Возможно ли починить сварочный аппарат своими силами? Для этого требуется знание характерных для определенного вида устройств неисправностей и имеющихся вариантов их ликвидации. Далее поговорим об особенностях ремонта сварочного полуавтомата своими руками, который в условиях современности получил широкое применение.
Сварочный полуавтомат – это электротехнический аппарат, предназначенный для сварочного процесса с применением электрода.
Конструктивно сварочный полуавтомат оснащен электроникой с высокими частотами. Последняя имеет свойство не только увеличивать работоспособность агрегатов, но и часто показывать свой «капризный» характер.
Ремонт сварочной горелки для полуавтомата своими руками
Выход на рынок компактных аппаратов для полуавтоматической сварки и их высокая популярность поспособствовали расширению применения сварки практически во всех сферах жизни человека. Так, при помощи полуавтоматической осуществляются различные кузовные ремонты автомобилей. Сварка используется также в промышленном или же частном строительстве. С их применением производят различные металлоконструкции.
В процессе работы с аппаратом некоторые комплектующие имеют свойство изнашиваться и приходят в негодность. Одна из таких комплектующих этого оборудования – рукав для сварочного полуавтомата. В процессе эксплуатации, элементы подвержены различным внешним факторам:
- Высокие температуры в процессе сварки.
- Капли расплавленного металла.
- Царапины.
- Различные перегибания.
Внутри рукава его направляющие истираются проволокой, которая подается к зоне сварки. Естественно, все эти воздействия неблагоприятно влияют на аппарат и выводят его из строя. Зачастую, рукав для сварочного полуавтомата ломается самым первым.
Современные производители сегодня предлагают два вида сварочных рукавов. Это может быть непосредственно рукав или же горелка. При этом внешний вид этих изделий ничем не отличается друг от друга. Оба эти наименования обозначают один и тот же аксессуар.
Так, сварочная горелка-рукав полуавтоматов состоит из трех основных элементов. Это непосредственно горелка, рукав, а также разъемы для их соединения. К сожалению, сейчас трудно найти в продаже рукава отдельно. Но можно приобрести почти все составные элементы конструкции или найти аналоги.
Диагностика и возможные неисправности
Все сварочные полуавтоматы снабжены инструкциями по эксплуатации и обслуживанию, где прописаны наиболее распространённые неисправности, их возможные причины и способы устранения. Поэтому рекомендуется сначала диагностировать дефектный аппарат с помощью этой инструкции.
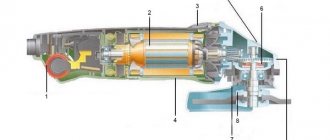
Владельцу и пользователю сварочного аппарата полуавтоматического типа должны быть известны основные составные части этого агрегата.
Их нужно знать хотя бы для того, чтобы уметь устранять самые элементарные поломки аппарата, например, заменить перегоревший предохранитель в плате управления. А не зная, где находится электронный блок, нельзя найти и предохранитель. Не стоит, конечно, везти из-за такой мелочи аппарат в сервис или вызывать мастера на дом.
Основные узлы полуавтомата для сварки:
- система электропитания;
- линия подачи присадочной проволоки;
- электронная плата управления агрегатом;
- источник газовый;
- горелка.
Сварщику необходимо знать не только устройство горелки, но также и принцип работы (и расположение) остальных компонентов сварочного аппарата.
Перечислим наиболее часто встречающиеся поломки полуавтоматов, которые происходят либо в механической части конструкции аппаратов, либо в электронной.
Механические
Нередко бывает, что сразу нельзя понять, что происходит со сварочным аппаратом и где начать искать причину. Например, он не включается вообще или включается, но не варит, а если варит, то дуга нестабильная. В таких случаях возможными причинами могут стать плохие контакты, причём как в соединениях подачи электричества к аппарату, так и в электрических устройствах в самом агрегате.
Возможна ситуация, при которой происходит внезапное отключение сварочного аппарата во время работы. Одной из вероятных причин такой неприятности является срабатывание защиты от короткого замыкания в электрических цепях сварочного оборудования.
Ещё одной частой неисправностью сварочных полуавтоматов является перегрев.
Причины здесь кроются либо в некачественных контактах, либо в настройках силы тока к процессу сварки (недопустимо высокой), либо в изношенных деталях. Если не регулируется величина сварочного тока, то причиной может являться попадание внутрь кожуха регулирующего механизма постороннего предмета, который мешает перемещению вторичных катушек регулятора. Кроме того, возможны износ винта регулятора либо короткое замыкание между его зажимами.
Отсутствие дуги в некоторых случаях также является результатом плохих контактов в кабелях и месте присоединения к свариваемой детали. Случаются проблемы с подачей присадочной проволоки: подача запаздывает или возникает сильное трение в канале подачи. Это может происходить при ослаблении прижимного механизма или нарушения его регулировки.
Все перечисленные выше неисправности в большинстве случаев нетрудно исправить самостоятельно, не прибегая к помощи специалистов.
Электронные
Самостоятельным ремонтом электронной платы системы управления и электрической схемы сварочного аппарата, не имея каких-либо основательных знаний в области электротехники и электроники, заниматься не рекомендуется ввиду сложности этих составляющих компонентов.
Но всё же знание того, каким образом производится диагностика электронной части агрегата с целью выявления неисправностей, будет полезно пользователю.
Проверку электроники рекомендуют производить по определенному алгоритму. Причём делать это нужно после того, как та или иная поломка не устранилась в результате проведённых диагностических и профилактических мероприятий в механической части агрегата.
- В первую очередь проверяются все предохранители, имеющиеся в системе.
- Демонтируется плата управления, визуально оценивается работоспособность деталей на ней (пайка, целостность, внешний вид и другие признаки).
- Если визуальный осмотр не дал результатов, следует проверить исправность деталей платы тестером, выпаивая каждую из них по очереди. После проверки исправная электронная деталь устанавливается на место, а тестирование продолжается далее.
Причины неисправностей сварочных полуавтоматов и способы их устранения
Таблица 1. -Характерные неисправности в работе сварочных полуавтоматов, вероятные причины их возникновения и способы устранения
| Наименования неисправностей дополнительные признаки | Вероятная причина возникновения неисправности | Способ устранения |
| При включении выключателя, расположенного на сварочной горелке, не зажигается дуга | — Отсутствие контактов в сварочной цепи | — Проверить надежность контактов и зачистить их |
| При сварке наблюдается неравномерная подача сварочной проволоки | — Недостаточный зажим сварочной проволоки в роликах привода механизма подачи. — Большой износ ведущего ролика — Заедание сварочной проволоки в канале или наконечнике сварочной горелки | — Отрегулировать давление прижимных роликов изменением поджатая пружины; — Заменить ведущий ролик; — Прочистить канал или наконечник: в случае чрезмерного износа заменить его новым |
| Прекращается подача защитного газа в горелку | — Перепутывание сварочной проволоки в кассете — Не срабатывает газовый клапан | — Распутать проволоку. — Проверить электрическую цепь газового клапана |
| Сварочная проволока образует петлю между подающими роликами и входным штуцером гибкого шланга | — Нарушена герметичность газового тракта — Большое расстояние между подающими роликами и входным штуцером гибкого шланга | — |Восстановить герметичностьгазового тракта — Максимально уменьшить расстояние |
| Сопло и цанговый зажим сварочной горелки находятся под напряжением | — Нарушена изоляция между горелкой и соплом попали брызги. | — Восстановить изоляцию удалить брызги металла. |
| Не регулируется скорость подачи сварочной проволоки при изменении сопротивления потенциометром | — Неисправен потенциометр. — Нет обратной связи по напряжению в блоке привода | — Заменить потенциометр — Проверить качествопаек в блоке привода |
| При нормально работающем двигателе подачи сварочной проволоки периодически обрывается дуга. | — Малая скорость подачи сварочной проволоки. — Большая сила сварочного тока. | — Увеличить скорость подачи сварочной проволоки. — Уменьшить силу сварочного тока |
Контрольные вопросы и задания:
1.Укажите порядок работы на сварочном полуавтомате ПДГ-502У3
2.Перечислите технические характеристики сварочного полуавтомата ПДГ-502У3
3.Расшифруйте обозначение сварочного полуавтомата ПДГ-502У3
4.Объясните причину и способ ее устранения, если «при сварке наблюдается неравномерная подача сварочной проволоки»
ЛЕКЦИЯ № 19
План
1.Назначение, комплектность и функциональная блок-схема сварочного полуавтомата для сварки порошковой проволокой А-7652.Устройство и эксплуатационные особенности сварочного полуавтомата для сварки порошковой проволокой А-7653.Порядок работы на сварочном полуавтомате А-7654.Основные технические характеристики сварочных полуавтоматов
5.ТБ и пожарная безопасность при работе на сварочных полуавтоматах
Ключевые слова: сварка; дуговая сварка; сварочный полуавтомат; механизм подачи электродной проволоки; гибкий шланг; сопло; горелка, порошковая проволока.
Литература:
1. Голошубов В.И, Сварочные источники питания .-Киев, Аристей, 2005
2. Гуменюк.В., А.Ф. Иваськив, А.В. Гуменюк Технология электродуговой сварки – Киев: Грамота, 2007
3. Китаев A. M., Китаев Я.А. Справочная книга сварщика. — М.: Машиностроение
4. Шебеко Л.П. Оборудование и технология автоматического и механизированного сварки. М: Высшая школа,1986
1. Назначение, комплектность и функциональная блок-схема сварочного полуавтомата для сварки порошковой проволокой А-765
Сварочный полуавтомат А-765 В 4 (рис.1) предназначен для дуговой сварки и наплавки сплошной и порошковой проволокой.|..
Сварочный полуавтомат обеспечивает механизированную подачу проволоки в зону сварки, возможность сварки в труднодоступных местах и обслуживание значительной производственной площади при небольшом вспомогательном времени.
Комплектность сварочного полуавтомата А-765У4
В комплект сварочного полуавтомата входят:
— подающий механизм;
— набор шлангов;
— ручные горелки;
— источник питания (сварочный выпрямитель ВС-600 с отдельной шкафом управления);
— фигурка для сварочной проволоки;
— запасные части.
Рис.1- сварочный полуавтомат А-765:
1- подающий механизм,2- фигурка для электродной проволоки, 3- тележка|
Функциональная блок-схема сварочного полуавтомата для сварки порошковой проволокой А-765 представлена на рисунке 2.
Рис. 2 — Функциональная блок-схема сварочного полуавтомата
для сварки порошковой проволокой А-765
2 Устройство и эксплуатационные особенности сварочного полуавтомата для сварки порошковой проволокой А-765
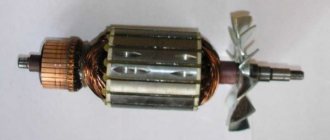
Подающий механизм, предназначенный для подачи сварочной проволоки в зону горения дуги. Подающий механизм приводится в действие асинхронным трехфазным электродвигателем напряжением 36 В. Кинематическая схема подающего механизма приведена на рис. 3.
Скорость подачи проволоки устанавливается с помощью сменных шестерен и не зависит от напряжения дуги. Порошковая проволока обладает малой жесткостью и может быть раздавлена подающими роликами при сильном их сжатии. Учитывая это, подачу сварочной проволоки осуществляют двумя парами роликов: верхними- гладкими и нижними — наборными с канавкой.
Все четыре ролика ведущие; это позволяет обеспечивать необходимое усилие проталкивания сварочной проволоки при небольшом усилии их прижима, вследствие чего уменьшается деформация порошковой проволоки подающими роликами.
Все ролики изолированы от корпуса подающего механизма, позволяющего устанавливать его непосредственно на свариваемый изделие.
Подающий механизм снабжен специальной струбциной для крепления его в наиболее удобных для сварки местах; кроме того, он симметричен и может подавать сварочную проволоку в двух направлениях в зависимости от того, с какой стороны присоединен горелка.
Горелка (рис. 4) служит для подачи сварочной проволоки в зону сварки и подвода сварочного тока. Проволока подается по направляющему каналу, а сварочный ток по отдельному каналу. Сварочная проволока укладывают на фигурку, укрепленную на тележке.
Рис.3- Кинематическая схема подающих механизма полуавтомата |А-765:
I — электродвигатель; 2 — червячная| |передача; 3 — подающие ролики; 4 -| переменные зубчатые|зубчасті| колес
Рис. 4 — Горелка полуавтомата А-765:
1 — мундштук; 2 — пусковая кнопка; 3 — рукоятка;
4 — токоподводящий кабель; 5 — гибкий шланг для сварочной проволоки
Основные составляющие сварочного аппарата и принцип сварки
Сварочный полуавтомат своими руками, схема которого не представляет особой сложности, состоит из нескольких основных элементов:
- источник питания;
- устройство с основной функцией – управление сварочным током;
- рукава;
- горелки;
- зажимы.
Источником питания может служить трансформатор, инвертор или выпрямитель. От того, какой источник питания выбран, зависит объем и цена сварочника. Лучшими называют инверторные источники питания.
Электрическая схема сварочного полуавтомата предусматривает, что тип сварки влияет на слаженность работы оборудования в целом.
Принцип работы аппарата заключается в перемещении и регулировке грелки, в контроле и отслеживании сварочного процесса.
Также схемы самодельных сварочных аппаратов предусматривают определенную последовательность работы. На начальном этапе проходит подготовительная продувка системы для дальнейшей подачи газа. Следующим запускается источник питания дуги. Потом подается проволока и начинается движение полуавтомата с определенной скоростью. По окончании процесса, необходимо обеспечить заварку кратера и защиту шва.
Нужно также учесть, что процесс сварки выполняется в специальном помещении с применением сварочного оборудования.
Сварка полуавтомат своими руками предусматривает обязательное соблюдение правил безопасности. Нужно проверить исправность всех механизмов, перепроверить заземлен ли корпус устройства. Во время сварки, нельзя облокачиваться или опираться на аппарат. Если с аппаратом возникли какие-то неполадки, следует немедленно прекратить работу и прибегнуть к помощи специалиста.
Изготовление полуавтомата
Часть элементов аппарата предстоит переделать, а другие нужно сделать с нуля. Некоторые из предстоящих работ отличаются высокой сложностью и требуют детального рассмотрения.
Трансформатор и плата управления
Трансформатор состоит из двух обмоток — первичной и вторичной. При этом они имеют разное количество витков проволоки. Сначала ток поступает на первичную обмотку и благодаря явлению индукции, напряжение на вторичной падает при одновременном увеличении силы тока. Для самодельного полуавтомата можно использовать готовый трансформатор, например, от микроволновой печи, но обязательно переделать.
Дело в том, что это устройство производит значительно большее напряжение, чем необходимо для сварки. Чтобы агрегат работал хорошо, необходимо провести расчет трансформатора для сварочного полуавтомата. Изменения будут вноситься во вторичную обмотку и сначала необходимо удалить старую. Толщина проволоки и количество витков зависят от переделываемого трансформатора, и назвать сейчас их точные значения не представляется возможным. Когда будет сделано нужное количество витков, обмотка покрывается специальным токоизолирующим составом.
Кроме этого, потребуется и плата управления, на которой должны находиться следующие элементы:
- Трансформатор гальванической развязки, также называемый задающим генератором.
- Узел управления реле.
- Блоки обратной связи.
- Механизм термозащиты.
Кроме этого желательно собрать регулятор тока для сварочного аппарата своими руками, чтобы расширить функционал агрегата. Для этого можно использовать схемы на транзисторах. Когда все работы будут завершены, остается соединить блок управления с силовой частью аппарата и подключить его к электросети. После этого к выходам изделия подключается осциллограф.
С его помощью проверяется частота электроимпульсов, которая должна находиться в пределах 40−50 кГц.
Изменяя входное напряжение, необходимо настроить аппарат так, чтобы между импульсами сохранялся временной отрезок длительностью в 15 мкс. Когда напряжение будет подобрано, агрегат можно считать готовым к работе.
Корпус и система охлаждения
Для размещения всех элементов агрегата необходимо подыскать для него корпус. Оптимальным решением здесь будет изготовление короба из листового металла. Сначала следует установить трансформаторы, а затем соединить их обмотки. Следует заметить, что первичные катушки необходимо подключать параллельно, а вторичные — последовательно.
Стоит уделить внимание и системе охлаждения полуавтомата, ведь во время работы инвертор будет достаточно сильно греться. Для решения поставленной задачи можно использовать вентиляторы от системного блока ПК. Их необходимо установить с двух сторон корпуса напротив инвертора.
Не стоит забывать, что теплый воздух должен быстро удаляться из корпуса и для этого на стенках корпуса следует просверлить десять или даже больше отверстий.
Механизм подачи
Если под рукой не оказалось устройства от старого агрегата, его можно полностью изготовить самостоятельно. Для этого потребуется два подшипника типоразмера 6202 и электродвигатель небольших размеров, например, от автомобильных дворников. При подключении механизма подачи к схеме сварочного агрегата необходимо убедиться, что вращение электромотора осуществляется в правильном направлении.
На вал двигателя устанавливается ролик диаметром в 25 мм. Подшипники крепятся на двух пластинах, между которыми и должен быть закреплен электромотор с роликом. Собирается весь механизм подачи на текстолитовой пластине толщиной в 5 мм. Катушка с проволокой крепится на валике, закрепленном на текстолитовой пластине. Следует обратить внимание, что бобина должна сидеть на валу максимально плотно.
Если при сборке конструкции не были допущены ошибки, то самодельный агрегат будет работать долго и надежно.
Полезные советы Схемы для подключения Принципы работы устройств Главные понятия Счетчики от Энергомера Меры предосторожности Лампы накаливания Видеоинструкции для мастера Проверка мультиметром
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ.
Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Основные неисправности сварочного полуавтомата Луч Профи
24.08.2015
Сварочные полуавтоматы Луч Профи прочно закрепились на украинском рынке современного сварочного оборудования. Но, не смотря на их надежность и практичность, как у каждой сложной техники, у них проявляются мелкие неполадки, которые владелец может успешно устранить самостоятельно.
В данной статье мы приведем основные неполадки сварочных полуавтоматов Луч Профи и методы их устранения.
Первая неполадка случается достаточно редко. Видимые признаки – табло и индикаторы не светятся, вентилятор не крутится. Первая причина элементарна – нет напряжения в питающей электрической сети. Убедившись в наличии напряжения в сети необходимо удостовериться в целостности главного предохранителя. В случае если предохранитель цел, вероятная причина – выход из строя защитных цепей. Для решения данной проблемы Вам придется обратиться в сервисный центр.
Вторая неполадка более опасна для здоровья и жизни сварщика. При работе корпуса сварочного полуавтомата идет дым, явно чувствуется запах горелого. В этом случае нужно срочно отключить аппарат от электрической сети и обратиться в сервисный центр.
Достаточно часто при работе при касании к корпусу сварочного полуавтомата Луч Профи чувствуется удар электрического тока небольшой величины. В этом случае необходимо произвести надежность заземления аппарата.
Следующая неполадка – при работе в полуавтоматическом режиме не происходит подача проволоки при нажатии кнопки на горелке аппарата. Одной из наиболее вероятной причиной является неправильная установка катушки и заправка проволоки в подающий механизм полуавтомата. В этом случае необходимо проверить правильность заправки и при необходимости устранить ошибки.
Одной из причин может быть окисление контактов быстросъемного разъема KZ-2 для подключения горелки. В этом случае необходимо отсоединить разъем и промыть контакты спиртом. Причины из-за которых появляется необходимость обращения в сервисный центр по ремонту полуавтоматов Луч Профи – поломка кнопки на сварочной горелке и выход из строя электрической части полуавтомата, ответственной за управление подачей проволоки и работе в полуавтоматическом режиме.
При работе сварочным полуавтоматом Луч Профи, редко, но случается выход из строя световых индикаторов на лицевой панели. Для их замены необходимо Ваше обращение в сервисный центр Луч Профи.
В случае, если у Вас при включенном аппарате не происходит поджиг сварочной дуги необходимо проверить качество контактов в байонетных соединения и при необходимости зачистить их и обезжирить с помощью спирта.
Если дуга все-таки зажглась, но электрод при работе моментально прилипает к свариваемой металлоконструкции необходимо в первую очередь несколько увеличить сварочный ток. Если регулировка сварочного тока находится на максимуме – то вероятная причина: пониженное питающее напряжение электрической сети. В этом случае Вам придется использовать специализированные стабилизаторы напряжения и генераторы для сварочного оборудования.
Главной причиной частого погасания дуги в процессе сварки является критически большое расстояние между электродом и свариваемой деталью. В этом случае необходимо его несколько уменьшить до появления устойчивого горения.
Стоит отметить, что данное руководство по устранению неисправностей может быть применено к сварочному полуавтомату Shyuan и другим подобным, выполненным по инверторной технологии.
Продолжение руководства по устранению неисправностей полуавтомата Луч Профи читайте по этой ссылке.
www.allteh.com.ua
Подготовка трансформатора
Свое внимание необходимо уделить подающему механизму. При помощи данного устройства должна происходить подача электродной проволоки. Из-за того, что данный механизм ломается чаще всего, следует сделать качественные расчеты. Важно учесть, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. При этом происходит сильное повреждение изделия. Но если ток очень слабый, то сделать полноценный агрегат не получится. Полученный сварной шов будет ненадежен. Поэтому на данном этапе подготовки необходимо правильно выполнить все расчеты.
Конструкция агрегата
Принцип работы инверторного устройства достаточно прост: ток поступает в выпрямитель, после чего специальный фильтр сглаживает его пульсирующее напряжение. В результате на выходе можно получить постоянный ток, который с помощью транзисторов снова конвертируется в переменный, но его частота при этом составляет не 50 Гц, а от 20 и выше.
Все это позволяет самодельным сварочным полуавтоматам конкурировать с другими видами сварочного оборудования. Однако их ремонт зачастую становится трудным делом из-за наличия нескольких сложных схем и в такой ситуации без знаний в области электроники не обойтись. Так как в инверторном полуавтоматическом агрегате не нужно использовать частотные преобразователи ЭДС, они получаются легкими и имеют небольшие габариты.
Как почистить силовые элементы?
Отсек, где находится электрооборудование, стоит чистить при помощи сжатого воздуха. Но очень важно проявлять максимальную осторожность во избежание повреждения электронных блоков и схем.
Если же пыль после чистки продувочным пистолетом и грязь, все равно осталась на поверхностях, нужно воспользоваться кисточкой, желательно капроновой. И в завершение снова произвести продувку. Грязь и пыль должна быть ликвидирована полностью.
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Подробный алгоритм переделки
Данный способ переделки достаточно сложный для рядового пользователя. Однако домашнему умельцу, который любит собирать инструмент своими руками и разбирается в электросхемах, он вполне подойдет.
Необходимые материалы и инструменты
Для сборки агрегата понадобятся следующие элементы:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят газопровод, направляющая для проволоки, силовой кабель и электрический управляющий кабель;
- механизм для равномерной автоматической подачи проволоки;
- модуль управления, а также контролер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (углекислотой);
- электромагнитный клапан для отсекания газа;
- катушка с электродной проволокой.
Чтобы собрать самодельный полуавтомат из сварочного инвертора, последний должен вырабатывать сварочный ток не менее 150 А. Но его придется немного модернизировать, поскольку вольтамперные характеристики (ВАХ) инвертора не подходят для сварки электродной проволокой в среде защитного газа.