начала подойдет подложка из шамотного кирпича. На 2-3 метра вокруг места работ не должно быть легковоспламеняемых предметов: бумага, растворители, горючее, масла.
Необходимое оборудование
Теперь соберем необходимо оборудование. Всего нам понадобится:
- Баллоны. Чтобы собрать резак пропановый кислородный, просто покупаем соответствующие баллоны. Это можно сделать в любом магазине со сварочным оборудованием. Они многоразовые и их можно перезаправлять в той же торговой точке или на заправочной станции.
- Рукава. Для пропана понадобится рукав 1 класса с диаметром от 1 до 2 сантиметров. Желательно, чтобы он был красным для удобства. Кислородный имеет тот же диаметр, но 3 класс прочности.
- Редукторы. Они покупаются для каждого газа отдельно. Нам необходим пропановый (например, БПО-5ДМ) и кислородный (БКО-50ДМ). Кстати, перепутать их не получится, так как на пропане обратная резьба.
- Обратные клапаны. На входе в горелку устанавливается огнеоградители, также имеющие газовую градацию. Без них запускать резак не стоит, так как в случае хлопка, горение перейдет в рукав и может дойти до баллона.
- Горелка «кислород-пропан». Купить можно в любом интернет-магазине инструментов. Например, ГЗУ 228, Г2 Мини 273, Р1 142.
Вот и все, что необходимо для запуска резака пропан-кислород.
Когда все подготовлено, можно переходить к работе с металлом.
Как пользоваться кислородно-пропановым резаком
Подготовка к работе
И так, соберем наш резак и проверим на работоспособность. Кстати, профилактический осмотр нужно проводить перед каждым запуском, чтобы не было протечек. Особенно, если оборудование долго простаивало или есть подозрения на нарушение герметичности.
Начинаем:
- Для начала подключим рукава к баллонам. Рукав кислорода подключается к ниппелю со штуцером к редуктору с правой резьбой. Аналогично устанавливается и пропановый рукав. Все соединения проходим уплотнителем (анаэробным герметиком, паклей, фумкой).
- Немного спускаем газ, чтобы удалить грязь из шлангов.
- К обратной стороне рукава крепятся ниппели для перехода на огнепреградные клапаны.
- К ним уже присоединяется сама горелка. На ней должны быть цветовые метки, чтобы не перепутать кислород с газом.
Кстати, неплохо было бы проверить подсос воздуха. Для этого кислородный шланг нужно подключить к баллону, а пропановый ниппель оставить свободным. Ставим подачу кислорода на 5 атмосфер. Свободный ниппель трогаем рукой. Если «засасывает» — все хорошо, работать можно. Если нет, понадобится продуть инжектор.
Не забываем герметизировать все соединения.
Приступаем к работе
А теперь мы рассмотрим, как правильно резать металл резаком. Это несложно, но придется привыкнуть к углу реза. Для начала на кислородном редукторе выставляем 5 атмосфер. На пропановом ставим 0,5. Пропорция 1 к 10 выбрана потому, что у нас происходит сгорание газа в кислородной среде.
Начнем с поджига пропана. Слегка открываем вентиль на горелке и зажигаем. Упираем сопло в металл под углом в 90 градусов. Теперь чуть-чуть открываем регулирующий кислород. Теперь поочередно открываем вентили, пока не получим факел нужного размера. Его длина зависит от того, насколько толстый кусок металла нужно нам прорезать.
Разогрев начинаем с той точки, от которой и планируется резка. Ждем проплавления металла. В среднем, на разогрев уходит около 10 секунд. Когда металл достаточно разогрелся, пускаем режущий кислород. Он выглядит, как тонкая игла. Затем просто медленно ведем его вдоль линии реза.
Вентиль режущего кислорода нужно открывать медленно.
Перепад давления может вызвать обратный удар факела, называемый «хлопком». Если нет огнепреградного обратного клапана, пламя пойдет к баллонам и вызовет взрыв.
Как правильно пользоваться резаком? Нужно соблюдать правильный угол. Начинаем с 90 градусов, затем немного наклоняем резак на 5-6 градусов в обратную сторону от реза. Если металл более 9 сантиметров, можно наклонять до 10.
Когда металл уже прорезан на 20 миллиметров, ставим угол наклона в 20 градусов.
Нюансы резки
Во многом на работу влияет скорость реза. Понять, правильно ли она выбрана можно по искрам. Если она выбрана верна, угол их падения будет находится в пределе 88-90 градусов.
Если искры заметно отклоняются в сторону противоположную линии реза – нужно прибавить скорость, наоборот – сбавить.
Перед тем, как резать резаком, измерьте толщину металла. Если она более 6 сантиметров, будут проблемы с оттоком шлаков. Чтобы это предотвратить, достаточно наклонить лист набок.
По технологии не рекомендуется останавливать линию реза.
Если работу нужно прервать, не нужно начинать с того же места. Нужно начать новую линию с обратной стороны разметки.
Когда работа была закончена, сначала отключается режущий кислород, затем регулирующий и только тогда пропан.
Подробнее о том, как нужно держать руки во время резки, чтобы линии получались можно узнать из видео:
Меры предосторожности
Перед тем, как пользоваться газовым резаком, помните про технику безопасности. В первую очередь обязательно полная экипировка, описанная выше. Пренебрегать ей нельзя, так как раскаленный до 2000 градусов металл может вызвать сильнейшие ожоги кожи.
Перед каждой резкой осматривайте шланги на целостность. Стыки, трещины, прорывы приведут к вытравливанию газа, а это легко приведет к взрыву. Заделывать их также не рекомендуется – лучше поменять.
Кстати, резиновые шланги не любят мороз и после работы на улице зимой часто трескаются. Из-за этого многие меняют их на металлические, что запрещено по технике безопасности.
Помните про свойства газа.
Пропан – взрывоопасный газ, который может загореться от любой искры. Кислород опаснее, так как является мощным окислителем. Попадая на масло (особенно натуральное: тиковое, тунговое, льняное), он окисляет его, приводя к возгоранию. Баллон нельзя трогать масляными руками и перчатками. Поблизости, особенно рядом с местом работы, не должно быть масляных тряпок и пятен.
От рабочего места баллон должен находиться на расстоянии не менее 10 метров. Между собой – 5 метров.
Подробнее о технике безопасности при работе с резаком можно узнать из видео:
Условия для резки металла газом
Газовая резка металла будет эффективна только в том случае, когда температура воспламенения металла будет меньшей, чем температура плавления. Такие пропорции соблюдаются в низкоуглеродистых сплавах, они плавятся при 1500 оС, а процесс воспламенения наступает при 1300 оС.
Для качественной работы установки необходимо обеспечить постоянную подачу газа, поскольку кислороду необходимо постоянное количество теплоты, которая поддерживается в основном (на 70%) за счет сгорания металла и лишь 30% обеспечивает пламя газа. Если его прекратить, металл перестанет вырабатывать тепло и кислород не сможет выполнять возложенные на него функции.
Работа резака, обучение резки металла
Максимальная температура ручных газовых резаков достигает 1300 оС, это достаточная величина для обработки большинства видов металла, однако, есть и такие, которые начинают плавиться при особо высоких температурах, например, окисел алюминия – 2050 оС (это почти в три раза больше чем температура плавления чистого алюминия), сталь с содержанием хрома – 2000 оС, никеля – 1985 оС.
Если металл достаточно не разогрет и не начат процесс плавления, кислород не сможет вытеснить тугоплавкие окислы. Обратная этой ситуация, когда металл имеет низкую температуру плавления, под воздействием горящего газа он может просто расплавиться, так, нельзя применять данный способ резки для чугуна.