Необходимые инструменты
Профессиональные свёрла для металла (например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Ручной инструмент — дрель и свёрла следует выбирать тщательно. Если в этой области нет опыта, необходимо получить консультацию у работника магазина. Не всегда покупка дорогого бура высокого класса даёт гарантию его долгой службы.
Соблюдение технологии получения отверстий в металле и правильно подобранное сверло значительно увеличивает срок его службы и предохраняет от преждевременного износа. Основные правила эксплуатации режущего инструмента:
- Подбор подходящего типа буравчика для сверления металла определённой твёрдости. Многие производители разработали целые программы, по которым можно подобрать подходящий инструмент.
- Выбор режимов резания, установка правильной скорости вращения.
- Правильно подобранная подача, применение соответствующей силы нажима на режущий инструмент.
- Применение охлаждения. Рекомендуется эмульсия на базе масла.
- Правильное крепление материала (например, в тисках).
- Крепление дрели к стойке, точно и перпендикулярно.
- Применение расширенного набора прокладок при сверлении сквозных отверстий.
Технологический процесс
Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Большинство свёрл изготавливают из быстрорежущей стали с различным содержанием кобальта. Очень важно, чтобы оно было правильно заточено: режущие кромки были равной длины, перемычка между ними находилась по оси режущего инструмента.
Это даёт гарантию того, что обе кромки в процессе бурения будут выполнять идентичную работу. Сверло не будет иметь биения, диаметр отверстия будет отвечать размеру, сведётся к минимуму нагревание детали и инструмента.
Бур-сверло с коррекцией фаски имеют меньшую перемычку, за счёт этого удлиняются режущие кромки. Такими свёрлами можно сверлить отверстие без предварительной разметки керном.
Выбор свёрл зависит от типа выполняемой работы. Оптимальными являются свёрла NWKa HSS Baildon для сверления:
- конструкционной стали;
- чугуна;
- латуни;
- бронзы;
- алюминия;
- пластмассы;
- дерева.
Выполнение машинного развертывания
Выбор режимов проведения такой технологической операции предполагает использование специальных таблиц. В качестве исходных служат следующие параметры: материал изготовления развертки; марка сплава, подвергаемого обработке; диаметр создаваемого отверстия. К числу основных характеристик машинного развертывания относятся: скорость вращения шпинделя станка, а также скорость проникновения инструмента в гнездо. Проводят эту операцию с минимальной скоростью, когда обрабатываются отверстия в вязких сплавах/металлах. Развертывание гнезд в нормализованных сталях выполняется обычно на максимально возможной по технологической карте скорости.
Виды применяемых СОЖ
Смазочно-охлаждающая жидкость подбирается под материал, в котором проделано подлежащее развертыванию отверстие. Рекомендации экспертов по этому вопросу формулируются следующим образом:
- стальные сплавы инструментальные (с содержанием элемента углерод С, превышающим 0,7%), конструкционные различного качества и углеродистые (содержание элемента углерод достигает отметки 2,14%) – смесь минеральных либо нефтяных масел; масла с добавками серы (элемент S); эмульсия, в том числе на основе 2-фазной системы; мыльный раствор (водный);
- бронза – при развертывании СОЖ не используется;
- алюминий – сурепное масло (в качестве сырья для его производства используются семена сурепицы); смесь скипидара (по-научному – масло терпентинное) с керосином; очищенный керосин; эмульсия;
- медь и медьсодержащие сплавы – эмульсии;
- чугун – в качестве СОЖ используется керосин. Допускается развертывание данного материала и без охлаждающей жидкости.
Некоторые нюансы процедуры машинного развертывания
Прежде чем приступить к развертыванию отверстия машинным способом, особое внимание следует уделить подготовке оборудования. Заключается она в выполнении следующих действий:
- посадочное место в шпинделе агрегата, а также конусообразный хвостовик инструмента с максимальной тщательностью протираются;
- затем развертку нужно вставить в подготовленный шпиндель;
- подвергаемая обработке деталь закрепляется на рабочем столе станка. При этом нужно добиться совпадения осей отверстия и развертки;
Сама процедура машинного развертывания включает следующие этапы:
- по завершении создания гнезда в обрабатываемой детали, нужно извлечь сверло из шпинделя сверлильного агрегата и вставить вместо него черновую развертку;
- проводится операция чернового развертывания;
- затем нужно сделать замену черновой развертки на чистовую, после чего выполнить процедуру еще раз;
- завершив чистовое-финишное развертывание, необходимо вывести инструмент из рабочей зоны, выключить электрический двигатель станка и, воспользовавшись калибром-пробкой, проверить качество проведенных работ.
Иногда рекомендуется для проведения чистовой обработки закреплять развертку в оправку шарнирного типа либо плавающий патрон.
Сверление металла
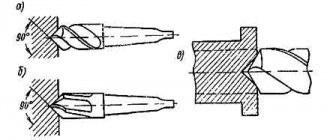
Особенностью свёрл является наличие острой кромки, позволяющей выполнять механическую обработку материала. Они имеют равный диаметр по всей длине, а лезвие заточено под углом 118°. Угол заточки меняется в зависимости от твёрдости материала, например, для легированной стали, он составляет 135°. Свёрла этого типа изготовлены из стали HSS с 5-процентной примесью кобальта. Во время работы они требуют охлаждения специальным маслом для бурения.
Чтобы дюзу в металле пробуравить ровно и точно, необходимо применить направляющее приспособление — кондуктор.
Во время бурения лучше всего применять как можно меньше усилия. При сверлении сквозного отверстия, когда приближается момент выхода режущего инструмента, необходимо уменьшить подачу, чтобы не вырвало деталь, не сломалось сверло, не образовались заусенцы.
Для получения конусного отверстия в металле применяется конический бур. Он используется как самостоятельный инструмент. Им можно рассверлить цилиндрическое отверстие, превратив его в коническое. Конусное отверстие в металле выполняют на токарном станке, чтобы просверлить, расточить резцом полученную дюзу.
Режимы резания
Наиболее распространённая ошибка — это применение слишком большой скорости сверления. Чем труднее обрабатывается материал, тем меньше скорость бурения следует применять. Например, в случае сверления 8-мм отверстия в латуни скорость сверления должна составлять 2500 об./минуту, для более твёрдой легированной стали — 800 об./минуту. Лучший признак выбора правильной скорости сверления — это красивая и длинная стружка.
В зависимости от того, какой инструмент выбрать, важными являются параметры резания. Необходимо правильно подобрать скорость вращения и подачу. Лучшие параметры обеспечивают настольные сверлильные станки, но не везде их можно использовать. Необходимо следовать принципу, чем ниже обороты и меньше подача, тем дольше будет служить инструмент.
Например, берется нержавеющая сталь, отверстие 8 мм, толщина 4 мм, лосьон или масло для охлаждения, сверло HSS, дрель или сверлильный станок: Обороты не должны превышать 400 об/мин, а подача не может быть больше, чем 0,10 мм/оборот. Другими словами, можно сверлить со скоростью не выше 400 об/мин. Но эта скорость не является оптимальной. Поэтому оптимально будет, например: 170 об/мин, и подача на каждые 30 оборотов 1 мм (в три раза меньше, чем рекомендуется).
Очень важно охлаждение сверла в процессе сверления. Используйте эмульсии, масло, спреи для бурения. Нужно избегать воды, так как она не имеет свойств смазочных жидкостей, а лишь охлаждает.
Отверстия большого диаметра
На вопрос, как просверлить отверстие большого диаметра в металле, ответ один: в технологическом процессе рассверливания горловин. Например, нужно увеличить горловину и получить размер тридцать миллиметров в диаметре. Сначала сверлится инструментом меньшего диаметра, например, четыре миллиметра, потом под размер 8 миллиметров, дальше — 12 миллиметров, и так каждый размер расширяется до результата.
Горловину большого диаметра в изделии можно сделать на токарном станке. Операция выглядит следующим образом: сверление отверстия, растачивание горловины нужного размера. По мере необходимости предварительного засверливания процесс можно разделить на этапы: сверление малого диаметра, рассверливание с постепенным увеличением диаметра сверла.
Бурение тонкой жести
Особенностью получения проймы в тонком листе металла является его надёжное крепление. После выхода сверла на другую сторону есть опасность, что лист может внезапно заклинить и вырваться, если его держали в руках. Лучшим способом надёжного крепления листа является струбцина. В этом случае риск, что жесть будет вырвана, гораздо меньший. Уменьшается количество образовавшихся заусенцев, что значительно облегчит отделочную обработку элемента.
Читать также: Как подключить болгарку к аккумулятору
Если металл имеет толщину 0,1 миллиметра, можно сделать пробоину без дрели, применив инструмент для пробивки отверстий в металле. Конструкция его очень простая, наподобие пассатижей. К одному рычагу прикреплён пуансон, к другому — матрица. Принцип таков же, как у холодной прошивки при помощи штампа.
Чтобы прорезать в листовой стали сквозной паз, нужно, согласно размеру, насверлить последовательный ряд дырочек, соединив их в единую прорезь при помощи зубила и молотка. Для этого необходимо отрубить перемычки между дырками и неровности зачистить напильником.
Металлические трубы
В случае сверления металлической трубы следует убедиться в том, что заготовка надёжно закреплена в тисках. Желательно дрель закрепить на вертикальной стойке. Вставить внутрь трубы обрезок древесины, одинаковый по форме и размеру, что сохранит трубу от деформации. В этом случае применять малую подачу.
Получение узких дюз
Сверление глубоких отверстий малого диаметра можно сделать только на специальном или токарном станке с применением приспособления. Деталь зажимается в 3-кулачковый патрон и проверяется индикатором на биение. Приспособление крепится на резцедержателе. Сверлильный патрон со сверлом устанавливается в приспособление. Сначала делается центровка отверстия, затем сверлится дюз на заданную глубину. Применять заднюю бабку проблематично, так как свергло нужно постоянно выводить для выхода стружки и смазки.
Для получения вертикальных отверстий применяется приспособление для сверления под прямым углом. Для электродрели это вертикальная стойка под углом 90 градусов к основанию. Проще всего использовать вертикально-сверлильный станок.
Рабочая область конусного сверла (еще оно известно под названием «ступенчатое») представляет собою углубление в форме спирали, несколько кольцевых переходов различного радиуса. Данное приспособление, ввиду подобных конструктивных особенностей, дает возможность на любом этапе обрабатывания устанавливать, какой размер имеет отверстие.
Поначалу кажется, что применение конусных ступенчатых сверл, отличающихся повышенной ценой, нецелесообразно, так как всегда возможно взять сверлильный инструмент конкретного радиуса и сделать посредством его нужное отверстие. Однако они располагают некоторыми преимуществами, которые делают их использование целесообразным во множестве ситуаций.
Развертывание отверстий с коническим сечением
Схема обработки конусообразных гнезд, практически, идентична операции развертывания отверстий с цилиндрическим поперечным сечением или имеющим уступы по причине использования сверл различного диаметра. Проведение данной процедуры с гнездами последней (ступенчатой) конфигурации отличается тем, что можно оставить меньший припуск. Другая ее особенность – это применение, наряду с черновым и чистовым, еще и промежуточного инструмента.
Последовательность этапов развертывания отверстий конической конфигурации изображена на рисунке.
Контроль результатов проведения такой операции осуществляется с использованием конусного метрологического калибра. Эта проверка выполняется:
- определением глубины прохода применяемого для контроля приспособления;
- по конфигурации линий соприкосновения поверхностей метрологического калибра и созданного отверстия.
Осуществляется проверка качества процедуры развертывания конусообразного гнезда так:
- На боковую грань безшкального контрольного инструмента вдоль его продольной оси наносятся карандашом не больше 3-4 линий. Расстояние между ними должно быть примерно одинаковым.
- Под небольшим нажимом в коническое отверстие заготовки вставляется калибр и поворачивается на треть оборота.
- После извлечения контрольного инструмента осуществляется проверка состояния линий, нанесенных на этапе №1.
О качественном выполнении процедуры развертывания говорит факт равномерного истирания всех вышеуказанных линий.
Сфера использования, конструкция
Конические сверла обладают продолжительным эксплуатационным периодом. Обусловлено это высокопрочными режущими кромками. Ступенчатый инструмент дает возможность проводить обработку, для выполнения которой было бы необходимо применять несколько обыкновенных сверл. Как раз универсальностью в основном обусловлена значительная цена инструментов этой группы.
Сверла спиральные с коническим хвостовиком дают возможность обрабатывать детали с большой скоростью. При этом качество кромки нисколько не уменьшается. Состоит изделие из следующих элементов:
- вершина для подготовительного сверления;
- переход со скосом для устранения заусенцев;
- режущая кромка, расширяющая отверстия.
Конусным сверлом возможно проделывать отверстия не только в металлических, но и в гипсокартонных, деревянных, пластиковых, иных деталях. Заостренный конец инструмента дает возможность не использовать приспособление для центровки, без труда входить даже в материал большой плотности. Отверстие, которое получено при этом не нужно дополнительно обрабатывать посредством надфиля, устройства для шлифования.
Поступательные углубления приспособления, которые расположены спирально, исполнены в различных размерах с плавным переходом. Такая конструкция увеличивает эффективность обработки тонколистового материала сверлом спиральным с коническим хвостовиком примерно на пятьдесят процентов. Конические инструменты возможно применять как вручную, так и при монтаже на особое оснащение.
На рабочую область двухступенчатого сверла может наноситься абразив, состоящий из частичек алмаза/титана. Противоречия с правилами ГОСТ (государственный стандарт) тут нет. Подобное напыление делает режущие кромки намного прочнее. Благодаря этому сверло коническое не нужно часто точить. Разумеется, необходимо следовать эксплуатационным правилам, не подвергать инструмент чрезмерным нагрузкам.
Сверло ступенчатое по металлу часто применяют, чтобы исправить неточности, допущенные при обрабатывании детали иным приспособлением (к примеру, рваные края). Изделие с коническим хвостовиком незаменимо, если нужно просверлить отверстия в тонколистовом материале, стеклотекстолитовой детали. Универсальность ступенчатых приспособлений позволяет с полной уверенностью сказать, что они точно пригодятся как на производстве, так и в вашей мастерской.
Общие понятия о конусности
Поверхность конуса состоит из следующих величин (рис. 1): сечение D – большее и сечение d – меньшее. Между двумя поверхностями, образованными сечениями D и d, имеется расстояние I. α – угол уклона конуса, 2α – угол конуса.
Рис. 1. Геометрия конуса
Соотношение K=(D – d)/I показывает конусность предмета. При написании его обозначают со значком деления, либо десятичной дробью. Например: 1:20, 1:50 или 0,05, 0,02.
Соотношение Y=(D – d)/(2I) = tgα имеет название уклон.
Эксплуатация
Ступенчатые сверла оптимально подходят для того, чтобы сверлить отверстия в трубных изделиях, листах стали и цветного металла, пластиковых заготовках. Их использование позволяет выполнять несколько процедур за 1 проход. При осуществлении прохода зачищаются заусеницы, центруются и просверливаются отверстия различных размеров. На конусных инструментах имеется особый наконечник, благодаря которому они не проскальзывают/пробуксовывают даже на значительно выступающих участках.
Специалисты утверждают, что пользоваться ступенчатыми сверлами весьма удобно. При их применении не требуются разнообразные вспомогательные предметы. Также не нужно осуществлять дополнительную центровку. Обыкновенное сверлильное приспособление может при обработке детали уйти вбок. Из-за этого отверстие будет выполнено неравномерно, придется осуществлять дополнительное выравнивание. Конический хвостовик при сверлении никуда не отклоняется, отверстие выполняется ровно и гладко.
Особенности применения
При проведении ручного развертывания отверстий необходимо придерживаться следующего порядка работ:
- Подобрать развертку исходя из требований к параметрам отверстия.
- Надежно зафиксировать деталь или заготовку в тисках.
- Вставить развертку в предварительно просверленное или полученное методом литья отверстие.
- Надеть вороток на хвостовик инструмента.
- Вращать вороток по часовой стрелке (направлению режущих кромок) избегая резких движений. В процессе работы периодически поливать СОЖ на инструмент.
- После завершения чернового прохода инструмент необходимо извлечь без обратного вращения.
- Поместить в отверстие чистовую развертку и одеть вороток.
- Произвести вращение с минимальной подачей по часовой стрелке.
- После завершения извлечь инструмент без обратного вращения и проверить шероховатость и размер отверстия при помощи калибра или других средств измерения.
Режим резания при машинном развертывании (скорость и частота вращения шпинделя) выбирается по специальным таблицам на основании диаметра отверстия, марки стали из которой изготовлена деталь и материала инструмента.
Перед проведением машинного развертывания необходимо протереть конус хвостовика и посадочное отверстие в шпинделе. При обработке ось развертки должна совпадать с осью отверстия обрабатываемой детали.
Как выбрать?
Выбирать сверло с коническим хвостовиком необходимо лишь после того, как вы узнаете его основные параметры. Об инструменте можно много узнать, если обратить внимание на его оттенок.
- Серый оттенок указывает на то, что инструмент не обрабатывался термически, следовательно, является низкокачественным.
- Темный оттенок свидетельствует о том, что сверло обрабатывалось горячим паром, является довольно прочным.
- Золотистый цвет показывает, что в материале сверла нет внутренних напряжений. Это обеспечивает улучшение эксплуатационных показателей.
- Ярко-золотой цвет означает, что инструмент весьма износостоек. Обусловлено это титановым нитридом, который содержится в стали. Довольно высокая цена подобных сверл объясняется продолжительным эксплуатационным периодом.
Для изготовления сверла с коническим хвостовиком применяют разные виды металла. Материал указывается в маркировке. Если сверло промаркировано надписью HSS, значит, оно способно обрабатывать деталь с большой скоростью, не деформируясь при этом. Также его прочность не уменьшается при сильном нагревании.
Подбирая ступенчатое сверло по металлу, нужно принимать во внимание такие характеристики:
- радиус. Здесь определяющим фактором является размер отверстий, которые вы планируете создавать;
- производитель. От него зависят эксплуатационные показатели изделия, его цена; соответствие покупаемого инструмента ГОСТ;
- возможность многократно затачивать изделие. Тут нужно опираться лишь на свои предпочтения и умения.
Читать также: Как определить тип батарейки
Как самостоятельно заточить
Конусные сверла предоставляют возможность сверлить отверстия радиусом от 0,2 до 1,6 см. Они изготавливаются в 2 вариантах. Один из них можно затачивать, другой – нет. Повышенная цена инструментов, которые относятся ко второму виду, обусловлена их высокой прочностью.
Режущая кромка таких сверл (если соблюдать все эксплуатационные правила) не деформируется продолжительный срок. Стоит отметить, что попытка заточить подобные сверла по металлу, скорее всего, приведет к тому, что они сделаются непригодны для последующей эксплуатации. Для начала следует изучить технологию заточки обычного сверла , а после этого браться за подобный инструмент.
Для правильного затачивания сверлильного инструмента нужно посмотреть специальный видеоролик, выслушать советы профессионалов. Чтобы заточить ступенчатое сверло необязательно наличие чертежа. Вы можете попросту осуществлять восстановление изначальной геометрии сверла.
Точить ступенчатое сверло возможно посредством особого станочного устройства, которое оснащено абразивным кругом. Рабочая область круга должна быть прикрыта обыкновенной наждачной бумагой. Кроме того, можно применять бруски из алмаза маленькой толщины, которые часто используются для затачивания ножей, ножниц, иных предметов.
Восстановление геометрии конических инструментов, направляющие углубления которых расположены прямолинейно, возможно осуществить ручным методом. Если же они располагаются спирально, необходимо использовать затачивающее станочное устройство. Помните, что чем качественнее сверлильный инструмент, тем проще его затачивать.
Цена, советы по подбору
Если с приобретением обыкновенных спиральных инструментов, область посадки которых сделана в форме конуса Морзе, сложностей не появляется, то с конусным изделием дело обстоит несколько иначе. Его цена зависит от 2 ключевых характеристик: рабочий размер и металл, из которого оно изготовлено.
Покупатель, который намеревается купить двухступенчатые сверла, может запутаться в сильно варьирующихся ценах. Чтобы прояснить данный вопрос, нужно рассмотреть ценовые примеры. Достаточно низкой стоимостью (400-500 рублей) обладают сверла, предназначенные для создания отверстий радиусом от 0,2 до 1 сантиметра. Почти в 2 раза больше (тысяча сто рублей) стоят российские конические инструменты, которые позволяют создавать отверстия радиусом от 0,2 до 1,5 сантиметра.
Сильно повышает цену изделия его принадлежность к популярному бренду. К примеру, стоимость конусных сверл от , радиус которых составляет от 0,2 до 1 сантиметра, равняется двум тысячам девятисот рублям. Приспособление, дающее возможность создавать отверстия радиусом от 0,3 до 1,9 сантиметра, стоит около пяти тысяч рублей. Также можно приобрести комплект сверлильных инструментов «Бош», позволяющий сверлить отверстия радиусом от двух до пятнадцати миллиметров. Он будет стоить приблизительно десять тысяч рублей.
Множество компаний, которые занимаются сбытом конических приспособлений, предоставляют их за довольно высокую стоимость, никоим образом не подтверждая их высокое качество. Покупая сверло в подобных фирмах, как и в тех, которые предоставляют инструменты за низкую цену, необходимо приготовиться к тому, что параметры изделия будут далеки от идеальных. Ввиду этого приобретать инструмент нужно лишь у тех организаций, которые располагают всеми требуемыми сертификатами. Кроме того, стоит учитывать, как промаркирован инструмент. Изделие, имеющие показатели, которые отвечают требованиям ГОСТ, располагающее нужными сертификатами, обязательно промаркировано соответствующим образом. Так что, если вы хотите не ошибиться с выбором сверлильного инструмента, тщательно изучите маркировку сверл. Это позволит вам купить изделие, оптимально подходящее под ваши нужды.
Рекомендуем также к прочтению:
Хороший мастер должен знать, для чего предназначены конусные гладкие и ступенчатые сверла по металлу. Если впервые слышите о таком типе режущей оснастки, то настала пора разобраться в назначении, видах и конструктивных особенностях. Ступенчатые конусные сверла заменяют ряд режущих насадок, поэтому наличие оснастки всегда пригодится.
Развертывание – какие ошибки нельзя допускать?
Для получения как можно более чистой обработанной поверхности, а также, чтобы охлаждать инструмент во время работы, отверстия, которые были сделаны сверлом в стальном изделии, смазываются маслом из минералов. В случае же, если рабочая поверхность является медной, отверстие обрабатывают эмульсией, при алюминии – скипидаром, а если это латунь или бронза – отверстия оставляют без смазки, так как они развертываются в сухом состоянии.
Высокого качества процесса обрабатывания можно достичь, если в развертке имеется довольно много кромок, режущих металл. Именно благодаря этому инструментом можно снимать малый припуск. Ведь, снимая маленькую толщину металла, можно получить довольно высокую точность.
Частой ошибкой является неправильный выбор инструмента для развертывания: многие для этой цели выбирают вместо развертки зенкер. Это получистовой инструмент, не способный показать большую точность, у него меньше режущих заточек, да и вообще он предназначен для других целей. Поэтому к выбору инструмента нужно подходить внимательно. Да и в рамках одного вида инструментов следует грамотно выбирать тип.
Что такое конусное сверло и для чего они нужны
Конусное сверло представляет собой насадку для электроинструмента, состоящей из двух частей — наконечника конусовидной конструкции и хвостовик цилиндрического или шестигранного типа. Устройства классифицируют на два вида — гладкие и ступенчатые. Гладкое конусное сверло имеет соответствующей конструкции форму стенок, а ступенчатые — в виде ступеней.
Конусообразные элементы служат для сверления отверстий круглой формы в разных материалах — металл, дерево, пластик. Для таких целей используются цилиндрические сверла, скажите вы. Так зачем же нужны конусные устройства? Они используются для сверления отверстий в листовой стали, а также аналогичных конструкциях из цветных металлов — алюминий, медь и латунь. Наличие одного конусного сверла заменяет целый набор цилиндрических режущих устройств — это и есть главное отличие.
Отличия конусного гладкого и ступенчатого сверла
Перед тем, как выяснить сферу применения и достоинства конусных устройств, разберемся с их разновидностями. Гладкотельные элементы в виде конуса сверлят тонколистовую сталь, увеличивая постепенно размер отверстия. Чтобы просверлить отверстие необходимого диаметра таким сверлом, требуется периодически останавливаться, и производить замеры. Этот недостаток некоторые производители гладкотельных конусных сверл устраняют путем нанесения цифровой разметки.
Ступенчатые элементы позволяют с большей точностью просверлить отверстие благодаря наличию степеней. При сверлении происходит плавный переход по ступеням, и в итоге оператор может легко отследить, какой диаметр имеет отверстие. Надо отметить, что конусные сверла стоят достаточно дорого. Их цена составляет от 2 тысяч рублей и более. Все зависит от материала изготовления, а также размеров сверлимых отверстий. Многие могут подумать, что конусные устройства являются абсолютно бесполезной оснасткой из Китая, пока не испытают режущий инструмент в действии. Мастера открыто заявляют, что при необходимости частого сверления тонколистовых материалов, рекомендуется использовать именно конусные режущие насадки.
Где применяются ко нусные сверла
Конусное сверло используются для сверления разного диаметра отверстий в тонколистовых материалах. Причем получаемые отверстия отличаются такими достоинствами, как ровность и аккуратность без задиров, сколов и заусениц. Просверлить тонколистовой материал можно обычным цилиндрическим сверлом, но при этом пострадает качество работ, а также усложнится задача. К примеру, малейшее отклонение сверла от поверхности приведет к получению не круглого, а треугольного или овального отверстия. Кроме того, формируются заусеницы, задиры и сколы, что в итоге негативно сказывается на качестве выполняемых работ.
Читать также: Сварные поделки из металла своими руками
Применение конусных сверл позволяет значительно облегчить работу, исключив все недостатки цилиндрических устройств. За счет своих достоинств, оснастка нашла свое применение в разных сферах:
- Автомобилестроение и ремонт
- Ландшафтный дизайн
- Строительство
- Монтаж сантехнического оборудования
- Монтаж электротехнических установок
Устройство не эффективно в ситуациях, когда предстоит сверлить отверстия в материалах, толщина которых более 10 мм.
Какие достоинства имеются у конусных сверл
Как и все виды режущих инструментов, конусные сверла имеют свои характерные достоинства. К числу достоинств применения рассматриваемых устройств относятся:
- Возможность высверливания отверстий разных диаметров, используя для этого всего одну насадку
- Износостойкость — в отличие от цилиндрических элементов, конусные отличаются продолжительным сроком службы. Режущие кромки насадок имеют высокие показатели прочности, поэтому устройство изнашивается очень медленно
- Быстродействие — насадка позволяет быстро просверливать отверстия, что положительно отражается на ее сроке службы. Режущие кромки не успевают нагреться, поэтому их качество не снижается
- Отсутствует необходимость предварительного накернивания материала, так как наконечник конусного сверла легко врезается в любой металл, даже с плотной структурой
- Одновременно играет роль не только инструмента для высверливания отверстий, но еще и как шлифовальный материал
- Повышается качество и эффективность сверления тонколистового материала
- Исключается вероятность деформации просверливаемого листа, что связано с плавностью перехода при увеличении диаметра
- Возможность применения насадки не только на стационарном сверлильном оборудовании, но и на дрелях
- Наличие абразивного напыления повышает прочность и эффективность оснастки. Конусные сверла могут иметь напыление из титана или алмаза
- Не нуждаются в частой заточке
Конусные сверла дают возможность сверлить отверстия большого диаметра, тем самым исключая необходимость применения коронок по металлу. Подходит такой вид режущих насадок не только для сверления отверстий в листовых материалах, но и уголках, трубах, профиле и т.п. Главное условие — толщина стали не должна быть более 7 мм, а в идеале не более 4 мм.
Ступенчатые виды насадок классифицируются по типу кромки на спиральные и прямые. Прямая конструкция кромки имеет преимущество — ее проще затачивать, чем спиральную. Спиральные виды кромок отличаются мягкостью и плавностью хода сверлильного устройства.
Методика развертывания
Для полного понимания методики проведения данной процедуры, целесообразно будет привести конкретный пример. Пусть требуется создать отверстие диаметром Ø30,0 мм по квалитетам ІТ6 – ІТ7. Последовательность этапов выполнения этого задания выглядит так:
- сначала высверливается гнездо диаметром Ø28,0 мм;
- затем проводится операция зенкерования с использованием зенкера диаметром Ø29,60 мм:
- далее –черновое развертывание с помощью инструмента с диаметром Ø29,90 мм;
- финишное развертывание посредством чистовой развертки диаметром 30,0 мм
На степень точности отверстия, сформированного в результате проведения данной процедуры, а также на уровень шероховатости полученной поверхности влияет, наряду с геометрическими характеристиками примененного инструмента, еще и тип СОЖ (здесь и далее Смазочно-Охлаждающая Жидкость). Если развертываются отверстия в стальных элементах конструкции, используются специальные дисперсные системы, проще говоря, эмульсии с добавками минеральных масел. Когда обрабатываются детали из латуни и бронзы, применяется СОЖ без таких компонентов. Более подробно эта тема будет раскрыта ниже.
Что надо знать для выбора конусного сверла
По форме и конструкции конусные сверла значительно отличаются от цилиндрических. Как и цилиндрические, конусные устройства обладают аналогичной хрупкостью, поэтому они требуют бережного обращения с ними. Чтобы выбрать конусные устройства для выполнения соответствующих работ, необходимо учитывать такие рекомендации:
- Цвет насадки — если выбираете корончатое сверло, то наверняка перед вами представлены модели, отличающиеся по цвету.
Если продавец говорит, что между устройствами никакой разницы, значит он не разбирается в этом. Деталь черного цвета говорит о том, что насадка подверглась дополнительной термообработке. Такие устройства имеют продолжительный эксплуатационный ресурс. Золотистый цвет означает, что насадка имеет напыление из нитрида титана, которое повышает прочностные свойства. Стального цвета изделия не имеют никакого напыления, и они не подвергаются термообработке, поэтому по сравнению с предыдущими вариантами, служат меньше всего - Маркировка — указывается непосредственно на наружной стороне оснастки (на хвостовике).
По маркировке можно понять, из чего изготовлена насадка, а также какой имеет диаметр и класс точности. Зачастую маркировка начинается с буквенного обозначения, и начинается с буквы «P». Эта буква говорит о том, что для производства конусного сверла используется быстрорежущая высокопрочная легированная сталь. После первой буквы указывается вторая буква с цифровым значением. Число указывает процентное содержание сплава, к примеру, М — молибден, Ф — ванадий, К — кобальт, A — азот. В маркировке также присутствует обозначение минимального и максимального диаметра, а также класс точности. Оснастка с диаметром до 2 мм не маркируется. На сверле может присутствовать маркировка типа HSS, что означает быстрорежущая сталь
В маркировке после обозначения HSS также могут указывать дополнительные сведения:
- HSS-E — быстрорежущая сталь, которая является аналогом отечественного материала P6M5. Предназначены для работы с низкоуглеродистыми сталями и чугуном, а также твердыми легированными и нержавеющими устройствами
- HSS-Co — в сплав добавляется кобальт 5%
- HSS-G TiN — устойчивые материалы для обработки титановых изделий
Для работы с конусными сверлами применяются стационарные сверлильные станки или двуручные дрели. О том, как правильно сверлить отверстия конусными сверлами, подробно описано в материале.
Как правильно сверлить отверстия конусным сверлом инструкция
Чтобы научиться правильно сверлить конусными сверлами, необходимо для начала подготовить необходимые инструменты и материалы. Для работы понадобятся такие материалы и инструменты:
- Заготовка для сверления. Это листовая сталь, пластик, стекло, дерево и т.п. Заготовку необходимо надежно закрепить в губках тисков или струбциной
- Дрель — подойдет любой электроинструмент, способный развивать скорость вращения от 3-5 тысяч оборотов в минуту. При этом рекомендуется закрепить на дрель дополнительную рукоятку, что позволит избежать перекоса. Сверление выполняется в безударном режиме
- Конусное сверло подходящего диаметра. Зависит от отверстия, которое необходимо просверлить в заготовке
После этого приступаем к непосредственному выполнению работ. Инструкция по сверления имеет следующий вид:
- В патроне инструмента закрепляется насадка
- Выбирается место, где требуется просверлить отверстие
- Прикладывается инструмент к обрабатываемой поверхности строго в перпендикулярном направлении
- Запускается двигатель инструмента. Первые секунды сверления металла способствуют центрированию и вырезанию малого отверстия. Как только сверло начинает углубляться в отверстии, с каждым последующим оборотом диаметр увеличивается. Одновременно увеличивается скорость выполнения работ
- В завершении получается аккуратное отверстие без сколов, задиров и прочих дефектов
Достаточно один раз испробовать насадку в действии, чтобы после этого отказаться от использования цилиндрических сверл при обработке листовых материалов. Как показывает себя в действии конусное сверло при сверлении пластика, оргстекла, металла и прочих материалов, показано в видео ролике.
Методы изготовления внутренних конусных плоскостей
Внутри детали выборка конических плоскостей 4 (рис. 4) осуществляется с помощью копира 2, который закрепляется в пиноль задней бабки либо в револьверную головку. В держателе резца поперечного суппорта крепится устройство 1, имеющее ролик для копирования и проходной резец с остроконечным профилем.
Когда суппорт передвигается в поперечном направлении, ролик для копирования 3, соответствующий профилю копира 2 перемещается в продольной плоскости. Через устройство 1 движение передается на резец. Внутри конических поверхностей обработка производится с помощью расточных резцов.
Чтобы получить отверстие с конической конфигурацией в металле со сплошной структурой, в заготовке сверлят, растачивают, развертывают отверстия. Комплектами конических разверток производят дальнейшую обработку. Сечение заранее заготовленного отверстия должно быть меньше на 0,5…1 мм, чем заходное сечение развертки.
Изготавливая высокоточное коническое отверстие, перед осуществлением развертки производится обработка коническим зенкером. С этой целью в металле со сплошной структурой просверливается отверстие сечением на 0,5 меньше готового сечения конуса и обрабатывается зенкером. Припуск для зенкера уменьшают использованием ступенчатых сверл с различными сечениями.