Полагаю, что проект, о котором я хочу рассказать, будет интересен всем, кто занимается электроникой. А именно, речь идёт о миниатюрном лазерном гравере, с помощью которого можно наносить изображения на картон, на дерево, на виниловые наклейки и на прочие подобные материалы. Идею проекта я почерпнул из этого руководства, сделав кое-что по-своему. Лазерный гравер в действии и процесс сборки устройства
Материалы и инструменты
Для создания гравера вам понадобятся следующие основные компоненты:
- Arduino UNO (с USB-кабелем).
- 2 шаговых двигателя от DVD-приводов.
- 2 контроллера для шаговых двигателей A4988 и соответствующая плата расширения для Arduino.
- Лазер мощностью 250 мВт с настраиваемой оптикой.
- Блок питания (минимум — 12В, 2А).
- 1 N-канальный полевой транзистор IRFZ44N.
Вот список необходимых инструментов:
- Паяльник.
- Дрель.
- Напильник по металлу.
- Наждачная бумага.
- Кусачки.
- Клеевой пистолет.
ЖИЛЬЦОВ ДМИТРИЙ
ВСТУПЛЕНИЕ
В предыдущей статье я описал опыт сборки и наладки гравера из китайского набора. Поработав с аппаратом, понял, что в моей лаборатории он будет не лишним. Задача поставлена, буду решать.
На горизонте два варианта решения – заказ набора в Китае и разработка собственной конструкции.
НЕДОСТАТКИ КОНСТРУКЦИИ С ALIEXPRESS
Как и писал в предыдущей статье, набор оказался вполне работоспособным. Практика работы со станком выявила следующие недостатки конструкции:
- Плохо проработана конструкция каретки. На видео в предыдущей статье это хорошо заметно.
- Ролики подвижных узлов крепятся на панелях винтами М5 и связаны с панелью только с одной стороны. При этом, как ни затягивай винты, остается люфт.
ПЛАСТИКОВЫЕ ДЕТАЛИ
Поскольку каркас из станочного профиля вполне достойный, устранить выявленные недостатки получилось переработав пластиковые детали.
Держатель лазера я достаточно хорошо описал в предыдущей статье. Также в конструкцию я добавил дополнительную деталь, связывающую все четыре ролика на правой и левой панелях. Деталь позволила исключить люфты при перемещении панелей.
Все детали имеют достаточно простые формы и не требуют поддержек и других сложностей при печати.
Набор пластиковых деталей в интернет-магазине немного отличается от представленных в статье – представлены модернизированные детали. Усилены втулки под ролики, добавлены упоры гаек.
Модели пластиковых деталей из статьи доступны для печати:
https://www.thingiverse.com/thing:2703455
ДЕМОНСТРАЦИЯ РАБОТЫ
Работу гравера и его внешний вид можно оценить в следующем видео.
КОНСТРУКЦИЯ ГРАВЕРА
Каркас гравера построен на станочном алюминиевом профиле 20х40. Детали, несущие подвижные части гравера выполнены на 3D принтере. Подвижные части перемещаются на стандартных роликах. Каретка, несущая лазерный модуль позволяет регулировать высоту лазера над рабочим столом, что позволяет фокусировать мощность лазерного луча в достаточно большом диапазоне.
Сборка конструкции показана в формате 3D PDF.
СБОРКА
Конструкция весьма простая. По этой причине много времени и мучений на сборку не уйдет, если соблюдать рекомендованную последовательность сборки.
ШАГ 1. КАРКАС
Как описано выше, каркас построен из конструкционного профиля 20х40. Для скручивания профиля между собой используются внутренние уголки.
На более длинных деталях в центральных отверстиях торцов нарезана резьба для монтажа ножек и боковых панелей (на средней по длине).
Каркас скручивается на уголках, короткими деталями внутрь. На данном этапе не стоит до конца затягивать винты – сделать это лучше после установки ножек.
Ножки крепятся на винтах в четырех точках. Это сделано для того, чтобы каркас собирался без возможных перекосов.
Для начала потребуется закрепить все четыре ножки, снова не до конца затягивая крепеж.
Теперь необходимо найти максимально ровную поверхность! Выставить все детали таким образом, чтобы каркас “стоял” плотно, не играя на поверхности.
Протягиваем все крепежи, начиная с внутренних уголков и контролируя возможные перекосы угольником.
ШАГ 2. ПРАВАЯ ПАНЕЛЬ
Перед сборкой правой панели на вал двигателя необходимо установить гибкую муфту.
Затем необходимо прикрутить шаговый двигатель через проставку из пластика.
Положение кабельного вывода и проставка хорошо видны на рисунке ниже.
ШАГ 3. ЛЕВАЯ ПАНЕЛЬ
Для сборки левой панели потребуется только запрессовать подшипник в отверстие.
Я постарался исключить операцию склеивания. Для этого “пустил волну” по поверхности отверстия для установки подшипника. По этой причине необходимо с усилием вдавить подшипник.
ШАГ 4. МОНТАЖ ЛЕВОЙ ПАНЕЛИ
Для монтажа потребуются следующие детали.
Сначала потребуется установить верхние ролики.
Затем установить сборку на профиль.
И закрепить нижние ролики. На рисунке хорошо видно, что крепежные отверстия винтов для крепления роликов имеют ход в несколько миллиметров. Это сделано для того, чтобы верхние и нижние ролики можно было хорошо стянуть на профиле, исключив люфт. Единственное, действовать потребуется аккуратно и не перетянуть. В этом случае шаговому двигателю потребуется излишнее усилие для перемещения панелей.
ШАГ 5. МОНТАЖ ПРАВОЙ ПАНЕЛИ
Для монтажа потребуются следующие детали.
Сначала потребуется установить верхние ролики.
Затем установить сборку на профиль и установить нижние ролики. Дальнейший монтаж идентичен монтажу левой панели.
После протягивания винтов потребуется проконтролировать ход панели. Она должна перемещаться достаточно легко и при этом отсутствовать люфт.
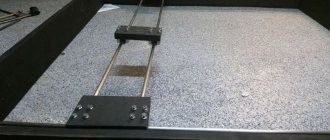
ШАГ 6. МОНТАЖ НАПРАВЛЯЮЩЕЙ КАРЕТКИ
Для передачи движения по оси Y в данной конструкции используются обе панели. Для того, чтобы не задействовать 2 шаговых двигателя, крутящий момент на левую панель передается через вал, диаметром 5мм. После подготовки деталей приступаем.
Сначала устанавливается связующий вал и зажимается стопорными винтами гибкой муфты.
При установке необходимо проконтролировать, чтобы не были забыты шкивы. Жестко крепить их в данный момент нет необходимости. При натягивании ремней потребуется регулировка.
ШАГ 7. КАРЕТКА
Сборка каретки детально рассмотрена в предыдущей статье…
Сборка не представляет особого труда.
ШАГ 8. МОНТАЖ КАРЕТКИ НА НАПРАВЛЯЮЩУЮ
Для начала потребуется собрать все необходимые детали.
Все операции монтажа идентичны операциям монтажа панелей.
ШАГ 9. МОНТАЖ РЕМНЕЙ
Ремни притягиваются винтами под гайки профиля. Потребуется по-месту отрезать 3 ремня и подготовить крепеж.
Для начала край ремень располагается в нише профиля зубом вниз. После этого устанавливается гайка. Для установки гайки потребуется усилие.
Во время натягивания ремня потребуется выставить положение шкива. Шкив выставляется так, чтобы на всем ходу ремень как можно меньше притирался к боковым граням шкива.
Для установки ремня направляющей каретки лучше приподнять ее как показано на рисунке ниже, поскольку гайки все же лучше установить в нишу с торца.
После направляющая опускается на штатное место.
Перед затягиванием второго “хвоста” ремня необходимо убедиться, что ремень натянут достаточно сильно.
На этом сборка механики завершается.
КОНТРОЛЛЕР
Описание контроллеров для управления гравером я планирую подготовить в отдельной статье. Следите за публикациями!
НАБОР ДЛЯ СБОРКИ И ЛАЗЕРНЫЙ ГРАВЕР ПОД КЛЮЧ
С декабря 2022 в интернет-магазине доступны наборы деталей лазерного гравера, описанного в статье. Информация доступна в интернет-магазине.
ВАША ПОДДЕРЖКА ПОМОЖЕТ АКТИВНЕЙ РАБОТАТЬ НАД БЛОГОМ, ПУБЛИКОВАТЬ БОЛЬШЕ СТАТЕЙ, КОТОРЫЕ, В СВОЮ ОЧЕРЕДЬ, ПОМОГУТ ВАМ РЕАЛИЗОВЫВАТЬ ИНТЕРЕСНЫЕ ПРОЕКТЫ.
СПАСИБО ЗА УЧАСТИЕ В ЖИЗНИ БЛОГА!
| ЯНДЕКС | WEBMONEY | QIWI | PAYPAL |
Особенности использования контуров
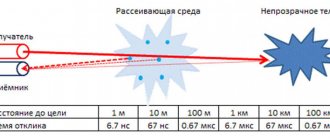
Если с вопросом о том, как сделать ручной лазерный гравер, вы уже разобрались, то необходимо прояснить и вопрос о параметрах контуров, которые могут наноситься при помощи такого устройства. Такие контуры, внутренняя часть которых не заполняется даже в том случае, если исходный рисунок закрашен, должны передаваться на контроллер гравера файлами не в пиксельном (jpeg), а векторном формате. Это значит, что изображение или надпись, наносимые на поверхность обрабатываемого изделия при помощи такого гравера, будут состоять не из пикселей, а из точек. Такие изображения и надписи можно как угодно масштабировать, ориентируясь на площадь поверхности, на которую они должны быть нанесены.
При помощи лазерного гравера на поверхность обрабатываемого изделия можно нанести практически любой рисунок и надпись, но для этого их компьютерные макеты необходимо перевести в векторный формат. Выполнить такую процедуру несложно: для этого используются специальные программы Inkscape или Adobe Illustrator. Файл, уже переведенный в векторный формат, необходимо преобразовать еще раз, чтобы его смог корректно воспринимать контроллер гравировальной установки. Для такого преобразования используется программа Inkscape Laserengraver.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Область применения фрезерно-гравировальных станков
Фрезерно-гравировальные станки используются для создания продукции в быту и бизнесе. Это:
- создание объемных логотипов, эмблем, букв;
- изготовление сувенирных изделий – икон, картин, барельефов из дерева и пластмасс;
- создание элементов настольных игр и 3D конструкторов (сборных моделей);
- изготовление клише, штампов для типографии;
- ювелирная продукция – гравировка, изготовление моделей для точного литья, создание изделий из полудрагоценных камней (геммы);
- изготовление кухонной утвари и декоративных элементов;
- создание форм для кондитерских изделий из шоколада;
- производство топперов (рекламных надписей при организации праздников, юбилеев, свадьбы).
Лазер для гравировки по металлу и способы работы устройства
Описывать словами изготовление своими руками лазерного гравёра из 3D-принтера или на базе Ардуино Уно не имеет смысла. Намного информативнее будет увидеть всё своими глазами. Предлагаем Вам посмотреть, как изготовить подобный лазерный гравёр с ЧПУ.
По сути, на подобном лазерном станке можно гравировать даже фото, запустив нужную программу. Многие спрашивают, как подготовить фото для гравировки на лазерном аппарате. Всё просто – фото сканируется, а после грузится в программу.
ФОТО: bing.comГравировка фотографии на металле
Установка программного обеспечения
Вашему лазерному гроверу, который должен работать в автоматическом режиме, потребуется не только установка, но и настройка специального программного обеспечения. Важнейшим элементом такого обеспечения является программа, которая позволяет создавать контуры желаемого рисунка и преобразовывать их под расширение, понятное управляющим элементам лазерного гравера. Такая программа имеется в свободном доступе, и ее можно без особых проблем скачать на свой компьютер.
Программа, скачанная на управляющий гравировальным устройством компьютер, распаковывается из архива и устанавливается. Кроме того, вам потребуется библиотека контуров, а также программа, которая будет отправлять данные по создаваемому рисунку или надписи на контроллер «Ардуино». Такую библиотеку (как и программу для передачи данных на контроллер) также можно найти в свободном доступе. Для того чтобы ваша лазерная самоделка работала корректно, а гравировка, выполняемая с ее помощью, была качественной, вам потребуется настройка и самого контроллера под параметры гравировального устройства.
Столешница
В базовой комплектации обычно идет ламелевая столешница, с широкой постановкой ламелей, такой стол хорош для крупнофигурной резки, ребра ламелей редко касаются материала и оставляют минимальную копоть на обратной стороне материала на местах сквозной резки. Концы каждой ламели с помощью регулировочных винтов можно отрегулировать по высоте и тем самым настроить идеально ровную, или наоборот неровную — с перепадами под изгибы обратной стороны материала, рабочую поверхность:
Вторым видом стола является сотовый стол, он служит для работы с мелкими деталями, чтобы они не проваливались между ламелей, он взаимозаменяем с ламелевым столом — снимается рамка с ламелями и укладывается на посадочное место рамка с сотовым столом
Третий стол, установку которого нужно предусмотреть еще на заводе — это подъемный стол. Такой стол нужен для работы с толстыми материалами, обычно нужен всем станкам для гравировки, т.к. изделие под гравировку может быть любой непредсказуемой толщины. Также этот стол необходим для использования поворотного устройства, поворотное устройство имеет собственную высоту до 20см, и площадку под него необходимо опустить ниже рабочей плоскости. Есть нюанс, что у разных производителей площадка подъемного стола реализована по разному, так у Alfa-J ламелевая и сотовая столешница интегрированы в подъемный стол, и поднимаются и опускаются, что логично, вместе со столом
Однако производитель JQ — не считает что ламелевый и сотовый стол должны подниматься и опускаться вместе с подъемным столом, поэтому рамки столов закреплены неподвижно, а поднимается и опускается глухая площадка подъемного стола, таким образом подъемный стол становится полноценным самостоятельным третьим столом, для работы с поворотным устройством такое решение кажется более удобным:
Что требуется учесть, при создании самодельного гравера?
При изготовлении и эксплуатации любого лазерного оборудования важно учитывать, что излучение опасно для человека. При настройке и тестировании лазеров появляется риск ожогов, нарушения зрения. Это указывает на необходимость соблюдения мер безопасности. Прежде всего, необходимы затемненные очки, защищающие глаза. В целом сборка своими руками гравера мало отличается от монтажа иных систем с элементами оптики и электроники.
Механика
Механика лазерного гравера — это самый важный элемент, обеспечивающий точность позиционирования, скорость работы и долговечность. Не смотря на всю важность выбора качественных механических компонентов, при выборе лазерного гравера многие заказчики гонятся за низкой ценой и совершают ошибку, приобретая самое дешевое = самое некачественное оборудование.
Самое первое на что стоит обратить внимание — это выбор направляющих. В промышленных лазерных станках допустимо применение ТОЛЬКО линейных рельсовых направляющих!
Применение циркулирующих шариков в линейном подшипнике обеспечивает большую площадь контакта с каленой рельсой: минимальное сопротивление, высокая грузоподъемность, жесткость, точность, возможность работать на высоких скоростях, простота в монтаже и обслуживании, ремонтопригодность — всё это применимо к линейным рельсовым направляющим и не применимо к цилиндрическим направляющим, которые иногда встречаются в сегменте самых дешевых лазерных станков.
Из производителей рельсовых линейных направляющих в порядке уменьшения распространенности и ремонтопригодности рекомендуются:
- HIWIN
- THK
- PMI
Для обслуживания рельсовых направляющих достаточно промыть рельсу и слайдер-подшипник обезжиривателем и набить новой густой смазки в слайдер, а в случае полного износа направляющих шариков в слайдер — заменить слайдер, который стоит не дороже 5 тыс руб.
В случае же заедания цилиндрической линейной направляющей — под замену пойдет вся направляющая, и это обойдется в круглую сумму. Избегайте таких цилиндрических направляющих:
Еще одно неудачное конструкторское решение это балка с роликами качения, когда балка выполняет и функцию направляющей:
Пластиковые ролики и балка на практике изнашиваются за 3-6 месяцев, ролики — стачиваются, а на балке вырабатывается канавка и выбоены, в которых начинают застревать ролики, в итоге без брака работа невозможна, балку и ролики — под замену, но их сложно найти, так как поставщики оборудования такого низкого класса редко заботятся о поставке и наличии запчастей, балки с роликами не совместимы от разных станков, поэтому не факт что то что найдется или будет заказано с китая подойдет — это приведет к простою станка и потере заказов, а возможно станок окажется неремонтопригодным вообще.
Воздушная помпа
Воздушная помпа служит для отвода продуктов горения от оптики в лазерной головке, а также для удаления продуктов горения из зоны реза. Под нужды заказчика возможна комплектация до Помпы воздушной для лазерного гравера 385 Вт 300L/min. Такая мощная помпа может потребоваться для резки бумаги и картона без обгорания, или осуществлять резку дерева также с минимальным нагаром.
Система охлаждения (чиллер)
Система охлаждения подбирается под лазерный излучатель и условия эксплуатации.
Самое простое и дешевое охлаждение обеспечит водяная помпа, это устройство не имеет ни датчика потока воды, ни температурного датчика, использовать водяную помпу для охлаждения лазерного излучателя довольно опасно, так как она не сообщит о перегреве, не остановит излучатель при собственном выходе из строя, не охладит воду ниже температуры в помещении, хотя рекомендуемая температура излучателя не выше 18°C. Мы не рекомендуем использовать водяные помпы и не используем их даже в стартовом комплекте поставки, чем пользуются конкуренты и занижают цену станков комплектуя их простыми водяными помпами.
Чуть дороже и более функциональные — чиллеры с воздушным охлаждением, типа CW-3000, они все еще не могут охладить теплоноситель ниже температуры в помещении, так как работают на принципе теплообмена с окружающей средой — вентиляторы обдувают радиатор с протекающей по ней водой воздухом из помещения, но уже оснащены датчиком потока воды — остановят излучатель в случае выхода из строя помпы, оснащены датчиком температуры и сигнализируют и остановят излучатель в случае перегрева.
Совершенные чиллеры двухконтурные с замкнутым фреоновым контуром — это мини холодильники, которые остудят воду ниже температуры в помещении, поэтому и пойдут для работы в жару, и удержат температуру ниже рекомендуемых 18°C, с ними можно эксплуатировать излучатель хоть круглые сутки, если конечно правильно подобрать такой чиллер под мощность излучателя. Фреоновые чиллеры это серии CW-5000 и старше. Но в выборе есть один нюанс, в том что чиллеры серии CW-5200 имеет охлаждающую способность в ДВА раза выше чем чиллеры серии CW-5000, а стоят всего на 10% дороже. Поэтому мы рекомендуем комплектовать лазерные станки чиллерами серии CW-5200.