14.10.2021 В современном мире трудно представить механизм, состоящий и множества деталей, в котором отсутствуют резьбовые соединения. Такую популярность это гениальное изобретение человечества приобрело благодаря надежности, универсальности, возможности быстрого объединения и разъединения собранных элементов.
Технология резьбового соединения предусматривает использование винтов, гаек, болтов, шпилек и прочих крепежных изделий. На рабочую часть этой продукции производители наносят правую или левую резьбу. Чаще всего применяют крепежи с правой резьбой. Нестандартный левый вариант применяют в случае большой вероятности самопроизвольного разъединения, например, при объединении вращающихся механизмов.
Как отмечается резьба на чертеже?
Резьбу
изображают: а) на стержне — сплошными основными линиями по наружному диаметру
резьбы
и сплошными тонкими линиями — по внутреннему диаметру. б) в отверстиях — сплошными основными линиями по внутреннему диаметру
резьбы
и сплошными тонкими линиями — по наружному диаметру.
Интересные материалы:
Как настроить мышку на ноутбуке Windows 10? Как настроить начальный экран Windows 10? Как настроить общую папку в Windows 10? Как настроить общую сеть Windows 10? Как настроить отключение экрана в Windows 10? Как настроить переключение клавиатуры в Windows 10? Как настроить подпись в Windows Live? Как настроить права администратора в Windows 10? Как настроить просмотр фотографий Windows 10? Как настроить прозрачность окон в Windows 10?
Виды резьбовых соединений
pkmetiz.ru
Наиболее распространенным способом стыковки элементов различных конструкций является резьбовое соединение. Оно широко применяется в строительстве, при монтаже трубопроводов, в машиностроении и многих других отраслях. Популярность этого способа обусловлена следующими преимуществами:
- высокая надежность и продолжительный срок службы;
- создание разъемных соединений, простота монтажа и демонтажа при помощи общедоступных инструментов;
- контроль силы затягивания при сборке;
- малый вес и размеры крепежа, по сравнению с соединяемыми конструктивными элементами;
- широкая доступность, большой выбор типоразмеров крепежа.
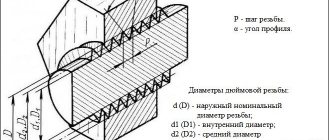
Метрическая и дюймовая
Метрическая резьба изготавливается на основании нормативов, прописанных в ГОСТ 8724–2002 . Зачастую такой тип используется для создания крепежей. Этот вид может применяться в качестве ходовой, если были соблюдены определённые условия.
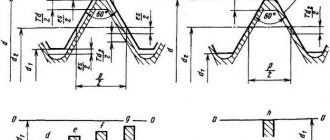
Основой для метрического типа служит равносторонний треугольник, угол которого у основания составляет 60 градусов. Изготовленная резьба может иметь от одного до нескольких заходов. Второй вариант используется тогда, когда нужно увеличить прочность сочленения.
Сейчас производят изделия с сечением до 600 мм и шагом витков до 6 мм. Небольшие используются в тех случаях, когда нужно сделать разъёмное крепление на тонких стенках устройства. Этот вид очень распространён в автомобилестроении.
Резьба может быть левой или правой. Сначала указывается буква М, которая обозначает, что изделие выполнено в соответствии с метрической системой. После этого указывается размер и шаг в миллиметрах.
Дюймовая система в основном используется при изготовлении трубопроводных фитингов и арматур. Маркировка наносится как на пластиковые, так и на металлические изделия. Все требования прописаны в ГОСТ 6111–52 . В этом нормативном документе есть таблицы с размерами и шагом для конкретного вида. Все обозначения в дюймах.
ДОПУСКИ
3.1. Осевое смещение основной плоскости наружной и внутренней резьб (черт.4) относительно номинального расположения не должно превышать значений, указанных в табл.3.
Черт.4. Осевое смещение основной плоскости наружной и внутренней резьб
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среднего диаметра внутренней цилиндрической резьбы должны соответствовать указанным в табл.3.
3.3. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357.
3.4. Рекомендуемые предельные отклонения отдельных параметров резьбы приведены в справочном приложении.
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
В брендировании
Для защиты от использования поддельных деталей в автомобилестроении изготовители прибегают в коммерческих целях к маркетинговому ходу, используя левостороннюю нарезку, от которого их продукция приобретает уникальность и индивидуальность.
Такая идея дает гарантию, что клиенты будут покупать запасные части для ремонта или замены только у официального изготовителя.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Размеры болгарок
Болгарка – это угловая шлифовальная машина, применяемая для обработки и резки прочных материалов. Она используется в строительных, демонтажных и ремонтных работах. Популярность инструмента обусловлена относительно невысокой стоимостью и широкими возможностями. Шлифмашина считается одним из самых востребованных инструментов, благодаря своей универсальности. Она пользуется популярностью как среди профессиональных строителей, так и у обычных пользователей. Признание этот инструмент получил благодаря огромному разнообразию видов, размеров и их ценовой категории.
— защита от стандартных операций
0
Часто крепеж с левой резьбой применяется на аналогичном оборудовании, представляющем повышенную опасность. Если существует вероятность ошибиться в присоединении изделий, то на одном из них делают правую резьбу, а другом левую. По этому принципу сконструированы присоединительные резьбы для редуктора баллона с сжатым газом. Пропановый баллон имеет левую резьбу, кислородный — правую. Таким образом, невозможно присоединить к кислородному баллону редуктор от баллона с горючим газом.
Левая и правая резьба. Отличая, применение
Существует два вида крепежа, разделяющегося по направлению вращения профиля: с правой резьбой и левой резьбой. Наибольшее распространение получили изделия с направлением винтов по часовой стрелке, то есть с резьбой правой. Но существует ряд элементов и деталей, которые оснащаются резьбой противоположного направления.
Как отличить правую резьбу от левой
Существует несколько способов, которые могут помочь в решении этой задачи, но наиболее простым, «бытовым», которым пользуется большинство современных умельцев, является следующий:
Положите изделие, направление резьбы которого вы желаете определить, на ладонь фаской вверх (резьбой на вас) и обратите внимание на конец спирали. Если проследить вращение резьбы от ее основания до «хвоста», и этот «хвост» будет направлен в правую сторону, значит перед вами правая резьба (по часовой стрелке)
Соответственно, если наоборот, то левая.
Правая резьба чаще всего встречается в промышленной сфере, однако, использовать ее не всегда целесообразно. Рассмотрим несколько вариантов, когда правосторонняя резьба не может удовлетворить всех требования конструкции, и рациональнее будет использовать левую резьбу.
Предотвращение самоотвинчивания и ослабления соединений
Вращающийся вал или любой иной стержень, на котором навинчены гайки и болты, определяет направление вращения используемых метизов: затягивание винтов или гаек должно производиться согласно направлению движения вала. Это делается для того, чтобы в процессе эксплуатации крепление не ослаблялось и не раскручивалось.
Стяжка
Существует ряд стягивающих устройств, типа талрепов, конструкция которых подразумевает наличие части с правой резьбой и части – с левой. Вращение корпуса элемента позволяет ослаблять стяжку или, напротив, нагружать ее в зависимости от направления вращения.
Как способ защиты от опасных операций
В некоторых наиболее ответственных операциях, некорректность проведения которых может быть чревата жертвами или принести угрозу здоровью, рекомендуется использовать левостороннюю резьбу. Таким образом, вероятность опасных действий уменьшается. Например, проведение работ с баллонным оборудованием требует тщательного контроля находящегося в емкости газа. Поэтому пропановые баллоны производят с левой резьбой, а кислородные – с правой, чтобы предотвратить нештатные ситуации неправильного применения данного баллона.
Брендирование
Некоторые производители выпускают изделия с резьбой против часовой стрелки, чтобы уникализировать свое изделие и обезопасить покупателя от покупки неоригинальной продукции.
— для предотвращения самоотвинчивания
0
Гайка или винт, закрепляющие деталь на вращающемся валу, должны затягиваться по направлению вращения вала. В противном случае резко возрастает вероятность самоотвинчивания крепежа. Поэтому, резьбовой крепеж с левой резьбой часто востребован для комплектации таких изделий или оборудования. Примерами могут служить крепление педали велосипеда, лопастей вентилятора, дисков угловых шлифмашин (некоторые модели), колеса некоторых моделей автобусов, грузовиков и много других устройств.
— при стяжке
0
В стяжных конструкциях на вращаемой детали предусмотрена разнонаправленная резьба. С одной стороны левая, а с другой правая. Вращая такое устройство присоединяемые детали будут либо сближаться, либо удаляться. Ярким примером такого устройства является ТАЛРЕП. В корпусе талрепа (он может быть открытым или закрытым) с одной стороны резьба левая, а с другой — правая. При его вращении ответные детали — это может быть винт с крюком, кольцом, ушком — либо сближаются, либо удаляются. Так с помощью левой резьбы производится натяжение тросов, установка мачт или навесов, закрепляется оборудование или техника на платформе. Другой пример — ниппель для секционного радиатора. Имея с двух сторон разнонаправленную резьбу, с помощью специального ключа им стягивают секции алюминиевых, биметаллических, чугунных радиаторов.
0
Инструменты для нарезания
Для нарезания внутренней резьбы используется метчик. Это специальный винт, который имеет твёрдые режущие кромки. Состоит этот инструмент из рабочей части и хвостовика, предназначенного для фиксации в воротке. Устройство бывает ручным и машинным.
Комплектация слесарного набора:
- Метчик. Его диаметр может варьироваться и достигает 18 мм.
- Две черновых рабочих части.
- Черновой метчик другого диаметра, средний и чистовой.
Перед началом нарезания нужно обязательно сначала сделать отверстие, которое будет иметь немного меньший диаметр. Во время работы инструмент необходимо держать перпендикулярно и добавлять смазку в зону нарезания. Через каждые несколько витков метчик следует выкручивать, чтобы убрать накопившуюся металлическую стружку. Это очень удобно делать при помощи небольшого специального ёршика.
В промышленных масштабах наружная резьба делается на станке. Для домашних потребностей применяются плашки, которые бывают:
- Разрезными. Инструмент изготовлен из двух половин, из-за чего он не такой жёсткий, как другие виды. Можно использовать для нетребовательных соединений.
- Цельными круглыми. С помощью такой плашки можно нарезать высококачественную резьбу.
- Раздвижные. Применяются в клуппах. Можно изготавливать трубную резьбу.
Сама плашка внешне очень похожа на обычную гайку, внутри которой находятся режущие кромки. Инструмент может быть предназначен для нарезания метрической или дюймовой резьбы.