Точ. сварка
Жесткие режимы
Жесткие режимы обеспечивают более высокую производительность и меньший расход энергии. Ввиду того, что поверхность деталей под электродами при жестких режимах нагревается сравнительно меньше, электроды нагреваются слабее в, несмотря на рост давления, расход их снижается. Заметно уменьшается глубин2 вмятая в месте сварки и коробление изделия. В целом жесткие режимы целесообразны, прежде всего, в массовом производстве, где выигрыш в производительности и расходе энергии полностью окупит дополнительные расходы, связанные с приобретением, эксплуатацией и питанием более мощного оборудования.
Сила и плотность тока.
С увеличением толщины свариваемых листов сила тока должна повышаться. Для сварки низкоуглеродистых сталей средней толщины на серийных машинах ориентировочный выбор силы тока l может осуществляться по следующему соотношению:
l=6500qa,
Где q толщина свариваемых листов в мм.
При сварке листов различной толщины выбор параметро производится во условию достаточности нагрева и деформации более тонкого листа. Потому а приведенном соотношении и в последующих величина q отнесена к более тонкому листу.
Плотность тока I для жестких режимов выбирается в пределах 120 — 360 д/Лм*, для мягких 80— 160 а мм2.
С увеличением толщины листов плотность то/? снижается. Когда металл свариваемых деталей обладает повышенной тепло- и электропроводностью, плотность тока должна увеличиваться. Так, при сварке алюминия или его сплавов плотность тока иногда достигает 1000 а/мм2 и выше. Как упоминалось ранее, плотность тока должна выбираться большей, когда по каким-нибудь соображениям давление принимается повышенным.
Контактная точечная сварка
Время нагрева
Как и сила тока, время нагрева (tcs) возрастает с увеличением толщины деталей. Ориентировочно для сварки малоуглеродистой стали на жестких режимах время нагрева может выбираться по соотношению
tce — (0,1 -f-0.2) q сек.,
где q — толщина более тонкого листа в мм.
Меньшее время нагрева брать не рекомендуется, так как случайные, даже незначительные погрешности в работе регулятора времени могут вызвать серьезные отклонения от требуемого нагрева и качества сварки.
Для сварки листов толщиной до 3 мм на мягких режимах подбор времени нагрева может производиться пo соотношению.
I = (0.8×1) q сек.
Слишком длительный нагрев может вызвать перегрев металла в зоне сварки.
Для сварки металлов с высокой теплопроводностью время сварки принимается малым (при большой силе тока), при сварке закаливающихся сталей, наоборот, во избежание образования закалочных трещин при быстром охлаждения время нагрева часто приходится увеличивать (при соответствующем снижении тока).
Ход точечной сварки
Основные физические параметры для контактной сварки
Главные параметры режимов контактной сварки – сила тока, длительность протекания и усилие, с которым сжимаются соединяемые детали:
- Сила сварочного тока. Измерения этого параметра проводятся в Амперах или кило-Амперах, замеры производятся с помощью специальных приборов.
- Усилие сжатия для свариваемых деталей. Измеряется в декаНьютонах. Замеры также производятся с помощью специального оборудования.
- Длительность протекания сварочного тока. Измеряется секундами, засекается таймером.
- В редких случаях с целью уплотнения ядра сварки может быть применено также ковочное усилие.
Давление
Выбор давления (P) производится в зависимости от толщины, состояния и материала заготовок, а также от характера принятого режима нагрева.
Для сварки малоуглеродистой стали давление в зависимости от толщины выбирается do формуле
P=(60×200)q кг.
где q —толщина в мм.
Удельное давление имеет предел Зх10 кг/мм2.
Мягкую горячекатаную сталь возможно спаривать при меньших давлениях. Холоднокатаная сталь, получившую повышенную твердость наклепа, требует некоторого повышения давления (на 20—30%). Когда заготовки плохо выправлены и имеют коробления, то, прежде чем плотно сдавить листы на участке сиамки, приходится произвести правку под электродами. Общее требуемое усилие а этом случае должно быть увеличено, особенно при больших толщинах. Так, для листов толщиной 3—6 мм только это дополнительное усилие составляет 100—400 ке. По этой же причине усилие должно возрастать и тогда, когда точки располагаются о тех местах свариваемого узла, где сдавливание листов затруднено (вблизи ребер и других элементов жесткости, а местах сопряжения деталей но радиусу и т. д.).
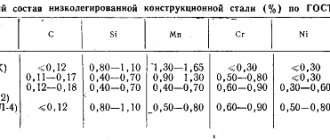
Удельное давление возрастает вместе с прочностью свариваемого металла. При сварке низколегированных сталей оно может составить 120—160% к удельному давлению для малоуглеродистой стали, при сварке аустенитно и жаропрочных сталей и сплавов но повышается в 2—3 раза.
- Диаметр электрода. Диаметр электрода (d) определяет плотность тока, удельное давление и степень интенсивности охлаждения поверхности детали.
- На электрическое сопротивление зоны сварки диаметр электрода влияет относительно мало, лишь в конечной стадии на- грела, когда достигается полное соприкосновению поверхностей электрода и детали.
- Поэтому яри длительном нагреве влияние диаметра электрода сказывается сильнее. Диаметр электрода возрастает с толщиной деталей.
- Для толщины до 3 мм диаметр электрода рассчитывается но следующей формуле:
D=2q+3мм,
где q — толщина более топкого листа.
Для деталей с большей толщиной расчет ведется по формуле
Изменением диаметра электрода часто пользуются для выравнивания нагрева отри сварке деталей, неодинаковых по толщине или по роду металла.
В ходе процесса сварки под влиянием сильного нагрева и большой механической нагрузки рабочая часть электрода меняется с образованием грибовидною утолщения, а поверхность загрязняется окислами металла. Увеличение фактического диаметру электрода при неизменных силе тока и усилии сжатия означает снижение плотности тока и удельного давления. Вследствие этого интенсивность нагрева в сварочном контакте сильно уменьшается, а уплотнение металла затрудняется и сварка может оказаться некачественной. Кроме того, загрязнение поверхности электродов может вызвать увеличение переходного сопротивления, перегрев и даже оплавление поверхности листов. Обычно считают, что связанное с износом возрастание диаметра более чем на 10% уже недопустимо. Такие электроды должны зачищаться напильником, специальным приспособлением или перетачиваться.
Контактная точечная сварка
Точечная сварка является разновидностью контактной сварки. При этом способе, нагрев металла до температуры его плавления осуществляется теплом, которое образуется при прохождении большого электрического тока от одной детали к другой через место их контакта. Одновременно с пропусканием тока и некоторое время спустя после него производится сжатие деталей, в результате чего происходит взаимное проникновение и сплавление нагретых участков металла. Контактная точечная сварка
Особенностями контактной точечной сварки являются: малое время сварки (от 0,1 до нескольких секунд), большой сварочный ток (более 1000А), малое напряжение в сварочной цепи (1-10В, обычно 2-3В), значительное усилие сжимающее место сварки (от нескольких десятков до сотен кг), небольшая зона расплавления.
Точечную сварку чаще всего применяют для соединения листовых заготовок внахлестку, реже — для сварки стержневых материалов. Диапазон толщин, свариваемых ею, составляет от нескольких микрометров до 2-3 см, однако чаще всего толщина свариваемого металла варьируется от десятых долей до 5-6 мм.
Приваривание точечной сваркой стержней
Кроме точечной, существуют и другие виды контактной сварки (стыковая, шовная и пр.), однако точечная сварка является наиболее распространенной. Она применятся в автомобилестроении, строительстве, радиоэлектронике, авиастроении и многих других отраслях. При строительстве современных лайнеров, в частности, производится несколько миллионов сварных точек.
Заслуженная популярность
Большая востребованность точечной сварки обусловлена целым рядом достоинств, которыми она обладает. В их числе: отсутствие необходимости в сварочных материалах (электродах, присадочных материалах, флюсах и пр.), незначительные остаточные деформации, простота и удобство работы со сварочными аппаратами, аккуратность соединения (практическое отсутствие сварного шва), экологичность, экономичность, подверженность легкой механизации и автоматизации, высокая производительность. Автоматы точечной сварки способны выполнять до нескольких сотен сварочных циклов (сварных точек) в минуту.
К недостаткам можно отнести отсутствие герметичности шва и концентрацию напряжений в точке сварки. Причем последние могут быть значительно уменьшены или вообще устранены особыми технологическими приемами.
Последовательность процессов при контактной точечной сварке
Весь процесс точечной сварки можно условно разделить на 3 этапа.
- Сжатие деталей, вызывающее пластическую деформацию микронеровностей в цепочке электрод-деталь-деталь-электрод.
- Включение импульса электрического тока, приводящего к нагреву металла, его расплавлению в зоне соединения и образованию жидкого ядра. По мере прохождения тока ядро увеличивается по высоте и диаметру до максимальных размеров. Происходит образование связей в жидкой фазе металла. При этом продолжается пластическая осадка контактной зоны до окончательного размера. Сжатие деталей обеспечивает образование уплотняющего пояса вокруг расплавленного ядра, который препятствует выплеску металла из зоны сварки.
- Выключение тока, охлаждение и кристаллизация металла, заканчивающаяся образованием литого ядра. При охлаждении объем металла уменьшается, и возникают остаточные напряжения. Последние являются нежелательным явлением, с которым борются различными способами. Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Оно обеспечивает проковывание металла, устраняющее неоднородности шва и снимающее напряжения.
Шаги контактной точечной сварки
При следующем цикле все повторяется снова.
Основные параметры контактной точечной сварки
К основным параметрам контактной точечной сварки относятся: сила сварочного тока (IСВ), длительность его импульса (tСВ), усилие сжатия электродов (FСВ), размеры и форма рабочих поверхностей электродов (R — при сферической, dЭ — при плоской форме). Для лучшей наглядности процесса эти параметры представляются в виде циклограммы, отражающей их изменение во времени.
Изменение параметров во времени
Различают жесткий и мягкий режимы сварки. Первый характеризуется большим током, малой продолжительностью токового импульса (0,08-0,5 секунд в зависимости от толщины металла) и большой силой сжатия электродов. Его применяют для сварки медных и алюминиевых сплавов, обладающих большой теплопроводностью, а также высоколегированных сталей для сохранения их коррозионной стойкости.
При мягком режиме производится более плавный нагрев заготовок относительно небольшим током. Продолжительность сварочного импульса составляет от десятых долей до нескольких секунд. Мягкие режимы показаны для сталей, склонных к закалке. В основном именно мягкие режимы используются для контактной точечной сварки в домашних условиях, поскольку мощность аппаратов в этом случае может быть ниже, чем при жесткой сварке.
Размеры и форма электродов
. С помощью электродов осуществляется непосредственный контакт сварочного аппарата с деталями, подвергаемыми сварке. Они не только подводят ток в зону сварки, но и передают сжимающее усилие и отводят тепло. Форма, размеры и материал электродов являются важнейшими параметрами аппаратов для точечной сварки.
В зависимости от их формы электроды подразделяются на прямые и фигурные. Наиболее распространены первые, они применяются для сварки деталей, допускающих свободный доступ электродов в свариваемую зону. Их размеры стандартизованы ГОСТом 14111-90, который устанавливает такие диаметры электродных стержней: 10, 13, 16, 20, 25, 32 и 40 мм.
По форме рабочей поверхности существуют электроды с плоскими и сферическими наконечниками, характеризуемыми соответственно значениями диаметра (d) и радиуса (R). От величины d и R зависит площадь контакта электрода с деталью, влияющая на плотность тока, давление и величину ядра. Электроды со сферической поверхностью имеют большую стойкость (способны сделать больше точек до переточки) и менее чувствительны к перекосам при установке, чем электроды с плоской поверхностью. Поэтому со сферической поверхностью рекомендуется изготовлять электроды, используемые в клещах, а также фигурные электроды, работающие с большими прогибами. При сварке легких сплавов (например, алюминия, магния) применяют только электроды со сферической поверхностью. Использование для этой цели электродов с плоской поверхностью приводит к чрезмерным вмятинам и подрезам на поверхности точек и повышенным зазорам между деталями после сварки. Размеры рабочей поверхности электродов выбирают в зависимости от толщины свариваемых металлов. Следует отметить, что электроды со сферической поверхностью могут быть использованы практически во всех случаях точечной сварки, электроды же с плоской поверхностью очень часто неприменимы.
Рекомендуемые размеры электродов
* — в новом ГОСТе вместо диаметра 12 мм, введено 10 и 13 мм.
Посадочные части электродов (места соединяемые с электродержателем) должны обеспечивать надежную передачу электрического импульса и усилие прижима. Часто они выполняются в виде конуса, хотя существуют и другие виды соединений — по цилиндрической поверхности или резьбе.
Очень важное значение имеет материал электродов, определяющий их электрическое сопротивление, теплопроводность, термостойкость и механическую прочность при высоких температурах. В процессе работы электроды нагреваются до больших температур. Термоциклический режим работы, совместно с механической переменной нагрузкой, вызывает повышенный износ рабочих частей электродов, результатом чего становится ухудшение качества соединений. Чтобы электроды были в состоянии противостоять тяжелым условиям работы, их делают из специальных медных сплавов, обладающих жаропрочностью и высокой электро- и теплопроводностью. Чистая медь также способна работать в качестве электродов, однако она обладает низкой стойкостью и требует частых переточек рабочей части.
Сила сварочного тока
. Сила сварочного тока (IСВ) — один из основных параметров точечной сварки. От нее зависит не только количество тепла, выделяющегося в зоне сварки, но и градиент его увеличения по времени, т.е. скорость нагрева. Напрямую зависят от IСВ и размеры сварного ядра (d, h и h1), увеличивающиеся пропорционально увеличению IСВ.
Сварочное ядро
Необходимо отметить, что ток, который протекает через зону сварки (IСВ), и ток, протекающий во вторичном контуре сварочной машины (I2), различаются между собой — и тем больше, чем меньше расстояние между сварными точками. Причиной этого является ток шунтирования (Iш), протекающий вне зоны сварки — в том числе и через ранее выполненные точки. Таким образом, ток в сварочной цепи аппарата должен быть больше сварочного тока на величину тока шунтирования:
I2 = IСВ + Iш
Схема шунтирования тока через ранее сваренную точку
Для определения силы сварочного тока можно пользоваться разными формулами, которые содержат различные эмпирические коэффициенты, полученные опытным путем. В случаях, когда точное определение сварочного тока не требуется (что и бывает чаще всего), его значение принимают по таблицам, составленным для разных режимов сварки и различных материалов.
Режимы точечной сварки низкоуглеродистых сталей
Увеличение времени сварки позволяет сваривать токами намного меньшими, чем приведенные в таблице для промышленных аппаратов.
Время сварки
. Под временем сварки (tСВ) понимают продолжительность импульса тока при выполнении одной сварной точки. Вместе с силой тока, оно определяет количество теплоты, которое выделяется в зоне соединения при прохождении через нее электрического тока.
При увеличении tСВ повышается проплавление деталей и растут размеры ядра расплавленного металла (d, h и h1). Одновременно с этим увеличивается и теплоотвод из зоны плавления, разогреваются детали и электроды, происходит рассеивание тепла в атмосферу. При достижении определенного времени может наступить состояние равновесия, при котором вся подводимая энергия отводится из зоны сварки, не увеличивая проплавление деталей и размер ядра. Поэтому увеличение tСВ целесообразно только до определенного момента.
При точном расчете продолжительности сварочного импульса должны учитываться многие факторы — толщина деталей и размер сварной точки, температура плавления свариваемого металла, его предел текучести, коэффициент аккумуляции тепла и пр. Есть сложные формулы с эмпирическими зависимостями, по которым при необходимости осуществляют расчет.
На практике чаще всего время сварки принимают по таблицам, корректируя при необходимости принятые значения в ту или иную сторону в зависимости от полученных результатов.
Усилие сжатия
. Усилие сжатия (FСВ) оказывает влияние на многие процессы контактной точечной сварки: на пластические деформации, происходящие в соединении, на выделение и перераспределение тепла, на охлаждение металла и его кристаллизацию в ядре. С увеличением FСВ увеличивается деформация металла в зоне сварки, уменьшается плотность тока, снижается и стабилизируется электрическое сопротивление на участке электрод-детали-электрод. При условии сохранения размеров ядра неизменными, прочность сварных точек с ростом усилия сжатия возрастает.
При сварке на жестких режимах применяют более высокие значения FСВ, чем при мягкой сварке. Это связано с тем, что при увеличении жесткости возрастает мощность источников тока и проплавление деталей, что может приводить к образованию выплесков расплавленного металла. Большое усилие сжатия как раз и призвано воспрепятствовать этому.
Как уже отмечалось, для проковки сварной точки с целью снятия напряжений и повышения плотности ядра, технология контактной точечной сварки в некоторых случаях предусматривает кратковременное увеличение силы сжатия после отключения электрического импульса. Циклограмма в этом случае выглядит следующим образом.
Изменение усилия сжатия при точечной сварке
При изготовлении простейших аппаратов контактной сварки для домашнего пользования нет большого резона заниматься точными расчетами параметров. Ориентировочные значения диаметра электродов, сварочного тока, времени сварки и усилия сжатия можно взять из таблиц, имеющихся во многих источниках. Нужно только понимать, что данные в таблицах являются несколько завышенными (или заниженными, если иметь в виду время сварки) по сравнению с теми, которые подойдут для домашних аппаратов, где обычно используются мягкие режимы.
Подготовка деталей к сварке
Поверхность деталей в зоне контакта деталей между собой и в месте контакта с электродами зачищают от окислов и других загрязнений. При плохой зачистке возрастают потери мощности, ухудшается качество соединений и увеличивается износ электродов. В технологии контактной точечной сварки, для зачистки поверхности используют пескоструйную обработку, наждачные круги и металлические щетки, а также травление в специальных растворах.
Высокие требования предъявляются к качеству поверхности деталей из алюминиевых и магниевых сплавов. Целью подготовки поверхности под сварку является удаление без повреждения металла относительно толстой пленки окислов с высоким и неравномерным электрическим сопротивлением.
Оборудование для точечной сварки
Различия между существующими видами аппаратов для точечной сварки определяются в основном родом сварочного тока и формой его импульса, которые производятся их силовыми электрическими контурами. По этим параметрам оборудование контактной точечной сварки подразделяется на следующие виды:
- машины для сварки переменным током;
- аппараты низкочастотной точечной сварки;
- машины конденсаторного типа;
- машины сварки постоянным током.
Каждый из этих типов машин имеет свои преимущества и недостатки в технологическом, техническом и экономическом аспектах. Наибольшее распространение получили машины для сварки переменным током.
Машины контактной точечной сварки переменного тока
. Принципиальная схема машин для точечной сварки переменным током представлена на рисунке ниже.
Схема аппарата точечной сварки
Напряжение, при котором осуществляется сварка, формируется из напряжения сети (220/380В) с помощью сварочного трансформатора (ТС). Тиристорный модуль (КТ) обеспечивает подключение первичной обмотки трансформатора к питающему напряжению на необходимое время для формирования сварочного импульса. С помощью модуля можно не только управлять продолжительностью времени сварки, но и осуществлять регулирование формы подаваемого импульса за счет изменения угла открытия тиристоров.
Если первичную обмотку выполнить не из одной, а нескольких обмоток, то, подключая их в различном сочетании друг с другом, можно менять коэффициент трансформации, получая различные значения выходного напряжения и сварочного тока на вторичной обмотке.
Кроме силового трансформатора и тиристорного модуля, машины контактной точечной сварки переменного тока имеют набор управляющего оборудования — источник питания для системы управления (понижающий трансформатор), реле, логические контроллеры, панели управления и пр.
Конденсаторная сварка
. Сущность конденсаторной сварки заключается в том, что сначала электрическая энергия относительно медленно накапливается в конденсаторе при его зарядке, а затем очень быстро расходуется, генерируя токовый импульс большой величины. Это позволяет производить сварку, потребляя из сети меньшую мощность по сравнению с обычными аппаратами для точечной сварки.
Кроме этого основного преимущества, конденсаторная сварка имеет и другие. При ней происходит постоянное контролируемое расходование энергии (той, которая накопилась в конденсаторе) на одно сварное соединение, что обеспечивает стабильность результата.
Сварка происходит за очень короткое время (сотые и даже тысячные доли секунды). Это дает концентрированное выделение тепла и минимизирует зону термического влияния. Последнее достоинство позволяет использовать её для сварки металлов с высокой электро- и теплопроводностью (медных и алюминиевых сплавов, серебра и др.), а также материалов с резко различающимися теплофизическими свойствами.
Схема аппарата для конденсаторной сварки
Жесткая конденсаторная микросварка используется в радиоэлектронной промышленности.
Количество энергии, накопленное в конденсаторах, можно рассчитать по формуле:
W = C•U2/2
где С — емкость конденсатора, Ф; W — энергия, Вт; U — зарядное напряжение, В. Изменяя величину сопротивления в зарядной цепи, регулируют время зарядки, зарядный ток и потребляемую из сети мощность.
Дефекты контактной точечной сварки
При качественном исполнении, точечная сварка обладает высокой прочностью и способна обеспечить эксплуатацию изделия в течение длительного срока службы. При разрушениях конструкций, соединенных многоточечной многорядной точечной сваркой, разрушение происходит, как правило, по основному металлу, а не по сварным точкам.
Разрушение соединения по основному металлу
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой.
Правильно выполненная сварная точка расположена по центру стыка, имеет оптимальный размер литого ядра, не содержит пор и включений, не имеет наружных и внутренних выплесков и трещин, не создает больших концентраций напряжения. При приложении усилия на разрыв, разрушение конструкции происходит не по литому ядру, а по основному металлу.
Дефекты точечной сварки подразделяются на три типа:
- отклонения размеров литой зоны от оптимальных, смещение ядра относительно стыка деталей или положения электродов;
- нарушение сплошности металла в зоне соединения;
- изменение свойств (механических, антикоррозионных и др.) металла сварной точки или прилегающих к ней областей.
Наиболее опасным дефектом считается отсутствие литой зоны (непровар в виде «склейки»), при котором изделие может выдерживать нагрузку при невысокой статической нагрузке, но разрушается при действии переменной нагрузки и колебаниях температуры.
Прочность соединения оказывается сниженной и при больших вмятинах от электродов, разрывах и трещинах кромки нахлестки, выплеске металла. В результате выхода литой зоны на поверхность, снижаются антикоррозионные свойства изделий (если они были).
Непровар полный или частичный, недостаточные размеры литого ядра
. Возможные причины: мал сварочный ток, слишком велико усилие сжатия, изношена рабочая поверхность электродов. Недостаточность сварочного тока может вызываться не только его малым значением во вторичном контуре машины, но и касанием электрода вертикальных стенок профиля или слишком близким расстоянием между сварными точками, приводящим к большому шунтирующему току.
Дефект обнаруживается внешним осмотром, приподниманием кромки деталей пробойником, ультразвуковыми и радиационными приборами для контроля качества сварки.
Наружные трещины
. Причины: слишком большой сварочный ток, недостаточная сила сжатия, отсутствие усилия проковки, загрязненная поверхность деталей и/или электродов, приводящая к увеличению контактного сопротивления деталей и нарушению температурного режима сварки.
Дефект можно обнаружить невооруженным глазом или с помощью лупы. Эффективна капиллярная диагностика.
Разрывы у кромок нахлестки
. Причина этого дефекта обычно одна — сварная точка расположена слишком близко от края детали (недостаточна нахлестка).
Обнаруживается внешним осмотром — через лупу или невооруженным глазом.
Глубокие вмятины от электрода
. Возможные причины: слишком малый размер (диаметр или радиус) рабочей части электрода, чрезмерно большое ковочное усилие, неправильно установленные электроды, слишком большие размеры литой зоны. Последнее может являться следствием превышения сварочного тока или длительности импульса.
Определяется внешним осмотром.
Внутренний выплеск (выход расплавленного металла в зазор между деталями)
. Причины: превышены допустимые значения тока или длительности сварочного импульса — образовалась слишком большая зона расплавленного металла. Мало усилие сжатия — не создался надежный уплотняющий пояс вокруг ядра или образовалась воздушная раковина в ядре, вызвавшая вытекание расплавленного металла в зазор. Неправильно (несоосно или с перекосом) установлены электроды.
Определяется методами ультразвукового или рентгенографического контроля или внешним осмотром (из-за выплеска может образоваться зазор между деталями).
Наружный выплеск (выход металла на поверхность детали)
. Возможные причины: включение токового импульса при несжатых электродах, слишком большое значение сварочного тока или продолжительности импульса, недостаточное усилие сжатия, перекос электродов относительно деталей, загрязнение поверхности металла. Две последние причины приводят к неравномерной плотности тока и расплавлению поверхности детали.
Определяется внешним осмотром.
Внутренние трещины и раковины
. Причины: слишком велики ток или продолжительность импульса. Загрязнена поверхность электродов или деталей. Мала сила сжатия. Отсутствует, опаздывает или недостаточно ковочное усилие.
Усадочные раковины могут возникать во время охлаждения и кристаллизации металла. Чтобы воспрепятствовать их возникновению, необходимо повышать силу сжатия и применять проковывающее сжатие в момент охлаждения ядра. Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Смещение литого ядра или его неправильная форма
. Возможные причины: неправильно установлены электроды, не очищена поверхность деталей.
Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Прожог
. Причины: наличие зазора в собранных деталях, загрязнение поверхности деталей или электродов, отсутствие или малое усилие сжатия электродов во время токового импульса. Во избежание прожогов ток должен подаваться только после приложения полного усилия сжатия. Определяется внешним осмотром.
Исправление дефектов
. Способ исправления дефектов зависит от их характера. Самым простым является повторная точечная или иная сварка. Дефектное место рекомендуется вырезать или высверлить.
При невозможности сварки (из-за нежелательности или недопустимости нагрева детали), вместо дефектной сварной точки можно поставить заклепку, высверлив место сварки. Применяются и другие способы исправления — зачистка поверхности в случае наружных выплесков, термическая обработка для снятия напряжений, правка и проковка при деформации всего изделия.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Сферы применения
В производстве такая сварка применяется для соединения заготовок разной и одинаковой толщины: это могут быть пересекающиеся стержни, стальные листы, цветные сплавы, двутавры, уголки и иные профильные заготовки. Такой способ эффективен при сварке автомобильных и тракторных деталей и железнодорожных вагонов.
Нашлось применение точечной сварки и в домашних условиях. С помощью купленных или самодельных сварочных аппаратов проводят ремонт электрических кабелей, деталей микроэлектроники, бытовой техники и многого другого.
Суть процесса
Контактная сварка, к которой относится и точечная разновидность, выполняется путем нагрева металла током, проходящим через него. Ток поступает от электродов и воздействует на конкретную точку благодаря небольшой деформации поверхности под воздействием зажимов. Благодаря своей простоте сварочные работы точечным способом используются в промышленности гораздо чаще, чем аналогичные разновидности контактной сварки.
Возможность применения точечной сварки практически не ограничена. Особенности самого процесса позволяют снизить себестоимость изготовления конечной детали.
Варка точечным способом происходит при определенных параметрах:
- времени воздействия в течение 0,2-2 секунд;
- невысоком сетевом напряжении — 2-5В;
- высоком токе при выполнении сварки — более 1000А;
- сжимающей силе в месте сварки до нескольких сотен кг.
Надежность и точность варки зависит от многих параметров. В первую очередь на качество крепления влияет площадь поверхности, на которой будут производиться сварочные работы. Вторым фактором, который существенно влияет на качество шва, являются параметры сварочного тока и длительность выполнения работ. Если свариваются достаточно тонкие материалы, то необходимо одно усилие, а в случае сварочных работ на толстом материале потребуются совершенно иные усилия.
Режимы контактной сварки, их краткие характеристики и влияние на свариваемость металлов
Режимы контактной сварки имеют два основных вида, главное отличие которых в длительности воздействия проводимого в металле тока на соединяемые сваркой детали:
- Мягкие режимы. Отличаются большой длительностью воздействия электрического тока. При таком режиме форма свариваемой зоны будет зависеть от электрода и свойств материала, из которого изготовлены свариваемые детали. В результате образующиеся неровности будут свариваться в ту деталь, толщина которой больше. Такое возможно при сварке элементов с различной толщиной. Также стоит обратить внимание на то, что при мягком режиме зона воздействия высоких температур будет намного больше, чем при жестких.
- Жесткие режимы. Отличаются малым временем воздействия на свариваемые поверхности электрическим током. Часто такой режим можно встретить при сварке металлов большой толщины, но в то же время обладающих малой теплопроводностью. При таком режиме ядро сварки в отличие от мягкого режима будет находиться симметрично относительно обоих свариваемых поверхностей. При этом такой режим позволяет получить большую зону проплавления.
При выборе режима также стоит учитывать свариваемость материалов. Это свойство металла, определяющееся несколькими параметрами. И чем больше параметров подходит под сварку, тем выше показатель свариваемости у выбранного материала.
Хорошая свариваемость металлов позволяет оптимально подобрать подходящий режим сразу по нескольким параметрам, что снижает вероятность погрешностей и дефектов при выполнении работ. Низкая свариваемость требует большего опыта в работе, так как параметров для необходимых настроек меньше.
Области применения процессов контактной сварки и основные проблемы
Точечной и шовной сваркой обычно соединяют детали толщиной 0,5-6 мм. Толщина свариваемых деталей может быть одинаковой или различной. Материал деталей может быть однородным или разнородным. Если герметичность не требуется, то применяют точечную сварку. Прочноплотные соединения выполняют шовной сваркой.
При ограниченном доступе к месту сварки применяют односторонний подвод тока. Для повышения производительности и уменьшения коробления используют многоточечную сварку.
Сваркой сопротивлением обычно соединяют детали небольшого, как правило, круглого, сечения (например, из низкоуглеродистых сталей не более 200 мм2).
Сваркой непрерывным оплавлением сваривают детали сечением до 1000 мм2 (из низкоуглеродистой стали) и детали большого периметра (трубы, листы и др.).
Дефекты соединений и причины их образования при контактной сварке
Основными дефектами при точечной, шовной и рельефной сварке являются:
- Непровары – проявляется в виде полного отсутствия или уменьшения литого ядра, а также при частичном или полном сохранении оксидной пленки или плакирующего слоя в контакте деталь-деталь; выплески, несплошности зоны сварки (трещины, раковины), снижение коррозионной стойкости соединений, неблагоприятные изменения структуры металла. Общая причина непровара – изменение параметров режима сварки (снижение тока и времени сварки, увеличение усилия сжатия и диаметра электродов), а также других технологических факторов (малая нахлестка, расстояние между точками, большие зазоры), приводящие к снижению плотности тока (тепловыделения).
- Выплески – это выброс части расплавленного металла из зоны сварки. Выплески разделяют на наружные (из области контакта электрод-деталь), внутренние (между деталями), начальные (на I этапе формирования соединения) и конечные (на II этапе). Общая причина появления этого дефекта состоит в отставании скорости деформации от скорости нагрева.
- Несплошности зоны сварки: наружные и внутренние трещины, раковины. Трещины являются горячими и образуются преимущественно в температурном интервале хрупкости.
- Снижение коррозионной стойкости соединений – возникает в результате переноса части электродного металла на поверхность вмятины и может вызвать усиленную коррозию в этой части соединения.
- Неблагоприятные изменения структуры металла сварного соединения – возникают как следствие термодеформационного цикла сварки.
Преимущества и недостатки
К плюсам сварки данным способом можно отнести:
- достаточно «чистый» способ варки;
- не нужно использовать дополнительные составляющие в виде газов флюсов и другого;
- отсутствие разнообразных отходов и шлаков;
- так как сварка происходит без использования газа, то не выделяются вредные вещества и сварщик более защищен в этом вопросе;
- сварка точечным способом имеет высокий КПД;
- при необходимости выполнения большого количества работ возможно использование различных автоматизированных агрегатов;
- высокое качество стыков за очень короткий промежуток времени.
При соблюдении всех норм и стандартов при выполнении точечной сварки можно получить шов высокого качества, который будет предельно аккуратен и надежен.
Недостатки точечной сварки:
- сложно реализуемое скрепление при сварке разных металлов;
- при превышении подачи импульса возможно разбрызгивание металла;
- сложности конструкции при варке нескольких точек одновременно;
- усложнение конструкции электродов и их использования при многоточечной сварке.