Напильники предназначены для ручной и механической обработки деталей и заготовок из металла, пластика, древесины и других материалов. Они используются для послойного опиливания и зачистки поверхностей, заточки режущих кромок, получения канавок и выполнения других операций.
Основным критерием выбора инструмента является назначение, которое определяет тип, форму и виды насечек напильников. При этом учитывают характеристики материалов, размеры и другие особенности обрабатываемых деталей.
Предназначение напильников
Напильник – ручной инструмент универсального назначения, способный при одном поступательном движении срезать тонкий слой с поверхности обрабатываемого материала. С его помощью решают много разнообразных задач:
- Очищают детали и заготовки от ржавчины и других видов коррозии.
- Удаляют слой грязи или краски.
- Выполняют точение детали до получения требуемого размера.
- Затачивают другие инструменты, используемые в повседневной работе.
- Зачищают электрические контакты в системах электрооборудования.
- Шлифуют и полируют поверхность металла и иного материала.
Виды напильников
Современные школьники, оказываясь в инструментальных цехах на экскурсии, часто с усмешкой разглядывают инструмент, которым пользуются слесари инструментальщики. Рядом могут стоять сложные станки, способные в течение нескольких секунд срезать толстые слои металла.
А слесари обрабатывают деталь с помощью ручных приспособлений с ручками, водят ими по заготовкам, добиваясь нужного размера или вида детали. Часто для уточнения каких-то особенностей просматривают результаты труда через лупы.
Однако особо тонкую доводку изделия порой нельзя доверить машине. Только с помощью напильника или его младшего брата – надфиля можно добиться требуемых параметров. Эти инструменты используются для снятия слоя металла.
Чаще всего на прочной стальной полосе имеется насечка. Это невысокие зубья, расположенные в определенной последовательности (нанесена специальная насечка). Специальным стандартом (ГОСТ 1465-80) утверждены правила расположения зубьев и их форма.
Для изготовления используются углеродистые стали (У9…У11) или специальные сплавы железа с легирующими элементами. Напильники проходят термообработку, в результате которой поверхностная твердость достигает до 54…60 HRC (твердость по прибору Роквелла).
Для удобства использования на конце имеется треугольный или цилиндрический хвостовик. На хвостовик надевают рукоятку. Ее изготавливают из разных материалов (древесина, оргстекло, металл). Профессионалы предпочитают пользоваться деревянными ручками из березы или ореха.
Важно! Чтобы ручка не раскалывалась при вбивании хвостовика, на конце устанавливается металлическое кольцо.
Критерии выбора
Чтобы не ошибиться при выборе, следует придерживаться простых рекомендаций выбора напильников. Предлагаем рассмотреть каждый из аспектов подробнее.
Назначение
Перед покупкой подобного инструмента в первую очередь следует определиться с тем, какой тип поверхностей будет обрабатываться. Надфиль – отличное решение для работы с небольшими конструкциями и мелкими элементами. Слесарному инструменту отдается предпочтение в случае, если планируется работать с разными материалами.
Форма рабочего основания
Рабочее основание у подобных приспособлений бывает нескольких видов. Различают такие типы:
| Тип | Обзор |
| Ромбическая | Самое хорошее решение, если планируется обработка звездочек и шестеренок. |
| Полукруглая или круглая | Применяется для увеличения диаметра круглых отверстий. Также используется для обработки вогнутых поверхностей. |
| Треугольная | Популярные модели пользуются спросом у строителей, которые часто работают с пазами и различными отверстиями. |
| Плоская | Многофункциональное приспособление, которое применяется для работы с плоскими поверхностями. |
| Квадратная | Популярный ручной инструмент, который используется в строительстве и ремонте для обточки углов и работы с отверстиями. |
Держатель
Для изготовления ручки применяются такие материалы:
- Резина. Приспособления с такими рукоятками относятся к профессиональным инструментам. Их средняя цена соответствующая. Такое изделие удобно и надежно лежит в руке. Материал не боится влаги и не портится со временем.
- Пластик. По мнению покупателей, инструмент с пластиковой ручкой – отличный вариант для домашнего использования. Материал относится к категории бюджетных. Пластик не боится влаги, но со временем ручка может растрескаться. Подобное наблюдается и в результате сильного удара. В руке держать неудобно.
- Дерево. Самый распространенный материал. Инструмент с деревянными ручками пользуется спросом. Скорость износа у таких рукоятей колоссальная. Материал быстро растрескивается, теряет внешний вид.
Зернистость
Речь идет о количестве нанесенных на рабочую поверхность насечек. Показатель измеряется на 1 см поверхности. От него зависят функциональные особенности рассматриваемого инструмента. Классов зернистости бывает шесть. Обозначаются цифрами 0-5. Чем выше значение на упаковке, тем меньшее количество насечек нанесено на рабочую поверхность. Помимо цифр в паспорте изделия могут присутствовать и такие обозначения:
| Обозначение | Характеристика |
| Бархатная (4-5) | Здесь будет нанесено порядка 24 насечек, которые поместятся на 1 см2 поверхности рабочего элемента. Применяется для обработки изделия из деликатных и мягких материалов. |
| Личная (2-3) | На 1 см2 поверхности будет размещено 13-24 насечки. Применяется для обработки изделий, изготовленных из твердых материалов. |
| Драчевая (0-1) | На таком изделии будет нанесено порядка 4-12 насечек на 1 см2 поверхности. Применяется для обработки металлических конструкций, изготовленных из стали, чугуна и др. |
Особенности насечек
Элементы отличаются между собой не только размерами, но и направленностью
Перед покупкой следует обратить внимание на то, что чем больше размер нанесенных насечек, тем быстрее обрабатывается рабочая поверхность. На качестве работы это отразится не лучшим образом
Манипуляции приведут к образованию неровностей, царапин и других повреждений. Во избежание порчи изделий, следует отдавать предпочтение конструкциям с мелкими насечками.
Длина лезвия
При выборе изделия следует ориентироваться на габариты рабочей поверхности и размеры самого изделия. На прилавках можно встретить такие варианты:
- 15-18 мм. Применяются для обработки небольших конструкций и заготовок.
- 20-30 мм. Используются для работы с крупными элементами и заготовками.
Напыление
Лучшие производители выпускают инструменты с алмазным напылением и без такового. Речь идет о покрытии только рабочего элемента, а не всего приспособления. Алмазное напыление нужно для работы с очень твердым материалом. Характеризуются высоким эксплуатационным сроком и отсутствием риска нанесения механических повреждений. Используются для обработки каменных и металлических конструкций.
Инструментальные стали для изготовления напильников
Исследуя свойства стали, заметили, что при определенном содержании углерода появляется возможность с помощью специальной термообработки получать высокую твердость. Низкое содержание углерода не позволяет производить закалку, повышающую прочностные свойства металла.
Только при концентрации 0,8% и выше меняются свойства сплава Fe-FeC₃ (свойства изучаются в специальном курсе технологии металлов, получившем название «Материаловедение»). Отожженная сталь довольно пластична, ее можно обрабатывать на металлорежущих станках. Есть состояние, при котором отмечается высокая пластичность. Его называют аустенитом. Достигается при температуре 727 ⁰С и выше.
Только заэвтектоидные стали могут подвергаться закалке и отпуску. Если нет никаких других добавок, то их принято обозначать в виде У8…У13. Буква «У» характеризует углеродистую сталь, а число – указывает на содержание углерода в сотых долях процента.
Внимание! Чтобы проводить закалку, нужно нагревать стальную деталь до температуры аустенита и выше. Ее легко определить с помощью магнита. При достижении нужного значения при нагревании полностью пропадают магнитные свойства.
Некоторые считают, что достаточно нагреть до соответствующей температуры. При нагревании теплопроводность металла резко снижается. В течение одной минуты детали массой около 1 кг прогреваются на глубину 0,10…0,13 мм.
Важно! Чтобы закалить поверхность на глубину 1,5…2,5 мм потребуется выдержка при нужной температуре не менее 15…20 минут. Менее глубокая закалка может сопровождаться тем, что измерительный конус на приборе Роквелла провалится сквозь тонкий слой закаленного металла. Результат окажется неутешительным.
Закалку выполняют в воде, на воздухе и в минеральном масле. Высокая скорость охлаждения способствует более глубокому закаливанию металла. При изготовлении режущих инструментов выполняют закалку в масле. Охлаждение стали происходит со скоростью 400…450 ⁰/сек.
После закалки детали приобретают определенную хрупкость. Поэтому для снятия внутренних напряжений выполняют низкий отпуск. Он происходит при температуре 180…250 ⁰С. Деталь помещают в муфельные печи, разогретые до заданной температуры. Выдерживают в них не менее 30…40 минут. Потом дают возможность медленно остыть.
На практике термообработка металла напильника происходит в следующей последовательности:
- Заготовка нагревается до температуры 900…920 ⁰С (более высокое значение объясняется тем, что требуется меньше времени на внутренний прогрев металла).
- Выдерживается в нагретом состоянии в течение 15…20 минут.
- Закаливается в минеральном масле (допускается использовать отработку из двигателей внутреннего сгорания).
- Выполняется проверка твердости, при правильном нагревании и охлаждении получают тростит закалки (HRC 54…58).
- Заготовка помещается в муфельную печь с температурой 200…210 ⁰С.
- Выдерживается 30…40 минут и вынимается наружу.
- Остывает на воздухе (температура 18…22 ⁰С) самостоятельно.
- Проверяется твердость, у тростита отпуска (состояние закаленного и отпущенного металла) твердость увеличивается на 2…4 единицы.
Чтобы повысить прочность и твердость сталей при их варке добавляют легирующие элементы. Они позволяют улучшить эксплуатационные характеристики и получить металл заданными свойствами.
Способы заточки
Вернуть рабочую форму напильнику можно с помощью химического, механического, пескоструйного и электрохимического метода. Каждый вариант заточки инструмента требует особого подхода и используется для определенных целей.
Химический:
Один из самых простых и эффективных методов заточки напильника. Травление в химических растворах позволяет полностью восстановить рабочую поверхность покрытого ржавчиной старого затупившегося инструмента.
Перед обработкой напильника химической жидкостью проводится подготовка его поверхности:
- Удаляются все загрязнения с помощью металлической щетки.
- При наличии ржавчина инструмент обрабатывают специальным раствором.
- Затем выполняется обезжиривание режущей части инструмента. Для этого можно использовать любое средство для мытья посуды или стиральный порошок.
- Очищенный от жирового налета напильник промывается под проточной водой. После этого его необходимо окунуть в ацетон, чтобы смыть все оставшиеся масляные отложения.
После таких процедур стержень с зубчиками напильника станет полностью чистым и подготовленным к процессу травления. Для восстановления применяется специальный раствор, компонентный состав которого имеет такое соотношение:
- 86% – вода;
- 8% – кислота азотная;
- 6% – кислота серная.
В такую смесь напильник опускается на десять минут. Химический раствор позволяет без изменения толщины инструмента увеличить высоту зубьев на режущей поверхности.
По истечении указанного времени выполняется проверка на рабочего участка. Недостаточно хорошо заточенный напильник можно протравить повторно. Восстановленный инструмент промывают содовым раствором.
Электрохимический:
Такой метод заточки напильника также требует предварительного очищения его режущей поверхности от грязи и жировых отложений. После этого инструмент погружают в кислотную смесь:
- 80% – воды;
- 11% – кислоты серной;
- 9% – азотной кислоты.
При этом пропускается постоянный ток низкого напряжения. В качестве катодов используются пластины из алюминия, площадь которых должна соответствовать или немного превышать площади поверхности напильника – анода.
READ Необычные факты о долоте
Механический:
Такой вариант восстановления напильника предполагает замену старых насечек на новые зубья. Предварительно производится обжиг рабочей части инструмента.
Термообработка выполняется в специальной печи при температуре 760 – 820 градусов. После этого старую насечку удаляют на фрезерном станке и полностью отшлифовывают поверхность.
Новая насечка зубьев можно выполнять ручным способом с помощью зубила. На заводах для изготовления ребристой поверхности инструмента используются специальное пилонасечное оборудование.
Завершающим этапом механического восстановления напильника является закалка. Для этого используется раствор, состоящий из 50 литров воды, 2 килограмм поваренной соли и 1 литра соляной кислоты. После этого инструмент очищают, промывают в воде с небольшим количеством извести для защиты от коррозии и сушат.
Пескоструйный:
Для такого метода восстановления напильника используется мелкозернистый песок. Его направляют на режущую часть инструмента под небольшим углом. Заточка проводится со сторону хвостовика. Песок пропускается под давлением 5 кгс/см. кв. через сопло размером от 5 до 7 сантиметром.
Пескоструйный метод восстановления
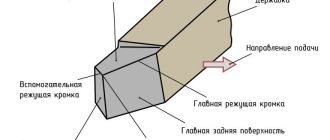
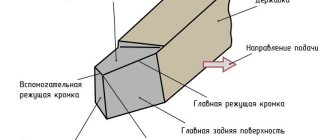
Скорость обработки пескоструйным способом зависит от степени затопления зубьев и марки стали, из которой изготовлен напильник. Песок направляется к инструменту под прямым углом. Изначально затачивается основные насечки, а затем восстанавливается поверхность вспомогательных зубьев.
Формы напильников
Виды напильников по металлу вырабатывались в течение последних двухсот пятидесяти лет. Размеры и параметры определялись в зависимости от тех задач, которые требовалось выполнять. Поэтому корректировалась и форма зубьев.
Первоначально мастерам требовалось обрабатывать чугунное литье, а также изделия из латуни и бронзы. Отливки имели литниковую систему и облой. Их спиливали, а потом поверхность шлифовали. Использовали напильники с разной величиной зуба. Для грубой обработки применяли инструмент, способный одним движением снимать до 0,5…1,0 мм слоя.
В дальнейшем у современных мастеров имеются наборы ручного режущего инструмента, которым пользуются, чтобы довести детали до требуемых параметров. На производственных предприятиях имеется категория рабочих (слесари). Одним из основных инструментов являются напильники.
Общая информация
Напильником принято называть изделие, имеющее в составе два элемента:
- Стальной брусок. Его поверхность предназначена для насечек, наносимых на производстве при помощи специальных шаблонов. Насечки бывают нескольких видов, среди которых самыми распространенными являются прямоугольные, треугольные и круглые.
- Рукоятка. Закреплена на инструменте при помощи стяжного кольца и необходима для предотвращения трещин. Крепление ее выполняется на конусообразный хвостовик. С помощью рукоятки, которая бывает пластиковой и деревянной, обеспечиваются более удобные условия работы напильником. В случае поломки заменить ее не составит труда. Этот элемент чаще всего изготавливают из бука, березы и прессованной бумаги. Рукоятка должна иметь длину в полтора раза больше, чем хвостовик.
Напильники могут отличаться друг от друга и своими размерами. Так, в продаже можно найти инструменты, имеющие длину 9, 10, 11, 12, 13 и 14 см. Также они могут отличаться и диаметром, который может составлять 12, 16, 20, 23, 25 и 28 мм.
Все напильники относятся к категории режущего инструмента. Основное их назначение — придание обрабатываемым изделиям определенных размеров и форм. В основе работы инструмента лежит принцип послойного стачивания поверхности.
Материалы
Эти устройства для шлифовки металлоизделий чаще всего изготавливаются из очень твёрдой инструментальной стали высокого качества:
- Марки ШХ15 или 13Х. Так обозначается легированная хромистая сталь.
- У10А или У13А. Маркировка указывает на использование улучшенной нелегированной стали.
В процессе изготовления напильники в обязательном порядке проходят процедуру закаливания, что позволяет обеспечить им уровень твердости 54−58 HRC. Из стали указанных марок изготавливается инструмент, предназначенный для обработки металлоизделий. Если нужна шлифовка деревянных и других материалов, то на этот случай используют инструменты, выполненные из более мягкой стали.
Классификация по форме сечения
Форма определила название и назначение напильников, на ней создана основная классификация. В зависимости от профиля обрабатываемой поверхности подбирается сечение инструмента. Производители напильников предлагают использовать специальный ручной инструмент следующих сечений:
- Плоские – напильники подобной формы подходят для обработки плоских и закругленных (выступающих) поверхностей. Это наиболее распространенное сечение у подобного инструмента.
- Квадратные напильники применяют для обработки прямоугольных и квадратных отверстий. Ими обтачивают прямоугольные пазы на поверхности.
- Круглые – с помощью них обрабатывают внутренние полости и отверстия, удаляют наплыв от сварных швов и облоя у отливок. Добиваются нужной конфигурации при доводке эллиптических поверхностей внутри детали.
- Трехгранные – в сечении представляют правильный треугольник с углом наклона поверхностей 60 ⁰ друг к другу. Чаще всего подобный инструмент используют для заточки зубьев у другого инструмента, например, ножовки для пиления древесины.
- Специальные – на некоторых предприятиях в инструментальных цехах изготавливают напильники особой формы. Например, при изготовлении двухтактных двигателей внутреннего сгорания с воздушным охлаждением нужно дорабатывать впускные отверстия. Заготовки получают литьем, но доработку выполняют вручную (дешевле, чем использовать специализированный станок).
- Овальные или полуцилиндрические напильники применяют для обработки цилиндрических или конических впадин.
Ручной инструмент в зависимости от размеров обрабатываемых деталей изготавливают разной длины. Во времена использования паровозов у каждой бригады машинистов имелся напильник длиной 720 мм. Использовали для очистки сажи и иных загрязнений с поверхности труб парового котла.
Современные напильники редко изготавливаются длиннее 500 мм (размер определяется по длине рабочей части, где имеются зубья). Для мелких работ, например, в работе часовщиков используются надфили, с рабочей длиной около 50 мм.
Принята закономерность: чем крупнее зуб, тем длиннее рабочая часть. Объясняется довольно просто. Работа выполняется при поступательном движении вперед. Продвигая рабочую часть дальше, добиваются более глубокого снятия слоя при стачивании.
Крупные зубья оставляют на обрабатываемой поверхности глубокие риски. Чтобы добиться более качественной поверхности оставляют припуск на получение качественной поверхности. Ее получают, обрабатывая с помощью напильников, имеющих менее крупные зубья.
Используя бархатные напильники, получают блестящую поверхность с минимальным количеством рисок. Последующая полировка производится уже другими инструментами. На практике выполняется обработка в несколько этапов (не менее двух). Первый – обработка грубым инструментом, второй – чистовая доводка поверхностей.
Варианты мест для хранения
Давайте сразу определимся, что говорить будем именно о мастерской, которую можно обустроить в гараже, отдельно стоящем сарае, летней кухне, на достаточно просторной лоджии или балконе. В квартире обычно не бывает много инструментов, а имеющиеся отвёртки, молоток и плоскогубцы можно сложить в специально выделенный ящик или сумку, которые смогут занять место на антресолях или в прихожей.
Если ручных инструментов заметно больше, для них нужен свой обособленный уголок, в котором придётся навести порядок. Главное условие — место хранения инструментов должно быть сухим, ведь металлические детали влагу не любят.
Плюсов у хорошо продуманной системы хранения много. Вы всегда точно будете знать, что и где лежит, ничего не придётся искать. Если инструменты всегда на своём месте, вы вовремя вспомните, что месяц назад дали соседу гвоздодёр, понадобившийся буквально на часик. Кроме того, правильно расположенные инструменты занимают меньше места в мастерской, освобождая пространство для работы.
В первую очередь следует решить, будете ли вы покупать готовые полки для инструментов, металлическую передвижную тумбу с ящиками, или обустроите мастерскую своими руками «с нуля». Сразу отметим, что готовые системы хранения для ручного инструмента не всегда подходят на 100%, зачастую их приходится переделывать под себя.
Рассмотрим несколько идей самостоятельной организации хранения ручных инструментов в мастерской.
1. В первую очередь стоит позаботиться о мелочах: гвоздях, шурупах, болтах, которые имеют свойство теряться и рассыпаться по всему помещению. Для их хранения можно приспособить обычные пластиковые бутылки с обрезанными горлышками — сразу будет видно, что где лежит. Подойдут и небольшие пластиковые коробки, которые лучше подписать, отметив, что здесь, например, лежат гвозди такого-то размера. Такие ёмкости для хранения мелочей удобно расставить на полке над рабочим столом, чтобы не загромождать его. А вот стеклянные банки использовать в мастерской не стоит. Здесь слишком много тяжёлых металлических предметов, которыми можно невзначай задеть такую хрупкую ёмкость.
2. Магнит. У настоящих мастеров обычно на рабочем столе стоит большой магнит, к которому удачно цепляются металлические мелкие инструменты. Сейчас есть и специальные магнитные поверхности, держатели, на которых можно удобно и просто хранить множество инструментов и деталей.
3. Щит из фанеры — выбор мастеров старой школы. Из отрезков брусков на таком щите можно создать целую систему хранения, которая не будет занимать много места и позволит расположить практически весь ручной инструмент. Затраты на такие места хранения минимальны, а сделано всё будет под потребности мастера.
4. Можно также купить готовый металлический лист с отверстиями под держатели для инструментов. Впрочем, сделать такой можно и самостоятельно. На обычных гвоздях или саморезах в нужном порядке развешиваются и пилы, и ключи, и другие инструменты, в ручках которых имеются специальные отверстия.
5. Для отвёрток удобно выделить отдельное хранилище, например, обычную школьную подставку для карандашей и ручек.
6. Приспособить под небольшой ручной инструмент можно и пластиковые ящики с отделениями, которые на кухне обычно используются для вилок и ложек.
7. Если строить щиты и делать полки не очень-то хочется, можно перенести в гараж-мастерскую старый сервант или буфет. В нём масса полок и ящиков, куда поместится множество инструментов. Главное, разложить всё самому, чтобы точно знать, где хранится садовый инструмент, а где — столярный.
8. Для свёрл и насадок определённого размера лучше купить готовый ложемент — вкладыш с инструментами. Или высверлить отверстия в деревянном брусе, куда встанут свёрла. И подписать — 3, 4,5, 9 и так далее, чтобы сразу знать нужный размер режущего инструмента.
9. При обустройстве мест хранения в мастерской следует позаботиться о безопасности, особенно, если в помещение могут попасть маленькие дети. Колющие и режущие инструменты в таком случае лучше повесить на стене повыше, а химические жидкости — надёжно закрыть в шкафчике с запирающимися дверцами.
10. Для садового ручного инструмента отлично подойдёт отдельно стоящий стеллаж с держателями для длинных ручек лопат и тяпок. Конечно, вы можете просто прислонять их к стене, но ведь помните пословицу про те же грабли?
Констатируем — организовать мастерскую не так уж сложно, достаточно простых идей много. Просто настройтесь на то, что один раз придётся повозиться в гараже подольше, приложить усилия, но зато потом в вашей мастерской всегда будет строгий порядок и проблем с поиском отвёртки «крестом» точно не будет.
Особенности применения инструментов ручного точения
Есть весьма условное деление по назначению. Выделяют основные категории.
- Слесарные – наиболее распространённые напильники. Их используют на любом промышленном предприятии. В домашних мастерских и личных хозяйствах нетрудно встретить подобный инструмент.
- Надфили используются для тонкой работы. Основными пользователями являются ювелиры, слесари-лекальщики. Без мелкого инструмента трудно невозможно обрабатывать труднодоступные места. Например, Михаил Тимофеевич Калашников уже будучи известным конструктором автоматического оружия дорабатывал отдельные детали самостоятельно с помощью набора надфилей.
- Заточные напильники (в основном треугольные и ромбовидные) используются для заточки зубьев на ножовках, пильных цепях и в других местах, где требуется восстановить требуемую остроту режущих кромок.
- Рашпили – особый класс инструментов, используемых для обработки древесины и иных неметаллических материалов. Их отличает наличие зубьев особой точечной формы. Иногда рашпили называют драчевыми напильниками, хотя – это не совсем верно.
Виды насечки на поверхности инструмента
По характеру насечек принято говорить об одинарном или двойном исполнении.
Одинарное исполнение чаще встречается у грубого инструмента. Здесь зуб имеет длинную режущую кромку. Ее длина соответствует ширине напильника. Чтобы легче производить заглубление в толщу обрабатываемого металла, насечку выполняют наклонной под углом 25⁰. Получается резание с некоторым смещением. Облегчается внедрение вглубь детали. Несколько снижается усилие.
Двойное исполнение насечки выполняют под углом друг к другу. Вторую насеку выполняют под углом 45 ⁰. Теперь режущие зубья ограничены по длине. Там, где происходит пересечение линий, формируются места, где ломается стружка. Следовательно, подобные напильники при работе требуют меньших физических затрат (не нужно тратить силы на скручивание длинной стружки).
Нумерация насечек на инструментах
Таблица для определения номера насечки, применительно к разным формам сечения
Размер зуба на поверхности зависит от плотности нанесения насечек. Чем их больше, тем меньше зубья.
Принята классификация насечек по цифровым значениям от 0 до 5. Самые крупные зубья могут снимать до 0,8…1,1 мм металла. Принято такому инструменту присваивать нумерацию «0» или «1». Такой инструмент получил наименование «драчевый».
Напильники, срезающие за один проход металл на глубину от 0,02…0,04 до 0,08…0,10 мм, нумеруются под цифрами «2» или «3». Такие напильники называют «личными».
Если же инструмент снимает 0,010…0,015 мм, то ему присваивают номер «4» или «5». Их называют «бархатными». При работе с ними получается самое высокое качество обработки и точность.
Обычно насечку наносят методом накатывания. Разогретая до аустенитного состояния заготовка поступает на формовочный станок. Система роликов производит накатывание каналов на рабочей поверхности инструмента.
Для изготовления личных и бархатных напильников используется метод фрезерования. Обработка выполняется на заготовках перед закалкой.
Контроль толщины покрытия
Магнитный метод
В основе данной методики лежит фиксация изменений уровня магнитного сопротивления, что обусловлено разной толщиной проверяемого слоя. Для этого применяют специальные измерительные устройства (магнитные толщиномеры).
Процесс проверки предполагает снятие минимум 5 измерений в центральной части и у краев проверяемой поверхности одной детали. За результат принимают среднеарифметическое значение, основываясь на полученных измерениях.
Допустимая погрешность магнитного метода составляет ±10%.
Металлографический (арбитражный) метод
В основе методики лежат измерения толщины оцинкованного покрытия с использованием поперечного шлифа при помощи металлографических микроскопов разных видов. Образец для создания шлифа вырезают непосредственно из оцинкованной детали.
Замеры толщины покрытия выполняются на шлифе в трех и более зонах, которые равномерно распределены на поверхности изделия (длина участка составляет около 1 см). В качестве результата засчитывают среднеарифметическое значение от проведенных замеров.
Допустимая погрешность металлографического метода составляет ±10%.
Гравиметрический метод
Определение средней толщины покрытия выполняется по неразрушающим методам или при помощи гравиметрического метода на основании данных о весе образца до и после получения или же до и после удаления покрытия. Это обусловлено требованиями, которые регламентирует ГОСТ 9.302.
Чтобы снять покрытие, используют раствор, состоящий из 2 г трехокиси сурьмы или 3.2 г хлористой сурьмы, которую растворяют в 500 см соляной кислоты, плотность которой, согласно ГОСТ 3118, должна составлять 1.19 г/см, ч.д.а. Для приготовления раствора в требуемой пропорции используют колбу объемом 1 дм, в которой смесь до метки дополняют дистиллированной водой, согласно нормам ГОСТ 6709.
Допустимая погрешность составляет ±10%.
Контроль химического состава для горячего цинкования регламентируется требованиями следующих ГОСТ: 19251.1, ГОСТ 19251.2, ГОСТ 19251.3, ГОСТ 19251.5.
Согласно требованиям этих стандартов, массовый объем цинка в рабочей массе ванны должен составлять не менее 98%.
Размеры зубьев
Размеры зависят от количества насечек. Принято следующая классификация:
- Напильники номеров 0 и 1 на один сантиметр длины имеют 10…13 зубьев.
- Номера 2 и 3 характеризуются наличием 14…25 впадин на один сантиметр длины.
- Бархатные напильники могут иметь от 30 до 80 впадин на 1 см рабочей поверхности.
Высокий зуб забивается реже. Мелкие зубья при обработке мягких металлов могут забиваться довольно быстро. Поэтому для очистки используют металлические щетки, ими и удаляются остатки металла из впадин.
Маркировка
Изготовленный напильник должен быть промаркирован. Маркировка является изображением необходимой информации о характеристиках инструмента. В состав маркировки входит обозначение класса от 1 до 6; длина, обозначенная буквой L; вид насечки с номерами от 0 до 5. Последний показатель у практиков считается самым важным, он определяет выбор нужного инструмента в конкретной ситуации.
Показатель твердости зубьев обозначается буквами HRC и двумя цифрами– например, HRC 55. Тип стали обозначается как 13Х или У13А.
Ручки для напильников своими руками
Настоящие мастера оснащают имеющийся у них инструмент ручками, изготавливаемыми своими руками. С появлением пластических масс появился более широкий выбор материалов для самодельного изготовления.
Если имеется токарный станок, то ручку можно выточить из древесины твердых пород: орех, береза, ясень. В интернете довольно много чертежей, пользуясь которыми, изготавливается подходящая рукоятка.
Некоторые мастера используют эпоксидную смолу, чтобы изготовить необычную рукоять.
- Сначала подбирают возможные пористые материалы, которые можно пропитать эпоксидной смолой. Чаще всего используют ткани разного цвета. Создается микарта – многослойная ткань, пропитанная эпоксидкой.
- Их укладывают в желаемой последовательности.
- Разводят эпоксидную смолу согласно прилагаемой рецептуре.
- Смачивают каждый слой.
- Укладывают в выбранной последовательности и помещают под пресс.
- После завершения полимеризации образуется новый материал – микарта.
- Из микарты вытачивают ручку для напильника.
Видео: напильники «кубинские».