Содержание
- Основные особенности электродов МР-3
- Технические характеристики электродов
- Преимущества электродов
- Особенности сварки электродами
- Применение электродов для сварки
- Каталог электродов для сварки
Электроды для сварки МР-3 для ручной дуговой сварки являются одними из самых востребованных на современном рынке. В списке ответственных конструкций, которые ими варят – трубопроводы и трубная арматура, котлы и цистерны, практически весь спектр подъемно-транспортного оборудования. Широко используются они и в быту, не вызывая особых трудностей в работе для непрофессиональных сварщиков.
Обозначение
Буква «Э» свидетельствует о том, что речь идет об электродах, предназначенных для дуговой сварки ручным методом. Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 — это марка обозначаемых электродов. «ЛЮКС» — торговое название, которое присваивает своей продукции производитель.
Далее следует диаметр поперечного сечения электрода. Буква «У» показывает, что сварке этими электродами подлежат низколегированные стали с небольшим содержанием углерода. Следующая буква «Д» означает, что электрод имеет толстое покрытие. Буква «Е» относится к обозначению плавящихся электродов, имеющих покрытие, согласно международной классификации.
Число «43» — это значение сопротивления разрыву уже после окончания сварочного процесса. «0» означает, что относительное удлинение не превышает 18 процентов. (3) относится к значению ударной вязкости наплавленного металла.
Буквы «РЦ» расшифровываются как рутилово-целлюлозное покрытие. Одна буква «Р» будет означать, что покрытие чисто рутиловое. Последние две цифры «11» свидетельствуют о том, что сварку этими электродами можно осуществлять во всех положениях, исключая движение электрода сверху вниз. Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
Основные особенности МР-3
Электроды для сварки МР-3 предназначены для соединения деталей преимущественно из низкоуглеродистых (с содержанием С до 0,25%) и низколегированных сталей. Временное сопротивление таких сталей разрыву не превышает 50 кгс/мм², то есть, предел прочности составляет 490 МПа. На изготовление стержней идет проволока Св-08, диапазон диаметров варьируется от 2 до 6 мм. Производство электродов для сварки регламентируется государственным стандартом 9466 и ГОСТ 9467.
Изделия имеют рутиловое покрытие (диоксид титана), благодаря чему обеспечен мгновенный первый и повторный поджиг, а сварочная ванна надежно защищена от вредного воздействия азота и кислорода. Основные характеристики продукции указываются в маркировке, например: Э46-МР-3-4-УД2, где
- Э-46 – тип, к которому относится электрод;
- МР-3 – марка изделия (Р – рутиловое покрытие);
- 4 – диаметр стержня;
- У – состав свариваемого металла (углеродистые стали);
- Д2 – покрытие толстое, второй группы.
Длина электрода МР-3 зависит от диаметра: при d=2…3 мм она составляет 350 мм, при d=4… 6 мм – 450 мм. Варить можно детали толщиной от 3 до 20 мм.
Конструкция и материал изготовления
В центре изделия находится стержень из сварочной проволоки Св -08, он покрыт обмазкой на основе рутила. В него добавлены в качестве присадок алюмосиликат либо карбонат. Присадки повышают вязкость металла наплавки, предохраняют от появления трещин и пор в материале шва.
Имеют такие электроды 3 модификации: собственно МР 3, МР 3с и МР 3м. В обмазку стержней марки МР-3м добавлен ильменит, а в обмазку электродов марки МР-3с – добавки для повышения степени ионизации. В чем между ними разница: по основным физико-механическим характеристикам разницы между всеми тремя моделями практически нет. Различия проявляются в ходе работы: МР-3с благодаря ионизирующим присадкам в обмазке позволяет проводить легкий розжиг дуги на бытовых сварочных инверторах малой мощности.
У них также снижен объем выделяемых в атмосферу вредных веществ, прежде всего: марганца. С таким составом проще получить однородный шов на сварочных аппаратах малой мощности.
Диаметр проволоки находится в диапазоне 2-6 мм, а длина- от 30 до 45 см. По нему определяется и диаметр электрода, указанный в маркировке.
Если стержни хранились на сухом складе в заводской упаковке, в их дополнительном прокаливании нет нужды. Однако, если по каким –либо причинам влажность обмазки превысит 1,5 %- потребуется прокаливание от 40 до 60 минут при температуре около 170оС. Работать влажными электродами недопустимо: обмазка теряет свои свойства, и вряд ли получится прочный и долговечный шов.
Обмазка делается на основе рутила, или диоксида титана в состоянии порошка. Он смешивается со связующим, и стрежни окунают в получившуюся массу. Концы стержня на 20 мм не покрывают обмазкой: один из них будет зажат в держателе, а другой используют, чтобы разжечь электрическую дугу. Далее обмазанные электроды просушивают при высокой температуре.
Готовые изделия после просушки окрашивают в синий цвет и наносят на покрытие маркировку. Расшифровка МР-3 означает:
- М – рутиловое покрытие;
- Р – высокое качество шва;
- 3- номер модели в модельном ряду производителя
В состав материала стержня, кроме железа, входят присадки в следующих процентных долях:
- Марганец 0,66;
- Кремний 0,1;
- Углерод 0,1;
- Фосфор 0,03;
- Сера 0,019.
Готовые изделия пакуют в коробки, герметизируемые полимерной пленкой для сохранения низкого уровня влажности. Допускается отгрузка в картонных коробках и в пачках из технической бумаги.
Преимущества МР-3
Сварка электродами МР-3 с рутиловой обмазкой считается наиболее экологичной и безопасной с точки зрения выделения в воздух токсичных соединений, поэтому выполнять работы можно в закрытых, слабо проветриваемых помещениях. В ряду других плюсов:
- хороший первый и повторный поджиг;
- стабильное горение электродуги (дуга – средняя, короткая или предельно короткая);
- беспрепятственное отделение шлаковой корки;
- низкий процент разбрызгиваемого металла;
- возможность варить детали большой толщины;
- качественный, прочный, стойкий к межкристаллитной коррозии шов.
Как и любые другие, электроды с рутиловым покрытием марки МР-3 должны храниться в сухом помещении при температуре не ниже +15 °C. Допустимое содержание влаги в покрытии составляет 1%. При превышении этого показателя электроду требуется прокаливание в течение часа при температуре 150-180 °C.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Особенности сварки МР-3
Сваривать детали можно как переменным, так и постоянным током обратной полярности. При использовании трансформатора необходимо, чтобы напряжение холостого хода составляло 65 (+/-5) Вольт. Сварка возможна как длинными, так и короткими швами.
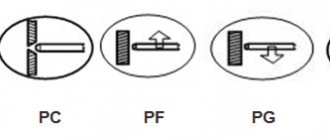
Для выполнения РДС допустимы любые пространственные положения за исключением вертикали на спуск.
- Стандартное нижнее (горизонтальное) положение. Таким образом варят детали больших и средних толщин. Диаметр электрода МР-3 при этом, как правило, не менее 6 мм. Стержень располагается под острым углом к плоскости шва в сторону направления сварки. Варят на средней и короткой дуге на повышенных токах.
- Сварка «в лодочку» – в нижнем положении свариваются угловые швы (углы 30 °, 45 °, 60 °), сварка производится на максимально короткой дуге вертикально расположенным стержнем. При «симметричной лодочке» (электрод условно разбивает прямой угол соединения на два по 45%) обычно варят на повышенных токах. «Несимметричная лодочка» подразумевает разделение стержнем угла на 60 ° и 30 °, в этом случае более вероятны наплывы и подрезы сварного шва.
Электродом этой марки также выполняют сварку горизонтального шва на вертикальной плоскости, вертикального шва – на подъем, а также шва в потолочном положении.
Еще раз отметим, что стержень должен находиться под острым углом к поверхности, поскольку при другом положении возможно повышенное выделение шлака с попаданием его в сварочную ванну.
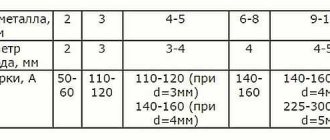
Рекомендуемые значения тока
Рабочий ток зависит от диаметра выбранного электрода и от сварочного положения. Рекомендации по выбору сведены в таблицу, сила тока дана в амперах
| Диаметр, мм | Вертикальный шов, сила тока | Нижнее положение, сила тока | Потолочное положение, сила тока |
| 3 | 90-110 | 100-140 | 100-120 |
| 4 | 140-180 | 160-220 | 140-180 |
| 5 | 150-200 | 180-260 | Не применяется |
| 6 | Не применяется | 300-360 | Не применяется |
Важно помнить, что это ориентировочные значения. Для конкретных деталей выполняется пробный шов, и сила тока подстраивается в зависимости от его результатов. Начинать следует с минимальных значений, поскольку рутиловые электроды не любят завышенных значений силы тока.
Если пробный шов демонстрирует недостаточный уровень провара, силу тока следует постепенно, шагами по 5 ампер, увеличивать до получения удовлетворительных результатов. При завышенных значениях рабочего тока повышается разбрызгиваемость металла, снижается стабильность дуги. На заготовках малой толщины возможно появление прожогов.
Применение электродов МР-3
Электроды позволяют варить детали механизмов и конструкций самого широкого спектра оборудования.
- Станы различного типа (листопрокатные, сортопрокатные, обжимные и т. д.).
- Краны, лифты, конвейеры, эскалаторы, лебедки и другое подъемно-транспортное оборудование.
- Газовые, нефтяные трубопроводы, резервуары для хранения нефти.
- Контейнеры, цистерны для перевозки опасных грузов.
- Паровые котлы и другое котельное оборудование.
Также электродами осуществляется сварка металлических строительных конструкций, включая арматуру и другие закладные элементы для ЖБИ.
Ведущие отечественные производители
На рынке расходных сварочных материалов встречается продукция различного качества, к сожалению, не всегда самого лучшего. Чтобы не столкнуться с проблемами, приобретать электроды рекомендуется, выпущенные только производителями, являющимися общепризнанными лидерами в данном сегменте промышленности. Назовем лишь некоторые бренды.
- Прежде всего – это Магнитогорский Электродный Завод (сокращенно MЭЗ). Высококвалифицированные сотрудники входящей в его структуру специализированной лаборатории разработали марку «MP-3 Люкс». Эти изделия отличают улучшенные технические характеристики по отношению к металлу сформированного шва. Они успешно прошли аттестацию экспертами HAKC для применения в технических устройствах следующих групп: CK, ПTO, OXHBП, OTOГ, HГДO, MO, KO, ГДO и ГO.
- Также не возникают претензии к электродам марки MP-3, выпускаемым на производственных мощностях Лосиноостровского электродного завода, функционирующего в Москве. Узнаваемость этой продукции обеспечивает тёмно-сине-белая расцветка фирменной упаковки.
- В число ведущих отечественных производителей входит Завод Сварочных Материалов из города Судиславль, (сокращенно CЗCM), работающий в Костромской обл. РФ. О высоком качестве изготавливаемых им электродов марки MP-3 говорит факт их поставок такому промышленному гиганту, как «Норильский никель» и некоторым другим компаниям такого же профиля деятельности. На коробках с этими изделиями в обязательном порядке присутствует логотип CЗCM.
Из зарубежных предприятий, специализирующихся на производстве сварочных расходников, стоит выделить шведскую компанию ЕSАВ со штаб-квартирой в Гетеборге. Основана она была в 1904 году и по праву считается сегодня лидером мирового рынка электродов.
Преимущества и недостатки
Преимущества марки МР в основном связаны с применением рутилового покрытия.
- При сварке переменным током стабильность дуги такая же, как и при сварке постоянным.
- Легкость в поджигании дуги. Повторное поджигание не заставит напрягаться сварщика. Электроды МР подходят как для сварки, так и для прихватки.
- Процент разбрызгивания крайне низок. Он приближается к такому же показателю при сварке в инертном газе.
- Рутиловое покрытие исключает попадание в него шлака и различных окислов. Шов получается ровным, без видимых переходов, хорошего товарного вида.
- Обмазка рутилом обеспечивает шву хорошую ударную вязкость и высокую усталостную прочность.
- На свойство шва не оказывает влияние мокрая поверхность свариваемых материалов.
- Наличие ржавчины и других загрязнений не является препятствием к производству сварочных работ. Возможно производить сварку поверхностей покрытых грунтовкой малой толщины.
- Возможно выполнять качественную сварку электродами, диаметр которых больше чем рекомендуется.
- Кратковременное изменение длины дуги не оказывает влияние на качество шва.
- Выделяемые при сварке рутиловыми электродами газы не токсичны.
Недостатки, которых немного и они с большой долей условности.
- Повышенная жидкотекучесть сварочной ванны не дает возможности получить качественный шов в вертикальном пространственном положении с направлением «сверху-вниз»
- Повышенный расход присадочного материала по сравнению с другими подобными сварочными материалами.
- Высокие требования к установке сварочного тока — отклонения будут способствовать образованию пор.
- При проведении сварочных работ стержень следует удерживать под острым углом. Сварка под прямым углом будет способствовать образованию большого количества шлака и неизбежным его попаданием в зону шва.