Что такое твердосплавные пластины?
Твердосплавные пластины — это инструменты, используемые для точной обработки металлов, включая сталь, нержавейку, чугун, жаропрочные сплавы и цветные металлы. Они сменные и бывают разных стилей, классов и размеров.
Есть несколько основных соображений о том, как выбрать правильные твердосплавные пластины. Одним из них является операция резания, будь то токарная обработка, фрезерование или сверление. Карбид в расчете на единицу дороже, чем другие типичные инструментальные материалы, и он более хрупкий, что делает его подверженным скалыванию и разрушению. Чтобы решить эти проблемы, сам твердосплавный режущий наконечник часто имеет форму небольшой пластины для более крупного инструмента с наконечником, хвостовик которого изготовлен из другого материала, обычно из углеродистой инструментальной стали. Это дает преимущество за счет использования твердого сплава на границе раздела резания без высокой стоимости и хрупкости изготовления всего инструмента из твердого сплава. В большинстве современных торцевых фрез используются твердосплавные пластины, а также множество токарных и концевых фрез.
Вставки используются на высоких скоростях, что обеспечивает более быструю обработку и, в конечном итоге, улучшает чистовую обработку. Выбор правильной твердосплавной пластины имеет жизненно важное значение, поскольку это может привести к повреждению режущих пластин, станка и режущего продукта.
Как маркируют пластины, и кто их производит
По маркировке твердосплавных конструкций для токарных резцов можно определить состав материала производства. В частности, маркировка Т15К6 означает, что изделие произведено на основе сплава титановольфрамокобальтовой группы. Вольфрам в составе данных сплавов присутствует в обязательном порядке. Кроме вольфрама в сплаве дополнительно должны присутствовать:
- тантал;
- кобальт;
- титан и другие.
В составе подобного сплава в соответствии с маркировкой присутствует карбид титана в количестве 15 процентов и кобальт в количестве 6 процентов соответственно.
Наиболее известными производителями данной продукции, применяемыми для механического крепления на резцах, являются:
- Ceratizit (Люксембург);
- BDS-Machinen и Proxxon (Германия);
- Инструмент-Сервис и Новомосковский трубный завод (Украина).
Что хорошего в твердосплавных пластинах?
Вот некоторые из причин, по которым твердосплавные пластины так хороши по сравнению с другими режущими инструментами:
- Твердосплавные пластины эффективны и экономичны по сравнению с другими подобными режущими инструментами.
- Некоторые твердосплавные пластины, например, вольфрамовые, обладают высокой прочностью и увеличивают срок службы.
- Твердосплавные пластины бывают разных форм и марок, которые можно использовать в различных областях.
- Твердосплавные пластины обеспечивают гораздо лучшее качество поверхности, чем другие инструменты.
Изготовление твердосплавных вставок
Давайте познакомимся с процессом производства твердосплавных пластин, чтобы лучше узнать о его типах и использовании;
Подходящая твердосплавная пластина для конкретных операций обработки помогает оставаться впереди в конкуренции среди производителей режущего инструмента.
Твердосплавные вставки, в основном вольфрам и кобальт, поставляются в виде порошка. Затем сухое сырье смешивается с смесью этанола и воды. В результате получается серая суспензия по консистенции, как у йогуртового напитка. Эта смесь сушится, а затем отправляется в лабораторию для проверки качества. Этот порошок состоит из агломератов, маленьких шариков диаметром от 20 до 200 микрон и затем транспортируется к прессовальным машинам, где изготавливаются вставки.
Геометрия твердосплавных пластин
Геометрию твердосплавных пластин можно разделить на три основных стиля, оптимизированных для нескольких операций, включая черновую, чистовую и среднюю. Вот несколько диаграмм, которые поясняют рабочую зону каждой геометрической формы на основе геометрического стружкодробления с учетом глубины резания.
Черновая обработка
Черновая обработка включает сочетание большой глубины резания и скорости подачи. Этот процесс требует максимальной безопасности краев.
Черновая обработка
Чистовая обработка
Чистовая обработка включает в себя водянистую глубину резания и низкие скорости подачи. Этот процесс требует малых усилий резания.
Чистовая обработка
Общая обработка
Эта операция включает в себя широкий спектр комбинаций глубоких резов и скоростей подачи.
Общая обработка
Угол входа для твердосплавных пластин
Угол в плане KAPR (или угол подъема PISR) — это угол между режущей кромкой и направлением подачи. Для успешной токарной обработки важно выбрать правильный угол въезда / подъема. Угол въезда / упреждения влияет на:
- Формирование стружки
- Направление сил резания
- Длина режущей кромки в разрезе
Роль геометрии в производстве пластин
Когда обсуждается роль геометрии, в основном люди принимают во внимание макрогеометрию и физическую форму карбидов. Здесь не менее важна микрогеометрия, которая касается режущей кромки микроскопической формы.
Геометрия твердосплавной пластины
Геометрия пластины является важным аспектом, поскольку она влияет на форму стружкодробления. Различные формы и углы обеспечивают оптимальные результаты в дроблении стружки в зависимости от материала и области применения.
С помощью передовых технологий режущей поверхности пластины придают круглую, овальную или любую другую геометрическую форму. Существенные преимущества в сроке службы и стабильности пластины были замечены с появлением новых технологий. Можно с уверенностью сказать, что будущий технический прогресс будет стимулировать дальнейшее развитие в этой области, и будут достигнуты еще более существенные достижения.
Классификация твердосплавных пластин
Большинство режущего инструмента состоит из двух частей: державка и режущая кромка. Державкой резец крепится к станку, а кромкой непосредственно снимает стружку с заготовки. Именно, в качестве материала для режущей кромки и используются твёрдосплавные пластины.
Существует множество факторов, которые влияют на эффективность процесса резания. Это и материал заготовки, и серийность производства и тип охлаждения и т.д. В зависимости от этого существуют много разновидностей инструмента. Если упрощенно, то их классифицируют по виду сплава, из которого пластина изготовлена, и по способу крепления к державке. Рассмотрим теперь каждую категорию более подробно.
Виды пластин по типу материала
В большинстве случаев их изготавливают из:
- Вольфрамокобальтового сплава.
- Титановольфрамокобальтового сплава.
- Титанотанталовольфрамокобальтового сплава.
- Карбидотитанового сплава.
1. Твердосплавные пластины на основе вольфрама и кобальта рекомендуется применять для резания материалов, дающих стружку надлома. К данной категории относятся медные и алюминиевые сплавы, чугуны и пластмассы. Эта разновидности отличается повышенной износостойкостью и применяются при чистовом фрезеровании с максимально возможной скоростью резания, но глубина резания и подача при этом имеют достаточно низкое значение.
Все виды вольфрамокобальтовых пластин обладают высокими прочностными свойствами. Предел прочности на изгиб колеблется в пределах 1175-1470 МПа. Твердость достигает до 75 единиц по шкале Роквелла.
Повышение количества кобальта в составе пластин положительно влияет на их механические характеристики. В частности, происходит увеличение прочности на изгиб, пластичности и вязкости.
2. Пластина из титановольфрамокобольтового сплава предназначается для обработки резанием металлов, дающих сливную стружку. По сравнению с вышеуказанными пластинами, она имеет пониженную тепло- и электропроводность, но при этом опережает их по устойчивости к окислению, твердости и жаростойкости.
Также данные твердосплавные изделия отличаются повышенным значением температуры сцепления со сталями, что повышает их износостойкость к скользящей стружке. Все это позволяет добиваться более высоких скоростей резания.
Указанные твердосплавные пластины регламентируются по механическим свойствам ГОСТом 3882-74. Согласно ему, пластина способна выдерживать изгибающую нагрузку до 1666 МПа. Твёрдость ее составляет не менее 87 единиц HRA.
При увеличении процентного соотношения титана жесткость пластин падает, но повышается износостойкость. Повышение кобальта в составе способствует увеличению прочности и вязкости, но отрицательно влияет на износостойкость.
3. Пластинам на основе кобальта, тантала, титана и вольфрама свойственно повышенное значение твердости, которое равно 95 единиц HRA. Твердосплавные пластины, легированные танталом, выделяются улучшенными усталостными характеристиками при знакопеременных нагрузках, жаропрочностью и сопротивляемостью к окислению.
Данные твердосплавные пластины не теряют своих механических свойств до 900 ºС и обладают низким коэффициентом ползучести, что делает возможным их применение в самых тяжелых эксплуатационных условиях. Под этим подразумевается наличие большого диаметра среза, значительные температурные и силовые нагрузки.
4. Твердосплавная карбидотитановая пластина имеет самое низкое значение окисляемости и термостойкости, чем все вышеперечисленные твердосплавные пластины. Карбиды титана выполняют роль заменителя дефицитного вольфрама. По этой причине применение данного сплава целесообразно при несильной нагрузке на пластину. Его используют при получистовом фрезеровании серого и высокопрочного чугуна.
Данные твердосплавные пластины также имеют более низкие механические характеристики. Их предел прочности на изгиб равен 900 МПа. Твердость не больше 70 единиц HRC.
Типы карбидных вставок
В зависимости от формы и материала используются несколько различных типов твердосплавных пластин для различных целей. Эти пластины представляют собой сменные насадки для режущих инструментов, которые обычно состоят из самой режущей кромки.
Вставки имеют разную геометрическую форму. Например:
Круглые пластины
Круглые твердосплавные пластины используются при точении канавок и на фрезерных станках.
Треугольные или трехгранные вставки
Твердосплавные пластины Triangle или Trigon имеют треугольную форму с тремя равными сторонами и тремя вершинами с углами 60 градусов. Это трехгранные вставки, напоминающие треугольник, но с измененной формой, например изогнутыми сторонами или средними углами, которые включают ступени на концах.
Четырехсторонние твердосплавные пластины
Четырехсторонние вставки бывают ромбовидной, ромбической, квадратной и прямоугольной формы. Пластины ромбовидной формы имеют четырехстороннюю форму с двумя острыми углами для снятия материала.
Твердосплавные пластины квадратной формы имеют четыре равные стороны. С другой стороны, прямоугольные пластины имеют четыре стороны. Две стороны длиннее двух других. Эти типы твердосплавных пластин используются для обработки канавок, когда короткие стороны пластин имеют реальную режущую кромку.
Твердосплавные пластины ромбической или параллелограммной формы также бывают четырехсторонними, с углом по бокам для обеспечения зазора режущей кромки.
Твердосплавные пластины другой формы включают пятиугольник с пятью равными сторонами и углами, а восьмиугольные пластины имеют восемь сторон.
Помимо формы, твердосплавные пластины также различаются по углу наклона. Вот несколько твердосплавных пластин с разным углом при вершине:
- Шаровая:
Шаровая фреза со вставками
Твердосплавная пластина для шаровой фрезы имеет полусферический шаровой наконечник, радиус которого составляет половину диаметра фрезы. Эта твердосплавная пластина позволяет обрабатывать внутренние полукруги, канавки или радиусы.
- Фреза с радиусным наконечником:
Фреза с радиусным наконечником
Твердосплавная пластина для фрезы с радиусным наконечником представляет собой прямую пластину с отшлифованной кромкой на концах. Этот тип твердосплавной пластины используется на фрезах.
- Фреза для снятия фаски:
Фреза для снятия фаски
Фреза для снятия фаски имеет на вершине угловую секцию для получения углового среза или скошенной кромки на заготовке.
Подбираем форму токарных пластин
Выбор подходящей формы сменной токарной пластины может значительно продлить срок службы инструмента. Подбирать пластину советуем, опираясь на заданные параметры резания и условия обработки.
Сменные твёрдосплавные пластины, пожалуй, заняли лидирующие место среди токарного инструмента, постепенно вытесняя даже цельные резцы. И этому есть множество причин.
1. Сменные твёрдосплавные пластины стоят недорого, при этом державка под них используется многократно, что существенно сокращает бюджет на инструмент
. В случае износа под замену попадают только расходные материалы в виде сменных пластин. Державка же прослужит очень долго – её практически нереально сломать.
2. Сменные твёрдосплавные пластины не требуют переточки
, а соответственно не нужно тратить на это время. Износившуюся пластину просто меняют на новую. Легко и оперативно.
3. Смена пластины занимает несколько минут
. Она закрепляется на державке с помощью специальных винтов, продающихся в комплекте.
4. Применение двусторонних сменных твердосплавных пластин позволяет увеличить производительность
обработки. Износилась одна сторона – переверни пластину и работай дальше.
5. Уникальный состав твердого сплава, из которого сделаны сменные пластины делает их максимально прочными и долговечными
. Нередко их покрывают защитным слоем, увеличивающим стойкость инструмента к высоким температурам. А значит, можно будет работать на более высоких скоростях с максимальной подачей.
Выбор формы сменной токарной пластины в первую очередь зависит от параметров токарной обработки. Нужен ли вам по-настоящему высокопрочный инструмент или вы готовы пожертвовать этим параметром в пользу устойчивости к вибрациям?
Обратим внимание на угол при вершине
.
Чем данный показатель больше (например, у круглых и квадратных пластин), тем более надежной окажется режущая кромка. Вы сможете точить заготовку на максимальных скоростях. Но потребуется приложить большие усилия. Кроме того, есть высокий риск появления вибраций, а твёрдые сплавы, как мы знаем, никакие колебания не любят.
Пластины с небольшим углом при вершине (например, ромбические) более хрупкие во время обработки. Производительность точения падает, так как контакт режущей кромки небольшой. Зато вероятность возникновения вибраций невысокая.
Подобрать форму токарной пластины исходя из вида обработки вам поможет
вот эта наглядная таблица.
| Подбор токарных пластин по виду обработки | |||||||||||||||||||||||
| Типы токарных пластин | Изображение | Державки | Вид обработки | ||||||||||||||||||||
| Негативные пластины | |||||||||||||||||||||||
| CNMG/CNGA/CNGG/CNGN | Токарные CN** | ||||||||||||||||||||||
| Расточные CN** | |||||||||||||||||||||||
| TNMG/TNGA/TNGG/TNGN | Токарные TN** | ||||||||||||||||||||||
| Расточные TN** | |||||||||||||||||||||||
| WNMG/WNGA | Токарные WN** | ||||||||||||||||||||||
| Расточные WN** | |||||||||||||||||||||||
| DNMG/DNGA/DNMM | Токарные DN** | ||||||||||||||||||||||
| Расточные DN** | |||||||||||||||||||||||
| VNMG/VNGA/VNMM | Токарные VN** | ||||||||||||||||||||||
| Расточные VN** | |||||||||||||||||||||||
| SNMG/SNGA | Токарные SN** | ||||||||||||||||||||||
| Расточные SN** | |||||||||||||||||||||||
| Позитивные пластины | |||||||||||||||||||||||
| CCMT/CCGT/CCMT/CCGW | Токарные CC** | ||||||||||||||||||||||
| Расточные CC** | |||||||||||||||||||||||
| TPMT/TPGT/TPMH/TPMW/TPGW/TPGA | Токарные TP** | ||||||||||||||||||||||
| Расточные TP** | |||||||||||||||||||||||
| TCMT/TCGT | Токарные TC** | ||||||||||||||||||||||
| Расточные TC** | |||||||||||||||||||||||
| DCMT/DCGT/DCMW/DCCGW | Токарные DC** | ||||||||||||||||||||||
| Расточные DC** | |||||||||||||||||||||||
| VCMT/VCGT/VCMW/VCGW | Токарные VC** | ||||||||||||||||||||||
| Расточные VC** | |||||||||||||||||||||||
| VBMT/VBGT/VBMW/VBGW | Токарные VB** | ||||||||||||||||||||||
| Расточные VB** | |||||||||||||||||||||||
| SCMT/SCGT | Токарные SC** | ||||||||||||||||||||||
| Расточные SC** | |||||||||||||||||||||||
| SPMT/SPGT/SPGN/SPGW/SPMN | Токарные SP** | ||||||||||||||||||||||
| Расточные SP** | |||||||||||||||||||||||
| RCMT/RCMM/RCGT | Токарные RC** | ||||||||||||||||||||||
| WBGT | Расточные WB** | ||||||||||||||||||||||
На что еще нужно обратить внимание при подборе сменных токарных пластин, читайте в нашем блоге.
Твердосплавные пластины для сложных материалов
Отрасль режущего инструмента радикально изменилась, и эти изменения можно увидеть в пластинах для фрезерования и токарной обработки сложных материалов материалов.
В современном мире вставки с покрытием из карбида, металлокерамики, кубического нитрида бора (CBN) и поликристаллического алмаза (PCD) играют жизненно важную роль.
Вставки с уникальной геометрией и покрытием выдерживают механические удары и тепло, а также абразивный износ. Однако для продуктивного использования этих пластин могут потребоваться различные внешние факторы, одним из которых может быть партнерство с хорошо осведомленным поставщиком инструмента.
Твердосплавные пластины используются при производстве различных материалов, например, стальных сплавов. Эти стальные сплавы становятся тверже во многих областях применения. Эта сталь твердеет до 63 RC и обычно используется в красильной и литейной промышленности.
Изготовители пресс-форм раньше вырезали детали перед термообработкой, но теперь прецизионные обрабатывающие инструменты используются в полностью закаленном состоянии, чтобы избежать деформации при термообработке. С помощью этой техники с твердосплавными пластинами можно экономично обрабатывать даже полностью закаленные материалы.
Например, в аэрокосмической обработке используются твердосплавные пластины. Они использовали круглые твердосплавные пластины, когда хотели обрабатывать твердую сталь. Таким образом, профиль обеспечивает более надежный инструмент без уязвимых острых углов.
Способы соединения твердосплавных пластин со сталью
Более 60% всех пластин устанавливается в инструмент методом пайки. Связано это, в первую очередь, с простотой технологии крепления.
На качество пайки влияет множество факторов, среди которых выделяется тип флюса и припоя, а также материал державки. Помимо этого, сила сцепления пластины к корпусу инструмента зависит от частоты поверхности, температуры нагрева и вида охлаждения. По причине разного значения термического коэффициента линейного расширения пластины и державки, в силу различия материалов, при пайке образуются остаточные напряжения. При дальнейшей эксплуатации резца они могут послужить причиной появления трещин на поверхности пластин. Твёрдосплавные пластины паяют с использованием припоев на основе меди. Только при производстве особо сложного инструмента применяют серебряные припои.
Флюсами при пайке смачивают поверхности спекаемых материалов. Это делается для предотвращения протекания окислительных процессов, что способствует более жёсткому сцеплению пластины к державке.
В качестве материала для корпуса инструмента используют различные виды конструкционных и легированных сталей. Наиболее распространёнными являются марки стали 30ХГСА, 45.
В случаях наличия сильной циклической нагрузки крепление пайкой заменяют креплением диффузионной сваркой в вакууме. Сваривание происходит в результате проникновения атомов контактирующих поверхностей друг в друга. Процесс это идет в условиях повышенной температуры и давления. Данная технология позволяет увеличить силу сцепления пластины к державке в 2-3 раза.
Разработка новых видов клеев также позволило применять метод склеивания при крепеже твёрдосплавных пластин. Главным преимуществом данного способа является отсутствие образования внутренних напряжений, что положительно сказывается на долговечности резца. Прочностные характеристики клея повышают легированием его состава разнообразными наполнителями, в частности асбестом.
Соединение клеем хорошо проявило себя при работе со незначительным выделение тепла и силой резания. Это – чистовая и получистовая обработка чугунов и цветных сплавов.
Все больше и больше в производстве начинают изготавливать твёрдосплавные съемные пластины, которые крепятся к инструменту с помощью резьбы и имеют возможность поворачиваться вокруг оси. Предварительно, им предают специальную форму в виде многогранников (треугольник, ромб, прямоугольник), каждая из сторон которых является режущей кромкой. Все это позволяет сократить время или вовсе избежать повторного затачивания.
Этот метод становится год от года все более востребованным, т.к. как он имеет ряд существенных преимуществ:
- Отсутствие термического напряжения.
- Простота замены затупившихся пластин.
- Высокий уровень производительности.
Твердосплавные пластины для фрезерования
Как и в других отраслях промышленности, твердосплавные пластины также используются в фрезерной промышленности. Они решают все мыслимые прикладные проблемы. К таким твердосплавным пластинам относятся твердосплавные пластины со сферической головкой, твердосплавные пластины с высокой подачей, твердосплавные пластины с тороидальной головкой, твердосплавные пластины с обратным тягом и твердосплавные пластины с плоским дном. Все эти твердосплавные пластины решают специфические проблемы в обработке металла по средствам точения и фрезерования.
Большая часть обработки пресс-форм и штампов сосредоточена на распространенных материалах пресс-форм в фрезерной промышленности. Только геометрия верхней формы отличается друг от друга. Вот некоторые материалы для пресс-форм, которые предпочтительны в обабатывающей промышленности:
Параметры классификации изделий
Сменные твердосплавные пластины, устанавливаемые на токарный резец, классифицируются по некоторым параметрам:
- типу инструмента — токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными и прочими. Под каждый из перечисленных типов потребуется разная форма профиля, которую формируют на стадии производства пластины для резца;
- материалу производства — свойства твердосплавных материалов меняются в зависимости от того, в каком количестве в них присутствуют титан, вольфрам и другие материалы. Сменные пластины могут быть сделаны и на основе керамики, их в таком случае применяют в основном с целью обработки жаропрочных сплавов, а еще они актуальны в случаях, когда требуется сделать непрерывную чистовую или получистовую обработку металлических заготовок;
- размеру — в зависимости от размера обрабатываемой заготовки с помощью токарного станка нужно выбирать и твердосплавную пластину с требуемыми геометрическими параметрами. Для токарного резца независимо от его типа подбираются изделия соответствующих параметров;
- величине заднего угла — этот параметр определяется по марке изделия, от него зависит, насколько чисто будет обработана металлическая заготовка. И чем больше будет задний угол, тем чище будет выполнена обработка поверхности. Пластины с большими задними углами в основном применяются с целью токарной обработки мягких металлов;
- классу точности — в настоящее время производители выпускают пластины 5 таких классов. С их помощью можно обрабатывать изделия с разными допусками в зависимости от геометрических параметров заготовки.
Алюминий
Алюминий является предпочтительным материалом для форм фрезеровки для некоторых сегментов. Эти скорости съема металла в восемь-десять раз быстрее, чем при обработке стали.
В последнее время производители алюминия разработали более качественные высокопрочные материалы с характеристиками твердости от 157 до 167 по Бринеллю. На алюминии сложно обрабатывать очень гладкие поверхности, поэтому полировка становится критически важной операцией в конечном процессе.
Для фрезерования алюминия требуются вставки C2 для черновой обработки и C3 для чистовой обработки. Только твердосплавные пластины общего класса со средним зерном с превосходной износостойкостью для черновой и чистовой обработки, где требуются острые кромки.
Карбидные вставки для спеченных металлов
Благодаря развитию технологий порошковая металлургия производит особо твердые спеченные металлы для различных отраслей промышленности. Для таких отраслей промышленности порошковый никелевый композиционный сплав изготавливается путем сочетания вольфрама и карбида титана для достижения твердости от 53 до 60 RC.
Для обработки спеченных металлов выбор пластин зависит от материала и заготовки. Твердосплавные пластины с положительной геометрией переднего края могут эффективно резать тонкостенные металлоконструкции. Однако для толстостенных металлических деталей из спеченного металла требуются керамические вставки с отрицательной геометрией режущей кромки, которые обеспечивают гладкую плоскую поверхность детали.
Частицы карбида и матрица никелевого сплава достигают до 90 RC. При фрезеровании таких материалов твердосплавные пластины, покрытые различными материалами, быстро изнашиваются по задней поверхности с плоскими первичными режущими кромками. Однако сверхтвердые частицы внутри пластины создают «микрочастицы», которые ускоряют износ пластины. Было бы полезно, если бы вы были осторожны, потому что иногда твердосплавные пластины также ломаются под сильным давлением обработки жесткого шока.
Твердосплавные пластины обладают высокой способностью резать твердые металлы, содержащие вольфрам и титан.
Круглые твердосплавные пластины и особенности их работы
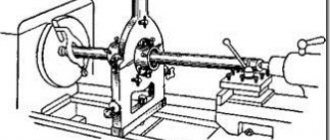
Круглые твердосплавные пластины в этой статье рассматриваются с позиции условий работы формообразующего участка активной части режущей кромки пластины. Установлен характер влияния радиуса округления режущей кромки которые имеют твердосплавные пластины для резцов на границы ее участков, работающих в условиях неустойчивого резания. При изготовлении инструмента режущая кромка из-за округления представляет собой поверхность, которую можно считать цилиндрической поверхностью радиуса ρ (рис. 1). Твердосплавные пластины для токарных резцов имеют определенные свойства инструментального материала, в результате, технология изготовления режущего инструмента и угол его заострения определяют величину этого радиуса. При увеличении вязкости инструментального материала уменьшается радиус ρ. У заточенных быстрорежущих резцов ρ=6…15 мкм, твердосплавные резцы имеют ρ=18…26 мкм, а при уменьшении размера зерна в структуре твердого сплава величина радиуса округления лезвия уменьшается в 2-2,5 раза.
Сменные твердосплавные пластины для резцов, изготовленные из особо мелкозернистых твердых сплавов, имеют радиус ρ=1…3 мкм. Для случая, когда режущая пластина имеет износостойкое покрытие, величина радиуса округления режущей кромки возрастает.
Величина радиуса округления характеризует остроту режущей кромки. От степени ее остроты зависит толщина слоя обрабатываемого материала, которую срезает инструмент. Срезаемый слой толщиной а в процессе точения удаляется только при «абсолютно остром» инструменте. Круглые твердосплавные пластины за счет наличия округления режущей кромки срезают слой толщиной а и подминают пластичный материал, а поверхность резания упруго восстанавливается, и фактически в стружку переходит часть срезаемого слоя а`. Режущая поверхность АВСDЕ инструмента состоит из плоской части АВ передней поверхности с передним углом γ, плоской части DЕ задней поверхности с углом α и радиусного участка ВСD, на котором находится точка С, условно разделяющая переднюю и заднюю поверхности. Значения углов γ и α на участке ВСD переменны, передний угол на части участка ВС становится отрицательным.
Как показано в работе “Обоснование параметров режимов обработки и конструкции инструмента в условиях микрорезания”, величина угла γ с для некоторых металлов составляет -50º…-55º. Считая радиус округления лезвия ρ=10 мкм, величина будет равна 2,5 мкм.
Твердосплавные вставки для верхних сплавов
Жаропрочные суперсплавы (HRSA) широко используются в аэрокосмической промышленности и получают признание в медицинской, автомобильной, энергетической и полупроводниковой отраслях. Жаропрочные суперсплавы, такие как Waspalloy и титан 6Al4V, соединены с титановой, магниевой и алюминиевой матрицей, что в целом создает проблемы при обработке.
Эти сплавы сверхтвердые, и для них требуются более высокие температуры в зоне резания, превышающие 2000 ° F. Если говорить о твердосплавных пластинах, используемых для резки этих сплавов, то они тоже сверхтвердые.
Для обработки жаропрочных суперсплавов (HRSA) выбор пластин зависит от материала и заготовки. Твердосплавные пластины с положительной геометрией переднего края могут эффективно резать тонкостенные жаропрочные суперсплавы (HRSA). Однако для толстостенных деталей из сплава необходимы керамические вставки с отрицательной геометрией режущей кромки, которые обеспечивают гладкую поверхность детали.
Твердосплавные пластины для токарной обработки
Токарная обработка керамики — операция практически безупречная. Обычно это непрерывный процесс обработки, который позволяет одной пластине задействоваться в резании в течение относительно длительных периодов времени. Это отличный инструмент для создания высоких температур, обеспечивающих оптимальную работу керамических пластин.
С другой стороны, фрезерование можно сравнить с прерывающимся механизмом токарной обработки. Каждая твердосплавная пластина на корпусе инструмента входит в прорезь и выходит из нее при вращении каждой фрезы. По сравнению с токарной обработкой для твердого фрезерования требуется гораздо более высокая частота вращения шпинделя, чтобы достичь той же скорости резания для эффективной работы.
Чтобы задействовать скорость резания токарного механизма на заготовке диаметром три дюйма, фреза диаметром три дюйма с тремя зубьями должна работать с как минимум четырехкратной скоростью поворота. В случае керамики объект генерирует потенциал тепла для каждой твердосплавной пластины. Следовательно, при фрезеровании каждая твердосплавная пластина должна перемещаться быстрее, чтобы генерировать тепловой эквивалент одноточечного токарного инструмента.
Преимущества использования токарных пластин
Пластины для отрезных либо расточных резцов производятся на основе разных марок твердых сплавов. Это весьма удобно, поскольку позволит вооружиться большим набором режущих элементов, которые будут обрабатывать заготовки из разных элементов.
А еще применение сменных токарных приспособлений для режущего инструмента можно уверенно назвать выгодным решением с экономической точки зрения, поскольку, если случится поломка или износ, не нужно будет менять весь резец целиком, только лишь его режущую часть. Лучше всего применять инструмент, оснащенный сменными твердосплавными пластинами, тогда, когда требуется автоматизировать технологические процессы. Это особенно важно при мелком и среднесерийном производстве разных изделий.
Твердосплавные изделия, которые ставят на токарные резцы, имеют ряд своих преимуществ:
- они стоят дешевле по сравнению с цельными резцами;
- заменить твердосплавный режущий элемент на новый можно очень быстро;
- пластины на основе твердых сплавов обладают высокой надежностью даже при интенсивной эксплуатации;
- если нужно, то подобные сменные режущие части можно переналаживать;
- все существующие модели данных режущих элементов для резцов унифицированы, поэтому можно без труда подобрать подходящий вариант для того или иного типа обработки, а также марки материала обрабатываемой заготовки.
А еще использование сменных твердосплавных пластин, оснащенных механическим креплением, можно значительно повысить срок эксплуатации державки токарного резца, а также не потребуется затачивать и паять режущую его часть. Кроме того, в условиях применения данного инструмента температура и сила резания может снизиться до 40 процентов. Твердые сплавы обладают такими свойствами, что их можно применять для производства пластин, а с их помощью можно обрабатывать металлы при условии изменения режимов резания.
В настоящее время выпускаются разные виды твердосплавных изделий. Требования к каждому типу прописаны в государственных стандартах. Они представлены ниже:
- ГОСТ 19086–80 — подразумевает характеристики опорных и режущих пластин, а также стружколомов;
- ГОСТ 19042–80 — прописывает требования к форме, классификации, а также к системе обозначений пластин сменного типа на основе твердосплавных материалов;
- ГОСТ 25395–90 — регулирует производство твердосплавных пластин нескольких типов, их фиксируют на державке резца посредством напайки. Это касается элементов, соединяющихся напайкой с резцами револьверного, проходного или расточного типа.
Твердосплавные пластины для нарезания резьбы
Твердосплавные пластины также используются для нарезания резьбы. Твердосплавные пластины треугольного сечения высокого качества позволяют удовлетворить большинство потребностей отрасли нарезания резьбы. Эти твердосплавные пластины подходят для широкого спектра применений, от основных до сложных.
В индустрии нарезания резьбы твердосплавные пластины обладают следующими характеристиками:
- Широкий выбор марок твердосплавных пластин и покрытий, адаптированных к различным материалам и производственным процессам.
- Качественная резьба на вставках
- Возможность резки нитей размером от 0,5 мм
- Доступны пластины для внутренних и внешних работ, а также для правой и левой резьбы
Значение маркировки твердосплавных пластин
Как правило, модель твердосплавных режущих пластин представлена 10 номерами. В этой модели первые четыре буквы представляют характеристики пластин токарного станка, а следующие шесть цифр представляют размер и характеристики модели твердосплавной фрезы.
DNMG150408-MS представляет собой режущие пластины токарные. D представляет собой алмазный диск 55 °, N представляет собой задний угол лезвия 0 °, M представляет степень точности изготовления лезвия, G представляет поверхность передней кромки и тип центрального отверстия, 15 представляет длину режущей кромки, значение 15 мм, 04 представляет толщину лезвия 4,76 мм, а 08 представляет собой радиус дуги вершины инструмента 0,8 мм.