С давних пор при сборке ящиков, дверей, окон и других рамных конструкций используется соединение «в шип». Чтобы точно и быстро получить такие непростые элементы в деревянных конструкциях, применяется шипорезный станок по дереву.
Данное оборудование используется как в предпринимательской деятельности, так и в широкомасштабном производстве. Оно незаменимо при изготовлении мебели, а также в домостроении и на предприятиях, занимающихся деревообработкой.
Виды шипорезных станков
Станок шипорез является разновидностью деревообрабатывающих станков. На рынке встречаются образцы как импортного, так и отечественного производства. Фиксирующие элементы на нем могут обрабатываться для последующего соединения изделий под углом, а также и для их сращивания (применяются фальцы типа «ласточкин хвост»).
Станки для фрезерования шипов по назначению делят на рамные аппараты и ящичные.
При этом рамные агрегаты бывают:
- односторонние . За один проход обрабатываются шипы на одной стороне заготовки;
- двухсторонние автоматизированные . Устройство шипорезного станка предусматривает размещение суппортов на двух колоннах и, соответственно, обработку заготовки с обеих сторон.
Естественно, производительность двухсторонних шипорезных станков значительно выше, чем их аналогов. Различают несколько видов агрегатов, которые выделяются по длине, при этом они бывают 2, 2,5, и 3 метра.
Режущим инструментом для них являются пилы для торцевания и фрезы (дисковые и концевые) для обработки прямых шипов, проушин на рамах и каркасах разных конструкций из дерева.
Формирование шипов ящичных и типа «ласточкин хвост» делают на специализированных станках, в основном в широкомасштабном и серийном производстве. При этом различают два вида фиксации «ласточкин хвост»: с закругленными и острыми углами.
Первую категорию изготавливают на многошпиндельных шипорезных аппаратах. Такие фигурные выступы обрабатываются одновременно на сопрягаемых поверхностях модульными фрезами. Именно такое соединение дает гарантию долговечности и надежности фиксирующего узла.
При изготовлении наиболее сложных овальных шпеньков (небольших шипов) и с круглой формой применяются автоматические шипорезные станки с числовым программным управлением.
Изготовление оснастки для ящичного соединения
Данное изделие, позволяет по одному за проход фрезеровать пазы ящичного соединения на фрезерном столе. В нашем случае — это просто дополнительная доска, привернутая на угловом упоре и имеющая ключ, при помощи которого будем определять точный интервал между пазами.
простая приспособа для изготовления ящичного соединения
Установите прямую фрезу диаметром необходимой ширины пазов; установите фрезер в стол. Выставьте глубину фрезерования, равной толщине имеющейся доски, и отфрезеруйте в ней паз. После этого отвинтите доску от углового упора и передвиньте ее так, чтобы промежуток между пазом и фрезой равнялся ширине фрезы.
Снова отфрезеруйте в доске паз, уже второй (справа). Выпилите из дерева ключ, чтобы он точно вошел в первый паз, и посадите его на клей, таким образом, он будет находиться приблизительно в 25 мм от паза на дополнительной доске.
Фрезерование пазов в первой заготовке
Установите заготовку лицевой поверхностью к дополнительной доске углового упора, прижав один ее край к ключу. Включите фрезер и, крепко удерживая заготовку на упоре, продвигайте ее на фрезу, фрезеруя первый паз. У
Технические характеристики
Функции оператора при работе на автоматическом станке сводятся к загрузке и переворачиванию заготовок, запуску либо остановке цикла. Важными показателями шипорезных агрегатов являются:
- наибольший размер шпенька;
- наименьшая толщина;
- высота паза;
- ширина;
- максимальный размер заготовки;
- обороты шпинделя;
- мощность двигателя.
Кроме характеристики для классификации станка, указываются параметры режущего инструмента: диаметр пилы, вид и размер фрезы.
Часто на больших поточных линиях такое оборудование устанавливается к потолку. Станки дополнительно фиксируются прижимными устройствами, где заготовки обрабатываются подрезными пилами с последующим формированием шипов на фрезерных суппортах.
Подача регулируется плавно за счет вариатора. Для создания качественной поверхности сопрягаемых элементов скорость шпинделя должна быть около 700 об/мин.
Создание шипов на брусках и досках
Обработка выполняется при помощи следующей последовательности действий:
- Деталь, подвергаемая обработке, устанавливается на плоскости с нижней стороны.
- Край детали, где происходит формирование шипа, вмещают вырезы у направляющих вверху. Конструкция движется внутрь, пока не упрётся в конец.
- Элемент подвижного типа должен фиксироваться, с сохранением определённого положения.
- Применяем клиновой инструмент, чтобы соединить друг с другом направляющие и плоскость, расположенные вверху.
- Соединение ручного фрезера с верхними направляющими.
- При помощи фрезерного инструмента на домашнем фрезерном столе производится снятие древесины у одной стороны.
- Когда обработана первая сторона заготовки, начинают вторую.
Принцип работы
При образовании шпеньков, как правило, применяется процедура пиления и фрезерования. Для получения поверхностей шипового соединения используется соответствующий режущий инструмент.
Внимание! Какой бы формы шипы ни были, первоначальной операцией является торцевание заготовки.
Для наиболее распространенных моделей, применяющих при обработке фрезерование, станки оснащаются четырьмя шпинделями – тремя фрезерными и одним пильным. Загружаться на стол каретки могут одна или несколько заготовок, при этом они выставляются кромкой по линейке, а торцом – по упорной планке.
Шип образуется в результате торцевого фрезерования. Во время выхода режущего инструмента могут появляться сколы на краях, поэтому для их предотвращения на линейке смонтирован подпорный брусок, а также в некоторых станках предусмотрено нанесение клея на обрабатываемую поверхность.
После включения механизма подачи изделие автоматически фиксируется за счет бокового и верхнего гидравлических зажимов. Каретка с заготовкой начинает движение с определенной скоростью по двум направляющим относительно режущих инструментов.
При этом во время хода каретки на конструкции образуется шип нужной конфигурации, затем устройство, дойдя до упора (концевого выключателя), возвращается на исходную позицию. Здесь происходит замена готового изделия на заготовку, и цикл вновь повторяется.
В случае если станок двухсторонний, процесс формирования шипов происходит с двух сторон заготовки.
Оплата Онлайн.
Вы можете выполнить оплату счёта по указанным в нём реквизитам через ваш личный кабинет на сайте вашего банка или через мобильное приложение вашего банка. Для оплаты перейдите на сайт (например: Сбербанк Онлайн. ) На странице «Платежи и переводы» кликните по ссылке «Перевод организации» (примечание: в мобильном приложении банка этот пункт меню называется «Оплата по реквизитам»). Заполните реквизиты получателя платежа (см. предыдущий пункт). Внимание:
- Поле «Номер счета» соответствует расчетному счету;
- В блоке «Банк получателя» выберите из справочника наименование банка, в котором открыт счет получателя. Для того, чтобы воспользоваться справочником, нажмите на ссылку «Выбрать из справочника». В открывшемся окне установите флажок напротив нужного банка и нажмите на кнопку «Выбрать». В результате поле «БИК» заполнится автоматически.
- В поле «Назначение платежа» (если потребуется) впишите в него номер заказа. Он присваивается после успешного оформления заказа. Проверьте введенные данные и подтвердите операцию одноразовым паролем. После этого платеж поступит в Сбербанк для обработки. Зачисление платежа на счет получателя происходит не позже следующего рабочего дня после совершения платежа.
- При заполнении поля ФИО — Вы должны ввести свои Фамилию, Имя и Отчество
- В поле адрес — Вы вводите свой адрес.
Самодельный шипорезный станок
Сегодня есть все возможности для предпринимательской деятельности, при этом многие занимаются изготовлением мебели, деревянных дверей и окон, где без соединительных шипов при сборке изделия не обойтись. И поскольку шипорезные станки стоят недешево, на первых порах для получения фиксирующих элементов вполне подойдет самодельный агрегат.
Его несложно изготовить своими силами, что сэкономит большие средства во время организации производства. Причем существуют разные варианты для изготовления таких станков, где базовым элементом может служить стационарный двигатель, болгарка, электролобзик и даже электрическая дрель.
Рассмотрим изготовление шипорезного станка своими руками на основе болгарки с расположением дисковой фрезы в горизонтальном положении.
Как и в заводском станке, здесь, кроме двигателя и режущего инструмента, существуют два комплектующих узла:
Станина должна быть прочной и устойчивой, поскольку это базовая часть агрегата, на которой установлены устройство для крепления заготовки и болгарка с фрезой. Эта составляющая часть шипорезного станка может различаться по конструкции и изготавливаться без чертежей. Например, ее можно сделать из металлических уголков, а на них зафиксировать лист ДСП.
Размер столешницы должен соответствовать предполагаемой заготовке. На ней также располагаются струбцины и контрольная линейка.
Направляющие станины должны быть строго перпендикулярны движению столешницы при фрезеровании соединительных элементов. От этого зависит качество соединения шипов и проушин.
Как работать с ящичными шаблонами.
Инструменты и приспособления для работа с ящичными шаблонами
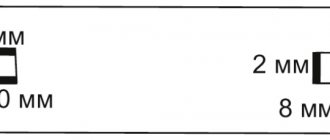
Для фрезерования шипов необходимы следующие инструменты и приспособления (рис. 1):
рис.1