Самым востребованным абразивным материалом не только в домашнем хозяйстве, но и на крупных предприятиях является наждачная бумага. В зависимости от обрабатываемого материала и требований, предъявляемых к поверхности, в каждом конкретном случае используется соответствующая модификация.
Хотя, само по себе, полотно и не отличается сложностью изготовления и содержит всего два основных компонента, разобраться в маркировке наждачной бумаги не всегда просто. Это связано с тем, что не существует единого стандарта даже на территории РФ, не говоря уже о СНГ и мировых производителях. Несмотря на это, для правильного выбора, необходимого уметь расшифровывать обозначения наждачной бумаги.
В настоящее время для изготовления шлифовальных материалов используется самый широкий спектр абразивных компонентов. Кроме этого, существует несколько вариантов основы. Ниже рассмотрим по каким критериям необходимо выбирать наждачную бумагу для того или иного вида работ.
Зернистость наждачной бумаги
В зависимости от фракции абразивной крошки, материала основы и назначения, весь спектр выпускаемого абразивного полотна можно разделить на несколько модификаций.
По величине зерна различают следующие виды шлифовальных полотен: мелкозернистые и крупнозернистые. В таблице приведены показатели зернистости наиболее часто используемой наждачной бумаги:
Начальное шлифованиеисправление незначительных дефектов поверхности
| ГОСТ Р 52381-05 | ГОСТ 3647-80 | Зернистость, мкм | Сфера применения |
| Крупнозернистая | |||
| Р22 | 80-Н | 800-1000 | Предварительная зачистка |
| Р24 | 63-Н | 630-800 | |
| Р36 | 50-Н | 500-630 | |
| Р40 | 40-Н | 400-500 | Черновая обработка древесины |
| Р46 | 32-Н | 315-400 | |
| Р60 | 25-Н | 250-315 | |
| Р80 | 20-Н | 200-250 | Начальное шлифование Исправление незначительных дефектов поверхности |
| Р90 | 16-Н | 160-200 | |
| Р100 | 12-Н | 125-160 | |
| Р120 | 10-Н | 100-125 | |
| Р150 | 8-Н | 80-100 | Обработка твердых пород дерева перед окончательной шлифовкой Шлифовка мягкого дерева Удаление старой краски |
| Р180 | 6-Н | 63-80 | |
| Мелкозернистая наждачная бумага | |||
| Р240 | 5-Н; М63 | 50-63 | Финишное шлифование твердых пород дерева Промежуточное шлифование |
| Р280 | 4-Н; М50 | 40-50 | |
| Р400 | М40; Н-3 | 28-40 | Полирование поверхности Шлифование под окраску Мокрое шлифование |
| Р600 | М28; Н-2 | 20-28 | |
| Р1000 | М20; Н-1 | 14-20 | Шлифование керамики, пластика и металлов Мокрое шлифование |
| Р1200 | М400 | 10-14 | Полировка, снятие глянца |
| Р1500 | М10; Н-0 | 7-10 | |
| Р2000 | М7; Н-01 | 5-7 | |
| Р2500 | М5; Н-00 | 3-5 | |
Как видно из таблицы зернистости, область применения наждачной бумаги довольно широка:
- Столярная и мебельная отрасли;
- Машиностроение и промышленное производство;
- Изготовление нестандартного оборудования и приборостроение;
- Ремонт и покраска автомобилей;
- Строительно-отделочные работы.
Это далеко неполный перечень, а способы использования наждачной шкурки в быту и вовсе не поддаются описанию по причине своего бесконечного многообразия.
Наиболее распространенными являются три формы выпускаемых наждачных полотен:
Что касается формы выпуска, наиболее распространенными являются листовая и рулонная. Кроме этого Существуют готовые кольцевые модификации для циклевочных и ручных шлифовальных машин, дисковые накладки для электродрелей и некоторые другие разновидности.
Применение
- Наждачная бумага для дерева в столярном деле необходима при подготовке поверхности к покраске или лакировке.
- В строительстве наждачкой зачищают наплывы на штукатурке и шпатлевке, волокна древесины перед использованием. Также шкурка помогает избавиться от подтеков краски.
- Ремонт автомобилей: зачистка старой краски, подготовка поверхности к шпатлеванию, матирование глянца.
- При производстве и ремонте мебели и во многих других отраслях промышленности.
Как выбрать?
При выборе следует обращать внимание не только на стоимость, но и на характеристики изделия.
- Зернистость материала. Выбор фракции осуществляется, исходя из цели приобретения: для первичной подготовки древесины подойдет шкурка Р22…Р60. Для подготовки поверхности из дерева или металла к покраске выбирают Р240 и мельче.
- Материал – основа. Для длительной работы стоит купить абразив на тканевой или комбинированной основе. Если предполагается ручное выравнивание поверхностей, подойдет и бумажная.
- Для ручного труда можно взять изделие любого формата. Для шлифовальных машин и станков удобнее выбрать специальные круги или полоски, которые не нужно вырезать и приклеивать.
Маркировка наждачной бумаги в зависимости от ее назначения: таблица
В зависимости от специфики работ крупнозернистая наждачная бумага подразделяется на несколько основных групп:
| Маркировка | Виды работ |
| Р22; Р24;Р36 | Подготовительные работы: удаление ржавчины Устранение крупных дефектов поверхности |
| 80-Н; 63-Н; 50-Н | |
| Р40; Р46; Р60 | Грубая обработка поверхностей |
| 40-Н; 32-Н; 25-Н | |
| Р80; Р90; Р100; Р120 | Предварительное шлифование |
| 20-Н; 16-Н; 12-Н; 10-Н | |
| Р150; Р180 | Окончательная шлифовка и доводка |
| 8-Н; 6-Н |
Мелкозернистая наждачная бумага так же маркируется в соответствии с особенностями использования:
| Маркировка | Виды работ |
| Р240; Р280 | Шлифование твердых пород древесины |
| 5-Н; М63 | |
| Р400; Р600 | Полирование подготовка поверхности под покраску |
| М28; М40; 2-Н; 3-Н | |
| Р1000 | Шлифовка керамических поверхностей, пластиков и металлов |
| М20; 1-Н | |
| Р1200; Р1500; Р2000; Р2500 | Полирование и снятие глянца |
| М14; М10; М7; М5; Н-0;Н-00; Н-01 |
При покупке наждачной бумаги на оборотной стороне можно обнаружить и другие обозначения. Каждое из них несет определенную смысловую нагрузку, например, разновидность абразивного порошка, способ его крепления, особенности клеевой смеси и тип основы и ее механические свойства. Рассмотрим основные обозначения.
- Наименование «Р» свидетельствует об абразивной структуре материала;
- Буква «Л» обозначает форму выпуска, в данном случае – листовая;
- Цифры «1» и «2» говорят о назначении абразивного полотна: 1 – для шлифования мягких поверхностей, 2 – металла и других твердых и особо твердых материалов;
- Устойчивость к воздействию влаги обозначается символами «Л1», «Л2» или М;
- Обозначение «П» свидетельствует о том, что воздействие влаги и сырости крайне нежелательно.
Помимо этих обозначений особое внимание необходимо уделить свойствам самих абразивных частиц.
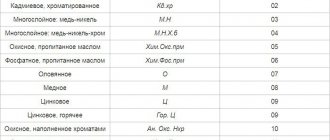
Маркировка и основа
Для проведения большинства работ достаточно знать зернистость материала. Но существует ещё масса параметров классификации, которые содержит код материала. Изучить их можно по приведенной ниже таблице:
Из всего этого рекомендуем обратить внимание на основу шкурки, от которой во многом зависит её стойкость и удобство работы. Основные варианты – это бумажная и тканевая основа. Бумага может быть обычной или влагостойкой, обладает высокими показателями прочности. Преимуществами является её стоимость, сохранение размера при работе и возможность нанесения мельчайших частиц. Недостатком является невысокая прочность и стойкость к износу.
В качестве тканевой основы для шлифовальной шкурки чаще всего применяется полиэстер и хлопок. Для повышения прочности и стойкости к влаге ткань пропитывается полиэфирной смолой. Главными преимуществами являются прочность на разрыв и эластичность. Ткани подразделяются на несколько классов:
- J – используется для чистой шлифовки края и профиля.
- Х – для тяжелых работ с высокой степенью загрязнения.
- W и Y – обладают высокой прочностью и используются преимущественно при машинной обработке.
Основными достоинствами тканевой основы являются высокая прочность, стойкость к влаге и износу. Недостатки – более высокая стоимость и вероятность удлинения при работе.
Из прочих видов основ наждачной бумаги следует отметить комбинированный материал – склеенная с бумагой ткань, а также фибру – плотный и твердый состав используемый для производства фибровых дисков.
Виды абразива
Различают несколько наиболее распространенных материалов, служащих сырьем для изготовления абразивного порошка:
Гранат
. Этот абразив является натуральным минералом, поэтому экологически абсолютно безопасен для человека. Естественная структура частиц позволяет эффективно использовать такую наждачную шкурку для обработки всех пород древесины.
Карбид кремния
отличается высокими показателями твердости и прочности. Применяют такую наждачную бумагу для шлифования металлов, стекловолокна и других материалов, отличающихся повышенной твердостью.
Абразив на основе керамики
используют для формирования поверхности и устранения крупных дефектов при первичной обработке древесины, шлифовке паркета и т.д.
Оксид алюминия
достаточно хрупок, поэтому в процессе шлифования кристаллы могут крошиться, образовывая вместо затупленных новые режущие грани. Эта особенность значительно продлевает срок службы абразивного полотна.
Существуют и другие наполнители, однако встречаются они довольно редко и используются для специальной обработки.
Учитывая доступность и невысокую стоимость наждачной бумаги, можно с уверенностью сказать, что никакая конкуренция в ближайшее время ему не угрожает. Универсальность и простота обработки, а также многообразие обрабатываемых материалов делают абразивное полотно незаменимым как в быту, так и в промышленных условиях.
Изготовление
Изготовление такой, казалось бы, простой вещи, как полоска бумаги с абразивной обсыпкой, представляет собой достаточно сложный технологический процесс и требует соответствующего оборудования и подготовки работников. На первом этапе на ленте основы печатают характеристики будущей наждачки с таким расчетом, чтобы они повторялись через расстояние, равное ширине ленты.
Далее проводят пропитку ленты компонентами для придания ей водостойкости. На следующем агрегате на поверхность основы наносят клей. Далее на слой связующего материала наносят предварительно просеянную и откалиброванную абразивную крошку. Следующий этап — сушка в печи, там клеевая масса, реагируя на температуру, запекается и прочно присоединяет абразив к основе. Далее проходит нанесение закрепляющего слоя и финальная просушка.
Аппарат для нарезки бумаги на прямоугольные листы
Последняя операция — нарезка готовой ленты на прямоугольные листы или листы другой формы для изготовления абразивных лент, их склейка, сушка и упаковка.
Документы
Шлифовально-полировальные материалы на бумажноподобном носителе или плетёном основании выпускаются в свете требований нормативных документов:
- ГОСТ 6456-82 Шкурка шлифовальная бумажная.
- ГОСТ 13344-79 Шкурка шлифовальная тканевая водостойкая.
- ГОСТ 5009-82 Шкурка шлифовальная бумажная и тканевая и другие документы.
Описываются правила по изготовлению, зернистости, применению. Приводится расшифровка маркировки (обозначение) наждачной бумаги.
Обозначение, наименование
Для правильного применения шлифовального материала необходимо знать о его свойствах и назначении. С этой целью на изнаночной стороне несмываемым ЛКМ отпечатывается надпись, в которой содержатся сведения об абразиве.
Обозначение по ГОСТ: Л2Э700×110С1Г15А25-НМА ГОСТ4, где
- Конструкционный тип абразивного материала:
- Л – в листах; для рулонного, аббревиатура не ставится.
Часто бывает так, что незначительная с виду вещь оказывается действительно незаменимой, а область ее применения — достаточно широкой. Наждачная бумага как раз является одной из подобных необходимых вещей. Ее еще называют наждачкой или шлифовальной шкуркой. Она является самым востребованным абразивом, альтернативы которому на сегодняшний день нет. В ней нуждается каждый мебельщик, слесарь, скульптор, а также автомаляр и любой хороший хозяин.
Форма выпуска
Выпускается готовый продукт в нескольких формах. Распространен выпуск в виде листов или рулонов. Листовая форма характерна для крупных фракций, которые тяжело согнуть или свернуть. Мелкозернистая бумага выпускается в виде рулонов.
Помимо этих форм имеются еще:
- абразивная сетка;
- абразивные круги;
- шлифовальные ленты.
Форма может быть предназначена для установки в конкретный механизм по обработке деталей и иметь специфический вид.
Разновидности наждачки по методу изготовления
Существуют различные методы нанесения абразивного порошка на основу. Самые распространение из них — это механический и электростатический.
Купершлак (абразивный порошок)
При механическом методе нанесения частицы абразива свободно падают на смазанную клеем основу, а излишки порошка удаляются и подлежат повторному использованию. Этот метод чаше используют для производства наждачки большой зернистости.
Электростатический метод нанесения абразивного порошка
В случае электростатического метода частицы абразива и лента основы подвергаются электризации с противоположной полярностью. По законам физики разноименные заряды притягиваются, и частицы абразивного порошка прилипают к основе.
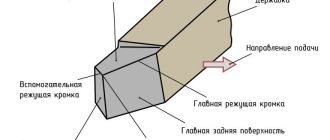
Острение цикли
Во время работы, особенно с плотными сортами древесины, цикля довольно быстро тупится. Для ее заточки используют специальные бруски 20*60 миллиметров, в которых циклю и зажимают в тисках. Напильником проводят попеременно от себя и к себе, затачивая циклю под нужным углом.
Важно обеспечить правильный поперечный профиль цикли — середина должна плавно возвышаться над краями приблизительно на полмиллиметра.
Заточить циклю модно и на оселке — этот способ требует отработанного навыка, твердой руки и хорошего глазомера.