Унифицированная дюймовая резьба UNC (Unified National Coarse) является национальной американской резьбой с крупным шагом и углом профиля 60°. Эта резьба является модификацией британской резьбы BSW (British Standard Witworth) с углом профиля 55°, известной также как резьба Витворта. Дюймовая резьба построена на дюймовой системе измерений, в то время как в России принята метрическая система, по этой причине возникает множество вопросов, связанных с определением и поиском такого крепежа на российском рынке. Дюймовая резьба UNC распространена в США, Канаде, Великобритании. Геометрия и форма резьбы UNC регламентируется стандартом ASME B1.1-2003 (The American Society of Mechanical Engineers).
Отличительной особенностью дюймовой резьбы является обозначение диаметра и длины в долях дюйма. За основу взят английский дюйм, равный 25.4 мм. Обозначают такие размеры inch, in или двойным штрихом «. При этом размер будет указан в долях дюйма, например 1″ или ½». Шаг резьбы дюймового крепежа обозначает количество витков резьбы на отрезке длиной 1 дюйм, например 1″ – 8 UNC. При этом количество витков на дюйм может не указываться, так как в стандарте резьбы UNC каждый диаметр резьбы имеет определенное количество витков. Тогда обозначение резьбы может быть таким – 1″ UNC. Мелкие диаметры резьбы, менее 1/4″, обозначают условным номером от 0 до 12 и добавляют символ № или #, например # 4 – 40 UNC.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Особенности
Трубная резьба: основные типы и размеры
Особенность этой резьбы определяется на основании следующих параметров:
- геометрические параметры;
- размер (количество витков на дюйм);
- направление нарезки;
- требуемый диаметр сверла;
- класс точности;
- область применения.
Все виды резьбы UNF относятся к категории мелкой. Её можно рассматривать как метрическую 60 градусов. Отличительной особенностью является единица измерения – это дюйм. Поэтому она называется дюймовая резьба или американская. Каждая мелкая резьба имеет свои отличительные размеры. Её аналогом является английская резьба BSW размеры, которой располагают в специальных таблицах
Специфические особенности можно разобрать по маркировке. Она состоит из следующих элементов:
- на первом месте расположена аббревиатура UNF (в дословном переводе означает «Унифицированная группа мелких резьб»);
- далее идёт указание размеров в дюймах;
- завершает маркировку значение шага.
Более подробно все параметры и особенности приводятся в специальных таблицах с указанием назначения и правил применения крепёжных деталей в американских соединениях.
Можете ли вы поставить дюймовый крепеж мелких диаметров?
Гост р 50864-96 резьба коническая замковая для элементов бурильных колонн. профиль, размеры, технические требования
Данные размеры начиная от #1 (1,854 мм)
до
#12 (5,436мм)
компания ТК Метизы может поставить для Вас под заказ. Срок исполнения данных позиций будет около
4-6 недель
.
Минимальная упаковка в среднем составляют для таких диаметров – 200 штук.
Крепеж с мелкими диаметрами может быть представлен в виде винтов с полукруглой головой (так называемые компьютерные винтики с дюймовой резьбой), с потайной головой, с цилиндрической, в виде болтов с шестигранной головой, а также гайки и шайбы к ним. Материал в котором они могут быть выполнены – от черных (без покрытия либо черного цвета) до цветного и нержавеющего металла.
Коническая дюймовая резьба
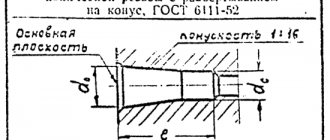
Выполняется уменьшение диаметра к краю заготовки. Производители изготавливают детали в соответствии с ГОСТ 6211-81. По своему сечению на чертеже профиль представляет собой равнобедренный треугольник. Согласно ГОСТ 6211-81 угол между боковыми сторонами составляет также 55 градусов. На вершине треугольника выполнено закругление. По своей форме оно соответствует конфигурации канавок.
Возможно изготовление конической дюймовой резьбы по ГОСТ 6111-52. Согласно стандарту угол между сторонами треугольника составляет 60 градусов. Такая конфигурация позволяет выполнить соединение, устойчивое к механической нагрузке. Производители наносят на чертеже обозначение в виде буквы “К”.
Таблица момента затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | Н*м* Фунт силы-фут** |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм. ** Фунт силы-фут – британский и американский эквивалент Н*м.
Американская резьба UNC
Размеры отверстий под резьбу: таблицы, инструменты, процесс нарезки
Международные стандарты крепёжных соединений: резьба UNC Unified Coarse Thread (UNC) — разновидность дюймовой цилиндрической резьбы с крупным шагом и углом профиля 60°.
Пользуется большой популярностью в Европе и Северной Америке.
В России детали с левой и правой резьбой UNC можно встретить среди комплектующих для бытовой и промышленной техники зарубежного производства (газонокосилки, культиваторы, автомобили и т. д.).
Телефон для связи : WhatsApp.
Краткая история Дюймовая резьба появилась в Великобритании во время промышленной революции в XVIII веке.
Так как значительная часть североамериканского континента долгое время находилась в зоне прямого влияния Соединённого Королевства, английская система мер прижилась и на территории Канады и США.
После унификации выработались определённые стандарты нарезки резьбы: угол профиля, шаг, форма вершин и впадин и т. д. Так возникли базовые типоразмеры и принципы маркировки соединений, которые применяются и сегодня.
Технические особенности Внешне геометрия резьбы UNC мало чем отличается от профиля обычной метрической резьбы. Главная особенность соединения — использование дюйма в качестве основной размерной единицы.
Максимальный шаг — 6,35 мм (4 витка на дюйм).
Как нарезается резьба UNC? Самое сложное во время нарезки дюймовой резьбы — правильно определить величину шага. Для этого нужно использовать специальные калибры (резьбомеры).
Во время измерения расстояния между впадинами и вершинами пластинки резьбомера поочерёдно прикладываются к детали до тех пор, пока не получится добиться 100%-ного совпадения профиля.
Если размер был определён верно, шаг резьбы будет соответствовать значению, отмеченному на боковой стороне шаблона.
Для нарезки UNC -резьбы применяются инструменты двух типов:
-плашки. Необходимы для наружной нарезки резьбы; -метчики. Используются для формирования резьбы на внутренней стороне детали.
Нарезать резьбу можно как вручную, так и при помощи специального промышленного оборудования. Направление вращения в каждом случае определяется индивидуально.
Дюймовая резьба — таблица, размеры, виды
Крепеж с помощью резьбы известен еще со времен античности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные винты и гайки. Но наибольшее распространение резьба получила во времена промышленной революции 18-го века.
Первоначально распространению разъемного резьбового соединения мешало отсутствие стандартизации, что лишало возможности обеспечения взаимозаменяемости изделий. Решил данную проблему талантливый английский инженер Чарльз Витворт. Он разработал единую систему размеров и обозначения, использовав для этого английский дюйм.
Так появилась на свет дюймовая резьба. А все размеры занесены в таблицу по ГОСТ.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено.
Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба.
Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
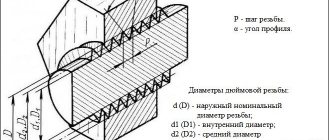
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Плашки дюймовые для нарезания резьбы UNC, UNF, 8-UN
Поступления на склад, акции, распродажи!
Комплексные поставки инструмента мелким, крупным оптом от 3000 руб для физических и юридических лиц из Санкт-Петербурга по России, в Беларусь, Казахстан в кратчайшие сроки. Звоните или отправьте заявку прямо сейчас! Мы обновляем каталог. Если вы не нашли нужный товар, перезвоните (с 9 до 17:30 по Московскому времени) или отправьте запрос через удобную форму (ежедневно, круглосуточно).
Плашки дюймовые для нарезания резьбы UNC, UNF, 8-UN оптом
Плашки дюймовые (лерки) – инструмент цилиндрической формы, предназначенный для нанесения внешней резьбы на металлические изделия: трубы, стержни, пруты.
Это типичный для Америки стандарт, поскольку именно там дюйм как единица измерения намного более распространен, чем сантиметр. В Европе и России дюймовый стандарт встречается довольно редко.
При обработке трубы плашкой прорезанная дюймовая резьба имеет коническую форму (угол наклона 60о), рельеф срезан – как впадины, так и вершины.
Плашки дюймовые – особенности маркировки и использования
Дюймовая плашка маркируется буквой К. От R-лерок она отличается не только тем, что ее диаметр измеряется не в сантиметрах, а в дюймах. Подобная резьба не почти не дает деформации витков. Также дюймовый стандарт отличается от моделей типа R более широким профилем нарезного «зуба». За величину шага в данном случае принимается количество витков резьбы на один дюйм.
Для изготовления лерок используется только прочный материал – закаленная легированная или быстрорежущая сталь.
Дюймовая плашка имеет специфическую классификацию, определяемую размером шага резьбы.
- Обозначение UNC – плашки дюймовые, позволяют создавать резьбу с широким (крупным) шагом.
- Обозначение UNF – дюймовый стандарт, говорящий о том, что резьба имеет мелкий шаг.
- Обозначение UNEF – дюймовый стандарт, которым маркируются плашки, нарезающие резьбу с особо мелким шагом.
Существуют и плашки с маркировкой 8-UN. Это обозначение говорит о том, что у лерок единое значение шага вне зависимости от диаметра инструмента. Оно составляет 8 нитей на 1 дюйм.
Резьба, которую нарезает подобная плашка, может быть как левой, так и правой. Возможно использование и машинного способа обработки труб, и ручного. Дюймовая плашка часто используется для резьбы по цветному металлу. Применяется она и для нарезания инструментальной или конструкционной стали.
«Металл Гирз» — качественные инструменты недорого
В онлайн-магазине «Металл Гирз» вы можете купить качественный инструмент от российских и зарубежных производителей. Мы сотрудничаем с американскими, азиатскими, европейскими заводами и предприятиями, расположенными на территории СНГ.
Наша компания работает с производителями без посредников, поэтому предлагает товар с минимальной наценкой. У нас вы можете купить инструмент оптом либо в розницу, заказать конкретные модели или готовые наборы.
А мы свяжемся с производителями и обеспечим оперативную доставку инструмента.
Для жителей Сант-Петербурга и области возможен самовывоз товара со склада. Остальные регионы РФ обслуживаются через транспортные или собственную курьерскую службу «Металл Гирз».
Отличия дюймовой резьбы от метрической
Основным отличием является профиль витков. Согласно ГОСТ 6211-81удюймовой угол расположения сторон треугольника составляет 55 градусов. У метрической – 60 градусов.
Помимо конфигурации профиля отличительной особенностью дюймового варианта является применение других единиц измерения.У метрической резьбы шаг определяют в миллиметрах, для дюймовой – в целых, а также дробных дюймах.
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
Разновидности дюймовой резьбы
Дюймовая резьба может быть цилиндрической или конической. При цилиндрическом соединении размеры внешнего и внутреннего диаметра сохраняются по всей длине запчасти. Резьбовой шаг имеет фиксированный размер, а количество витков взаимосвязано с шагом. Запчасти с таким соединением более прочные и надежные.
При конусном соединении резьба имеет переменный диаметр. Наибольшее применение получили резьбы с сужающимся диаметром, при котором диаметр у основания больше диаметра у хвоста запчасти. На детали с конусным соединением нередко наносят двойную маркировку, указывая не только начальный, но и конечный диаметр. Резьба коническая дюймовая прочнее и медленнее истирается, однако наносить ее сложнее, а ошибки в процедуре могут серьезно ухудшить качество соединения.
Классы точности и правила маркировки дюймовой резьбы
Дюймовая резьба по ГОСТу может соответствовать одному из классов точности: 1, 2 или 3. Соседнее место с цифрой, обозначающей класс точности, занимает буква А (соответствует наружной резьбе) или В (внутренней). Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Понять, каким параметрам соответствует конкретный резьбовой элемент, необходимо разобраться с обозначениями, которые на него нанесены. В маркировке имеется следующая информация:
- номинальный размер дюймовой резьбы;
- число витков на дюйм длины;
- группа;
- класс точности.
Маркировка наносится на саму деталь или упаковку с деталями и представляет собой буквенно-числовой код следующего вида T1 T2 X Y1 Y2 — Z.
Этот код расшифровывается следующим образом.
- Т1 — параметр говорит о категории резьбовой запчасти и может иметь несколько значений: М (метрическая резьба), МК (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая).
- Т2 — обозначает внешний диаметр запчасти, для дюймовых резьб указывается в дюймах.
- Х — символ-разделитель, который не несет смысловой нагрузки, но обязателен к нанесению по ГОСТу.
- Y1 — ширина резьбового шага, которая даже на дюймовых резьбах указывается в миллиметрах. В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы.
- Y2 — направление резьбового винта. Есть резьба левая, параметр обозначают как LH. Если правое — его пропускают.
- — тоже относится к символам-разделителям, который отделяет главную часть кода от параметра Z.
- Z — параметр, который указывает на класс точности резьбы. Может принимать вид обозначений 4k, 6h, 6E, 8G, 8D и др.
Пример условного обозначения дюймовой резьбы
Расшифровка маркировки дюймовой резьбы
Обозначение дюймовой резьбы в технической документации разберем на примере маркировки G 2” LH-2-40.
- G — показывает, что резьба трубная цилиндрическая.
- Цифра 2 указывает на размер наружного диаметра в дюймах.
- LH — эти буквы говорят о том, что резьба левая.
- Цифра 2 информирует о классе точности.
- Цифра 40 указывает на длину завинчивания.
Таблица размеров дюймовых и метрических резьб
| Диаметр наружный, мм | шаг резьбы | Резьба | Диаметр внутренний, мм | |||
| Дюймовая G , R | Метрическая | Дюймовая ORFS , UNF , JIC | Дюймовая NPTF , NPSM | |||
| 9,3-9,7 | 28 ниток | 1/8″ | 8,5-8,9 | |||
| 9,3-9,7 | 29 ниток | 1/8″ | 8,5-8,9 | |||
| 9,7-9,9 | х 1,5 | M 10×1,5 | 8,2-8,6 | |||
| 10,9-11,1 | 20 ниток | 7/16″-20 | 9,7-10,0 | |||
| 11,6-11,9 | х 1,5 | M 12×1,5 | 10,2-10,6 | |||
| 12,4-12,7 | 20 ниток | 1/2″-20 | 11,3-11,6 | |||
| 12,9-13,1 | 19 ниток | 1/4″ | 11,4-11,9 | |||
| 12,9-13,1 | 18 ниток | 1/4″ | 11,4-11,9 | |||
| 13,6-13,9 | x 1,5 | M 14×1,5 | 12,2-12,6 | |||
| 14,0-14,25 | 18 ниток | 9/16″-18 | 12,7-13,0 | |||
| 15,6-15,9 | x 1,5 | M 16×1,5 | 14,2-14,6 | |||
| 16,3-16,6 | 19 ниток | 3/8″ | 14,9-15,4 | |||
| 16,3-16,6 | 18 ниток | 3/8″ | 14,9-15,4 | |||
| 17,2-17,5 | 16 ниток | 11/16″-16 | 15,8-16,0 | |||
| 17,6-17,9 | x 1,5 | M 18×1,5 | 16,2-16,6 | |||
| 18,7-19,0 | 16 ниток | 3/4″-16 | 17,3-17,6 | |||
| 19,6-19,9 | x 1,5 | M 20×1,5 | 18,2-18,6 | |||
| 20,5-20,7 | 16 ниток | 13/16″-16 | 18,8-19,3 | |||
| 20,5-20,9 | 14 ниток | 1/2″ | 1/2″ | 18,6-19,0 | ||
| 21,6-21,9 | x 1,5 | M 22×1,5 | 20,2-20,6 | |||
| 22,0-22,2 | 14 ниток | 7/8″-14 | 20,2-20,5 | |||
| 22,6-22,9 | 14 ниток | 5/8″ | 5/8″ | 20,6-21,0 | ||
| 23,6-23,9 | x 1,5 | M 24×1,5 | 22,2-22,8 | |||
| 25,1-25,4 | 14 ниток | 1″-14 | 23,6-23,8 | |||
| 25,6-25,9 | x 1,5 | M 26×1,5 | 24,2-24,6 | |||
| 26,1-26,4 | 14 ниток | 3/4″ | 3/4″ | 24,1-24,5 | ||
| 26,6-26,9 | 12 ниток | 1.1/16″-12 | 24,3-24,7 | |||
| 29,6-29,9 | x 2 | M 30×2 | 27,4-27,8 | |||
| 29,8-30,1 | 12 ниток | 1.1/16″-12 | 27,6-27,9 | |||
| 29,6-29,9 | x 1,5 | M 30×1,5 | 28,2-28,6 | |||
| 31,6-31,9 | x 2 | M 32×2 | 29,4-29,9 | |||
| 33,0-33,2 | 11 ниток | 1″ | 30,3-30,8 | |||
| 33,0-33,3 | 12 ниток | 1.5/16″-12 | 30,8-31,2 | |||
| 32,9-33,4 | 11,5 ниток | 1″ | 30,3-30,8 | |||
| 35,6-35,9 | x 2 | M 36×2 | 33,4-33,8 | |||
| 36,1-36,4 | 12 ниток | 1.7/16″-12 | 34,4-34,7 | |||
| 37,6-37,9 | x 1,5 | M 38×1,5 | 36,2-36,6 | |||
| 40,9-41,2 | 12 ниток | 1.5/8″-12 | 38,7-39,1 | |||
| 41,6-41,9 | x 2 | M 42×2 | 39,4-39,8 | |||
| 41,5-41,9 | 11 ниток | 1.1/4″ | 39,0-39,5 | |||
| 41,4-42,0 | 11 ниток | 1.1/4″ | 39,2-39,6 | |||
| 42,5-42,7 | 16 ниток | 1.11/16″-16 | 40,7-41,0 | |||
| 44,6-44,9 | x 2 | M 45×2 | 42,4-42,8 | |||
| 44,6-44,9 | x 1,5 | M 45×1,5 | 43,2-43,6 | |||
| 47,3-47,6 | 12 ниток | 1.7/8″-14 | 45,1-45,5 | |||
| 47,4-47,8 | 11 ниток | 1.1/2″ | 44,8-45,3 | |||
| 47,3-47,9 | 11,5 ниток | 1.1/2″ | 45,1-45,5 | |||
| 51,6-51,9 | x 2 | M 52×2 | 49,4-49,6 | |||
| 51,6-51,9 | x 1,5 | M 52×1,5 | 50,2-50,6 | |||
| 59,2-59,6 | 11 ниток | 2″ | 56,2-56,6 | |||
| 63,1-63,4 | 12 ниток | 2″-12 | 61,1-61,4 | |||
Способы нарезки
Нарезание дюймовой резьбы требуемого размера возможно двумя способами. Это с применением ручных приспособлений или на токарном станке. В первом случае работу выполняют в определенной последовательности:
- Устанавливают обрабатываемую заготовку в тиски. Надежно фиксирует её, чтобы избежать проворачивания при работе.
- Выбирают инструмент соответствующего размера. Для обработки наружной поверхности используют плашку. Для нарезки дюймовой резьбы внутри подбирают метчик требуемого размера.
- Снимают фаску. При резке образуются острые края. Перед обработкой наружной поверхности сглаживают края напильником. На этом этапе удаляют образовавшиеся неровности и заусенцы.
- Нарезают канавки дюймовой резьбы, вращая инструмент в нужную сторону.
Приспособление проворачивают плавно без рывков. Так удается получить правильно нарезанные углубления нужного размера.
При механизированном способе нарезки наружной дюймовой резьбы на станке применяют специализированный резец. Деталь фиксируют в патроне и устанавливают требуемую скорость вращения. Ее определяют, учитывая данные специальных таблиц. Используя токарный станок, в соответствии с ГОСТ нарезают дюймовую резьбу требуемого размера с более высокой точностью.
Таблица диаметра сверления под дюймовую резьбу
| Обозначение размера | UNC (мм) | UNF (мм) | UNEF (мм) |
| #0 | — | 1,25 | — |
| #1 | 1,5 | 1,55 | — |
| #2 | 1,8 | 1,9 | — |
| #3 | 2,1 | 2,15 | — |
| #4 | 2,35 | 2,4 | — |
| #5 | 2,65 | 2,7 | — |
| #6 | 2,85 | 2,95 | — |
| #8 | 3,5 | 3,5 | — |
| #10 | 4 | 4,1 | — |
| #12 | 4,65 | 4,7 | 4,78 |
| 1/4″ | 5,35 | 5,5 | 5,56 |
| 5/16″ | 6,8 | 6,9 | 7,14 |
| 3/8″ | 8,25 | 8,5 | 8,77 |
| 7/16″ | 9,65 | 9,9 | 10,3 |
| 1/2″ | 11,15 | 11,5 | 11,9 |
| 9/16″ | 12,6 | 12,9 | 13,1 |
| 5/8″ | 14,05 | 14,5 | 14,7 |
| 3/4″ | 17,0 | 17,5 | 17,9 |
| 7/8″ | 20,0 | 20,4 | 21,0 |
| 1″ | 22,85 | 23,25 | 24,2 |
| 1 1/8″ | 25,65 | 26,5 | — |
| 1 1/4″ | 28,85 | 29,5 | — |
| 1 3/8″ | 31,55 | 32,75 | — |
| 1 1/2″ | 34,7 | 36,0 | — |
| 1 3/4″ | 40,40 | — | — |
| 2″ | 46,30 | — | — |
| 2 1/4″ | 52,65 | — | — |
| 2 1/2″ | 58,5 | — | — |
| 2 3/4″ | 64,75 | — | — |
| 3″ | 71,10 | — | — |
| 3 1/4″ | 77,45 | — | — |
| 3 1/2″ | 83,8 | — | — |
| 3 3/4″ | 90,15 | — | — |
| 4″ | 96,5 | — | — |
ВАЖНО: Гайки имеют внутреннюю резьбу, наружный диаметр (D) которой равен размеру отверстия в теле гайки под резьбу (таблица ниже). То есть, если для болта 1/4″ он составляет 6,35 мм, то для гайки 1/4″ он будет равняться 5,35 UNC и 5,5 UNF, и 5,56 UNEF (мм).
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Американская резьба UNF
До конца XIX века не существовало унификации в крепёжных деталях. Каждое предприятие выпускало свою резьбу и детали на её основе. В 1841 году проблему решил британский инженер Джозеф Уитворт, разработав стандарт BSW (утверждён в Великобритании в 1881 году).
В 1864 году в США промышленник Уильям Селлерс упростил стандарт BSW. Он изменил:
- угол (с 55° на 60° как у метрической резьбы);
- форму профиля резьбы (отказавшись от скруглений у вершин профиля).
Более простая и дешёвая в изготовлении американская резьба быстро распространилась по всему миру. Однако несовместимость с британским стандартом вызывала массу проблем, решили которые только в 1948 году Унифицированной системой. В неё вошли разработанные Американским национальным институтом стандартов (ANSI/ISO) унифицированные дюймовые цилиндрические резьбы UNF (мелкая) и UNC (крупная).
Резьбу UNF используют для высокоточного и регулировочного крепежа во всём мире.
Телефон для связи : WhatsApp.
Такая резьба имеет обозначение, включающее буквенное обозначение типа резьбы и номинального диаметра в дюймах. В дополнительной маркировке указывается: шаг резьбы в количестве витков на дюйм (через тире), направление (правое или левое). Номиналы резьбы UNF менее 1/4” принято обозначать номерами (калибрами) от №0 до №12.
Пример маркировки болта с дюймовой резьбой 1/4” – 28UNFх2 1/2”, где:
- UNF – тип резьбы;
- 1/4” ― диаметр резьбы;
- 28 ― шаг резьбы;
- 2 1/2” ― длина болта (в дюймах).
Резьба UNF встречается в бытовой аппаратуре, станках и автомобилях, измерительных приборах, созданных для рынка США и Канады.
Нарезать американскую резьбу можно на токарно-винторезных станках с ЧПУ (задав необходимую программу). Наиболее простым решением в домашних условиях станет применение метчиков и плашек соответствующего типоразмера, стандарта UNF.
Отправьте ваш заказ на почту или позвоните по телефонам:
+7
Запросить звонок
Американская резьба UNC
Скачать параметры резьбы UNF
Цилиндрическая дюймовая резьба
Согласно ГОСТ наружный или внутренний диаметр не изменяется на протяжении всего нарезанного участка. Наносится на крепеж различного диаметра. Позволяет выполнить надежное соединение деталей одинакового размера.Технические характеристики обозначены в ГОСТ 6357-81.
Сечение профиля представляет собой равнобедренный треугольник. Боковые стороны расположены под углом 55 градусов по отношению друг к другу. На вершине треугольника выполнено закругление. По своей форме оно соответствует конфигурации канавок. Для определения размеров производители наносят на изделия следующие обозначения:
- G — резьба дюймовая цилиндрической конфигурации;
- 1, 2, 3 –обозначение класса точности;
- A, B — расположение резьбы. Наружная или внутренняя;
- LH –обозначение левостороннего направления витков.
После буквы “G” производители указывают обозначение внутреннего диаметра в дюймах. Учитывая эти обозначения, удается быстро определить требуемые размеры.
Конструкция инструмента
Метчик UNF/UNC представляет собой винт со стружечными канавками и соответствующей заточкой переднего, заднего и других углов. Основными элементами инструмента являются режущая (заборная) и калибрующая части, канавки для удаления стружки. Режущая часть изготовлена из быстрорежущей марки стали или твердого сплава. Для ручного использования или установки в патрон имеется соответствующий хвостовик.
Достоинством инструмента является простота и технологичность конструкции, а также высокая точность нарезки и возможность работы за счет самоподачи. Сложностью является необходимость приложения больших сил резания и сил трения, трудности с удалением стружки.
В зависимости от конструкции метчики UNF/UNC подразделяются на:
- ручные или слесарные;
- машино-ручные;
- машинные;
- гаечные и другие.
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы. Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы. Оба способа применимы для нарезания внутренней и наружной резьбы.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах. Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.
Размеры
Область применения и точное назначение каждого изделия, на котором она нанесена, определяется её геометрическими параметрами. Размеры унифицированной американской резьбы UNF включают параметры, которые занесены в специальную таблицу. Такая таблица имеет строки, в которых отображены номер или размер. Например, обозначение 5/16¢¢-24 UNF свидетельствует, что это резьба дюймовая с указанными размерами. В столбцах указаны наименования и значения уточняющих характеристик: длина, диаметр и шаг, число ниток на один дюйм, необходимый диаметр сверла для сверления отверстия перед нарезанием.
Все параметры приводятся в дюймах и соответствуют трём установленным стандартам:
- международным ISO 725;
- английским BS 1580;
- американские ANSI и ACME D1.1.
В стандартах помещены таблицы, в которых расположены все размеры этого типа. В них приведены особенности этого вида:
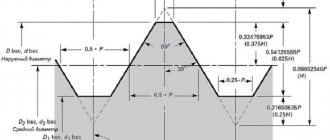
- профиль по спецификации UN;
- высота профиля (этот показатель обозначается с помощью литеры «Н» и равен 0,866025Р);
- угол при вершине (для резьбы UNF он равен шестидесяти угловым градусам);
- максимальная величина наружного диаметра достигает 38,1 мм;
- шаг резьбы изменяется от минимального в 0,317 миллиметров до максимального 2,117 миллиметров;
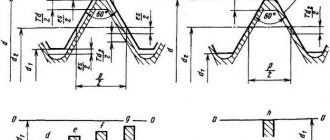
- форма впадины;
- количество витков на один дюйм её длины;
- классы точности.
Форма впадины по американскому стандарту бывает двух видов: плоская, обозначаемая UN, и радиусная с обозначениями UNR. В соответствие со стандартом ANSI определено по три класса точности для наружного и внутреннего крепежа. Наружная имеет классы точности с обозначениями 1А, 2А, 3А, внутренняя соответственно 1В, 2В и 3В. Наименьшая цифра (один) свидетельствует о самом низком классе точности. Наибольшая цифра о самом высоком классе. К наивысшему классу предъявляются самые высокие требования при обработке и нарезании. Наиболее распространённым считается средний класс. Для каждого из классов определена своя область применения. Например, низкий класс (первый 1А и 1В) применяется даже для крепежа, где допустимо частичное загрязнение и небольшая деформация. Третий класс используется в агрегатах, где необходимо обеспечить наиболее прочное соединение с наименьшим зазором.
Например, обозначение наружной резьбы болта 1/4” – 28UNFх2 1/2” позволяет определить, что она относится к типу UNF. То есть это унифицированная дюймовая резьба, имеющая мелкий шаг. Дробь 1/4” свидетельствует о размере наружного диаметра равного 6,35 миллиметров. Цифрой 28 обозначен шаг. В этом случае говориться о том, что на одном дюйме (25,4 мм) расположено 28 витков. Конечная цифра указывает на общую длину болта. В этом случае, переводя дюймы в метрическую систему, получают: 2 1/2” соответствует приблизительно 63,5 миллиметра.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба). Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран. При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Американская дюймовая резьба, размеры сечений
Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) широко распространены в Америке и Канаде, где действует дюймовая система измерений. Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
Американская резьба имеет тот же профиль с углом при вершине
60°
, что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах.
В зависимости от частоты витков она также бывает крупная (основная) UNC, мелкая UNF и супермелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм).
Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Условные обозначения
В обозначении резьбы указывается ее наружный диаметр – D
, за которым следует шаг –
TPI
(количестве ниток на дюйм) и ее тип –
UNC
или
UNF
.
Для диаметров менее 1/4″
размер обозначается целым числом от
0 до 12
, которое стоит после символа
#
или
№
.
Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Американская резьба с крупным шагом – UNC
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы, мм | |
| дюймы | мм | миллиметры | ||||
| #1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
| #2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 | 0,45 |
| #3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| #4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| #5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| #6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| #8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| #10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| #12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
Американская резьба с мелким шагом – UNF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |