материал предоставил СИДОРОВ Александр Владимирович
В процессе изготовления машин некоторые их детали соединяют между собой, при этом образуются неразъёмные или разъёмные соединения. []
Неразъёмными
называют соединения, которые невозможно разобрать без нарушения или повреждения деталей. К ним относятся заклёпочные, сварные, клеевые соединения, соединения, полученные пайкой, а также условно посадки с натягом.
Разъёмными
называют соединения, которые можно разбирать и вновь собирать без повреждения деталей. К разъёмным относятся резьбовые, шпоночные, шлицевые и другие соединения.
Сварные соединения
образуются путём местного нагрева деталей в зоне сварки. Наибольшее распространение получили электрические виды, основными из которых являются дуговая и контактная сварка.
Различают следующие разновидности дуговой сварки
:
- автоматическая сварка под флюсом (этот вид сварки высокопроизводителен и экономичен, даёт хорошее качество шва, применяется в крупносерийном и массовом производстве для конструкций с длинными швами);
- полуавтоматическая сварка под флюсом (применяется для конструкций с короткими прерывистыми швами);
- ручная сварка (применяется в тех случаях, когда другие виды дуговой сварки нерациональны, этот вид сварки малопроизводителен, качество шва зависит от квалификации сварщика).
Контактная сварка
применяется в серийном и массовом производстве для нахлёсточных соединений тонкого листового металла (точечная, шовная контактные сварки) или для стыковых соединений круглого и полосового металла (стыковая контактная сварка).
Достоинства сварных соединений
:
- невысокая стоимость соединения благодаря малой трудоёмкости сварки и простоте конструкции сварного шва;
- сравнительно небольшая масса конструкции (на 15-25% меньше массы клёпаной):
- из-за отсутствия отверстий под заклёпки требуется меньшая площадь свариваемых деталей;
- соединение деталей может выполняться без накладок;
- отсутствуют выступающие массивные головки заклёпок;
Недостатки сварных соединений
:
- прочность сварного шва зависит от квалификации сварщика (устраняется применением автоматической сварки);
- коробление деталей из-за неравномерности нагрева в процессе сварки;
- недостаточная надёжность при значительных вибрационных и ударных нагрузках.
Соединения с натягом
осуществляются подбором соответствующих посадок, в которых натяг создаётся необходимой разностью посадочных размеров насаживаемых одна на другую деталей. Взаимная неподвижность соединяемых деталей обеспечивается силами трения, возникающими на поверхности контакта деталей.
Соединения деталей с натягом условно относят к неразъёмным соединениям, хотя, особенно при закалённых поверхностях, они допускают разборку и новую сборку деталей. Для этого используют:
- механическое сопряжение;
- тепловые посадки;
- охлаждение охватываемой детали.
Достоинства соединений с натягом
:
- простота конструкции и хорошее базирование соединяемых деталей;
- большая нагрузочная способность.
Недостатки соединений с натягом
:
- сложность сборки и, особенно, разборки;
- рассеивание прочности соединения в связи с колебаниями действительных посадочных размеров в пределах допусков.
Резьбовые соединения
являются наиболее распространёнными разъёмными соединениями. Их образуют болты, винты, шпильки, гайки и другие детали, снабжённые резьбой.
Резьбы классифицируют
в зависимости от:
- формы поверхности, на которой образуется резьба: цилиндрические;
- конические;
- треугольные;
- правые (винтовая линия поднимается слева вверх направо);
- однозаходные;
- крепёжные (применяют в резьбовых соединениях; имеют треугольный профиль, который характеризуется большим трением, предохраняющим резьбу от самоотвинчивания, а также высокой прочностью и технологичностью);
Достоинства резьбовых соединений
:
- высокая нагрузочная способность и надёжность;
- наличие большой номенклатуры резьбовых деталей для различных условий работы;
- удобство сборки и разборки;
- малая стоимость, обусловленная стандартизацией и высокопроизводительными процессами изготовления.
Недостатки резьбовых соединений
:
- наличие большого количества концентраторов напряжений, которые снижают сопротивление усталости при переменных напряжениях.
Шпоночные соединения
состоят из вала, шпонки и ступицы охватывающей детали.
Шпонка
представляет собой брус, вставляемый в пазы вала и ступицы, для передачи вращающего момента между валом и охватывающей деталью.
Шпоночные соединения подразделяют
на:
- ненапряжённые (при сборке соединений в деталях не возникает предварительных напряжений): с призматическими шпонками (рабочие грани — боковые, не удерживают детали от осевого смещения вдоль вала) по форме торцов различают: со скруглёнными торцами (рисунок 1, исполнение 1);
- с плоскими торцами (рисунок 1, исполнение 2);
- с одним плоским, а другим скруглённым торцом (рисунок 1, исполнение 3);
- с клиновыми шпонками (имеют форму односкосных самотормозящих клиньев с уклоном 1:100, не требуют стопорения ступицы от продольного перемещения вдоль вала, хорошо воспринимают ударные и знакопеременные нагрузки) (рисунок 3);
Рисунок 1 — Соединения призматическими шпонками
Рисунок 2 — Соединение сегментной шпонкой: 1 — винт установочный; 2 — кольцо замковое пружинное
Рисунок 3 — Соединение клиновой шпонкой
Рисунок 4 — Соединение тангенциальными шпонками
Достоинства шпоночных соединений
:
- простота конструкции;
- сравнительная лёгкость монтажа и демонтажа.
Недостатки шпоночных соединений
:
- шпоночный паз ослабляет вал и ступицу охватывающей детали не только уменьшением сечения, но, главное, значительной концентрацией напряжений изгиба и кручения;
- трудоёмкость изготовления.
Шлицевые соединения
образуются выступами — зубьями на валу и соответствующими впадинами —
шлицами
в ступице охватывающей детали. Рабочими являются боковые стороны зубьев. Упрощенно шлицевые соединения можно рассматривать как многошпоночные.
Шлицевые соединения различают
:
- по характеру соединения: неподвижные (для закрепления охватывающей детали на валу);
- подвижные (допускают перемещение детали вдоль вала);
- по наружному диаметру (наиболее технологично);
- прямобочные (имеют постоянную толщину зубьев) (рисунок 5);
Рисунок 5 — Прямобочное шлицевое соединение
Рисунок 6 — Эвольвентное шлицевое соединение
Рисунок 7 — Треугольное шлицевое соединение
Достоинства шлицевых соединений
(по сравнению со шпоночными соединениями):
- обеспечивают лучшее базирование соединяемых деталей и более точное направление при осевом перемещении;
- уменьшается число деталей соединения (шлицевое соединение образуют две детали, шпоночное — три-четыре);
- при одинаковых габаритах допускают передачу больших вращающих моментов за счёт большей поверхности контакта;
- обеспечивается высокая надёжность при динамических и реверсивных нагрузках;
- вал зубьями ослабляется незначительно;
- уменьшается длина ступицы.
Недостатки шлицевых соединений
(по сравнению со шпоночными соединениями):
- более сложная технология изготовления;
- более высокая стоимость.
Классификация
Различные виды соединений можно поделить на две основные группы. Первая из которых по принципу действия:
- Подвижные. Детали могут производить движение относительно друг друга.
- Неподвижные. Обе части детали жестко закреплены между собой.
В свою очередь, каждый вид предыдущей классификации может осуществляться двумя способами соединения:
- Разъемное. Применяется, когда требуется периодическая замена деталей, сборка и разборка механизма в целом. Это следующие виды соединений: резьбовое (при помощи ходовых болтов), зубчатое, шпоночное и пр.
- Неразъемное. Такие соединения можно демонтировать только с помощью механического воздействия, при котором происходит разрушение сопряженных частей. Какие это виды соединений? Среди них — сварка, склейка, клепание, развальцовка, опрессовка, посадка с натягом, сшивание, кернение и т. д.
Итак, давайте рассмотрим подробнее основные виды соединений деталей.
Соединение с помощью пайки
Чтобы соединить провода таким способом, необходимо овладеть технологией пайки. В первую очередь необходимо зачистить провода, избавившись от ненужной изоляции, до характерного блеска. Следует сразу же сказать, что спаять алюминиевые провода не так просто, поэтому не стоит даже пытаться это сделать, не имея специальных материалов. Что касается меди, то она паяется без проблем. Чтобы пайка была качественной, зачищенные от изоляции концы проводов залуживаются. Для этого они нагреваются с помощью паяльника и прикладываются к канифоли. Канифоль обезжиривает место пайки и припой буквально обволакивает конец проводника тонкой пленкой. После этого концы проводов скручиваются с помощью пассатижей для надежности.
После этого можно приступать к процессу пайки, который является заключительным этапом. Можно считать, что осталось самое простое – нанести на место скрутки необходимое количество припоя с помощью разогретого паяльника.
После остывания, если этого требует технология, места пайки обрабатываются специальным составом, чтобы избавиться от излишней канифоли или флюса, после чего места соединения изолируются с помощью изоляционной ленты или другим способом.
Соединение проводов в распределительной коробке
Этот вариант имеет, как свои достоинства, так и свои недостатки. Пайка – это достаточно надежный способ соединения проводов, если по проводам не протекают повышенные токи, приводящие к нагреванию места соединения. Поскольку припой сам по себе мягкий сплав, а температура его плавления сравнительно низкая, то при периодическом нагревании места соединения припой как бы улетучивается, что приводит к ослаблению контакта. Если своевременно не обнаружить проблему, то это может привести к перегреву контакта и возгоранию изоляции. Нетрудно представить, какие последствия ожидают электрическую проводку, а заодно и помещение, в котором она проложена. Именно по этой причине электрики не пользуются подобным способом соединения, хотя существуют и другие негативные моменты.
К негативному фактору следует отнести слабую механическую прочность, хотя она зависит от того, насколько качественно и надежно скручены провода. Учитывая тот факт, что припой сравнительно мягкий, то без проблем, приложив усилие, место пайки можно ослабить, что и является тем негативным фактором. Как правило, опытные электрики не возьмут на себя ответственность, соединяя провода подобным способом, да и времени на этот процесс уходит немало.
Резьбовой метод
Старый и давно испытанный вариант крепления. Для него используются следующие элементы: болты, винты, шпильки, винтовые стяжки и прочие. Крепление осуществляется за счет резьбы на крепеже и в отверстии детали.
Спиральные выступы на стержне и в технологическом отверстии деталей называют резьбой. Рассмотрим основные крепежные изделия:
- Болт представляет собой резьбовой стержень, на одном конце которого находится крепежная головка. Ее форма бывает шестигранной, квадратной, круглой и т. д.
- Винт отличается от предыдущего изделия тем, что на головке располагается прорезь (шлиц) под отвертку. Он бывает шестигранным, прямым, крестовым и т. д. По типу головки изделия бывают потайными, цилиндрическими, полукруглыми, полупотайными.
- Шпилька – стержень с резьбой на обоих концах. В отличие от предыдущих вариантов не имеет головки.
- Установочная шпилька на одном конце имеет шлиц.
- Гайка – призма со сквозным отверстием или заглушенным с одной стороны.
К этим метизам выпускаются шайбы: плоская, пружинная, деформируемая. Такая фиксация применяется повсеместно.
Бесшурупная фурнитура
Основным удерживающим элементом при креплении бесшурупной фурнитуры является дюбельный элемент, отлитый заодно с ее корпусом. Дюбель имеет форму втулки с заостренными кольцевыми или полукольцевыми выступами.
Устанавливают фурнитуру методом запрессовывания дюбелей в заранее высверленные отверстия на специальном оборудовании. Бесшурупная фурнитура технологична. Обеспечивает достаточную прочность.
Гвозди строительные
Конструкция строительных гвоздей с плоской головкой соответствуют ГОСТу 4028-63 и приведена на рисунке 8.
Условное обозначение гвоздей с плоской головкой с диаметром стержня 1,2 мм и длиной 25 мм: гвозди П 1,2 × 25 ГОСТ 4028-63.
Скоба обивочная
Общий вид скоб приведен на рисунке 9.
Шурупы с полукруглой головкой (ГОСТ 1144-80)
Условное обозначение шурупа: шуруп 3 × 20 ГОСТ 1144-80. Общий вид шурупов приведен на рисунке 10.
| Рис. 8. Гвоздь строительный | Рис. 9. Скоба | Рис. 10. Шуруп |
Шурупы с шестигранной головкой (ГОСТ 11473-75)
Общий вид шурупов с шестигранной головкой приведен на рисунке 11. Условное обозначение: шуруп 4 × 50 ГОСТ 11473-75.
Шурупы с потайной головкой (ГОСТ 1145-80)
Общий вид шурупов с потайной головкой приведен на рисунке 12.
Условное обозначение: шуруп 3 × 20 ГОСТ 1145-80.
Болт с увеличенной полукруглой головкой и усом (ГОСТ 7801-81)
Общий вид болтов с увеличенной полукруглой головкой и усом приведен на рисунке 13. Условное обозначение: болт М6 × 40 ГОСТ 7801-81.
Шурупы с полупотайной головкой (ГОСТ 1146-80)
Размеры шурупов с полупотайной головкой приведены на рисунке 14. Условное обозначение: шуруп 3 × 20 ГОСТ 1146-80.
| Рис. 11. Шуруп с шестигранной головкой | Рис. 12. Шуруп с потайной головкой |
| Рис. 13. Болт с увеличенной полукруглой головкой и усом | Рис. 14. Шуруп с полупотайной головкой |
Болты с шестигранной головкой (ГОСТ 7798-70)
Основной вид болтов с шестигранной головкой приведен на рисунке 15. Условное обозначение: болт М 12 × 60 ГОСТ 7798-70.
Гайки шестигранные (ГОСТ 5927-70) представлены на рисунке 16. Условное обозначение: гайка М8 (ГОСТ 5927-70), где H – высота гайки; M – диаметр резьбы; S – размер под ключ.
Рис. 15. Болт с шестигранной головкой
| Рис. 16. Гайка шестигранная | Рис. 17. Шайба |
Шайбы (ГОСТ 11371-68)
Основной вид шайб приведен на рисунке 17.
Условное обозначение: шайба 12 (ГОСТ 11371-68).
Шпоночное
Шпонки фиксируют вал с деталями, которые передают вращение и колебание. Конструкция таких элементов может быть призматическая, клиновая, сегментная, тангенциальная. Такой крепеж образует следующие виды соединений:
- Ненапряженные осуществляются с помощью призматических сегментных шпонок. При сборке нет предварительного напряжения.
- Напряженные производятся тангенциальными и сегментными шпонками. При сборке появляется монтажное напряжение. Используются для сложных механизмов.
Пружинные клеммы
Быстрый монтаж электросетей иногда просто необходим. Например, провести временное освещение на балкон, террасу, беседку. Пружинные клеммы wago, отличный продукт для проведения подобных работ. Современный и конечно надёжный способ соединения проводов. Хотя на рынке электро фурнитур они недавно, проводить монтаж с помощью пружинных клемм быстро и что важно, удобно.
Прижимные клеммы Ваго
Основное отличие применения самих клеммных колодок ваго: соединять любые провода в электрических коробках ими удобнее, чем скруткой. Здесь для качественного монтажа применяется уникальный зажимной механизм, а не простой винт. Производители выпускают как одноразовые, так и многоразовые системы ваго.
- В обычном исполнении это изделие применяют для одноразового использования, при ремонтных работах в последующем его невозможно восстановить. Его удаляют, а вместо него ставят новый.
- Многоразовые клеммы wago стоят немного дороже, но с помощью их можно несколько раз разъединять собранные контакты, перемонтировав цепь под ваши нужды. Это ускоряет процесс ремонта или монтирования постоянных и временных сетей. Простой механизм рычажного типа даёт преимущество в том, что есть возможность осторожно, но качественно зафиксировать любой провод, не повредив или передавив.
С помощью ваго самому осуществить скрепление просто, необходимо зачистить изоляцию и вставить нужные жилы в монтажное отверстие. Зажать рычажком. Важно правильно рассчитать нагрузку на провода калькулятором онлайн.
Оценка системы зажимов wago: Уникальная возможность совмещения любых, алюминиевых, медных и других проводников. Присутствует вариант соединения многожильных кабелей одновременно (две и более).
Универсальные зажимы wago позволяют, не повреждая, фиксировать любой тонкий многожильный проводник. Ещё один плюс, компактный размер колодок.
Клеммы wago самозажимные
Отличное качество и долговечность. Колодка типа Ваго имеет технологическое отверстие, дающее доступ для отвёртки с индикатором напряжения. Работу любой линии электросети можно проверить в любой момент. Возможно, одним недостатком является — немалая стоимость самих клемм. Но такой вид соединения проводов, самый современный и быстрый.
Зубчатые (шлицевые) соединения
Крепление происходит за счет выступающих зубьев на валу и углубления под них в ступице.
Размеры закреплены стандартами. Этот способ используется для подвижных и неподвижных креплений.
Здесь выделяют три варианта фиксации по жесткости: легкая, средняя, высокая. Отличие состоит в количестве и высоте зубьев. Оно лежит в диапазоне 6-20 штук. Форма зубьев:
- Треугольные маловостребованы. Используются для небольших неподвижных валов и с малым вращательным моментом.
- Прямобочные. Центрируются по боковым граням, по внутреннему и наружному диаметру.
- Эвольвентные. Применяются для больших валов.
Где используются эти виды? Назначение соединений такого плана – передача вращающего момента. Наиболее известное применение – электроинструменты.
Мы рассмотрели разъемные крепления. Далее изучим основные виды соединений неразъемных.
В каждой машине существуют звенья, образованные путём соединения деталей. Разъёмными соединениями называют соединения, разборка которых происходит без нарушения целостности составных частей изделия. Разъёмные соединения могут быть как подвижными, так и неподвижными. Наиболее распространенными в машиностроении видами разъёмных соединений являются: резьбовые, шпоночные, шлицевые, клиновые, штифтовые и профильные. Более 60% разъёмных соединений в машиностроении приходится на резьбовые соединения.
Резьбовые соединения
Резьбовым называют разъёмное соединение составных частей изделия с применением детали, имеющей резьбу. Резьба представляет собой чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии. Телом вращения может быть цилиндр или круглое отверстие — цилиндрические резьбы. Иногда используется коническая резьба. Профиль резьбы соответствует определённому стандарту. Подробно классификацию резьб и изображение резьб на чертежах можно посмотреть здесь, а основные параметры различных резьб посмотреть здесь .
Виды резьбовых соединенийНазвание
| Изображение | Примечание |
| Болтовое соединение | Используется для скрепления деталей небольшой толщины. При обрыве резьбы легко заменяется. |
| Винтовое соединение | Винт может иметь любую головку. Резьба нарезается непосредственно в корпусе детали. Недостаток — резьба в корпусе может быть повреждена, что приводит к замене всего корпуса. |
| Соединение шпилькой | Затяжка осуществляется гайкой. Шпилька закручена в корпус. При обрыве резьбы в корпусе, нарезается новая резьба большего диаметра или, если это невозможно, то заменяется весь корпус. |
| Соединение шпилькой | Затяжка производится двумя гайками. При обрыве резьбы легко заменяется. |
Основные конструктивные формы головок болтов и винтов а) Шестигранная головка для затяжки гаечным ключом; б) Круглая головка со шлицом для затяжки отвёрткой; в) Потайная головка со шлицом для затяжки отвёрткой.
Крепежно-уплотняющие резьбы.
Их используют в резьбовых изделиях, предназначенных как для скрепления деталей, так и для создания герметичности. К ним относятся резьбы: трубная цилиндрическая, трубная коническая, коническая дюймовая, круглая дюймовая.
Обычно, такие резьбовые соединения используются для герметичного соединения металлических труб.
Две трубы соединяются при помощи цилиндрической муфты (фитинга). Муфта, в отверстии, имеет сквозную резьбу соответствующую резьбе на трубах. На одну трубу накручивается контргайка, а затем муфта. Затем в муфту вкручивается вторая труба, и наконец, муфта поджимается контргайкой. Для надёжного герметичного соединения труб, перед сборкой, следует витки резьбы обмотать паклей или специальной синтетической нитью. Можно для герметизации воспользоваться жидким герметиком, который застывает в резьбе, но такое соединение, в случае ремонта, разобрать будет очень сложно. Трубы большого диаметра соединяются при помощи фланцев.
Фланцы труб стягиваются между собой с помощью болтовых соединений.
Установочные винты и соединения.
Установочные винты применяют для фиксации положения деталей и предотвращения их сдвига.
а) С плоским торцом, используется для фиксации при малой толщине детали. б) Конический хвостовик. в) Ступенчатый хвостовик. Ступенчатый и конический хвостовики используются для крепления деталей имеющих предварительное засверливание. Пример использования установочного винта с коническим хвостовиком. Болты и соединения специального назначения.
| Фундаментные болты. Специальные крепёжные элементы, изготовленные в виде стержня с резьбой. Они служат в основном для крепления различного оборудования и строительных конструкций. Их применяют в местах, где необходимо прочное и надёжное крепление конструкций в бетонном, кирпичном, каменном или другом основании. Болт помещается в основание и заливается бетоном. ГОСТ 24379.1-80 |
| Рым-болт (болт нагруженный) — предназначен для захвата и перемещения машин и деталей при монтаже, разработке, погрузке и тому подобное. ГОСТ 4751-73 |
| Крюк с болтом нагруженным — предназначен для зацепления и перемещения различных грузов. |
Гайки
В разъёмных резьбовых соединениях болты и шпильки снабжены гайками. Гайки, в отверстиях имеют ту же резьбу, что и болты (тип, диаметр, шаг). Резьбовое отверстие в гайках определяется из таблиц. Для метрических резьб диаметр отверстия вычисляется по формуле D = d — p, где d — диаметр наружной резьбы (болта); p — шаг резьбы. Например, для гайки М14 с шагом 2 диаметр отверстия будет D = 14 — 2 = 12 мм. Наиболее распространены шестигранные гайки, которые затягиваются гаечными ключами.
а) Гайка с фаской; б) Проточная гайка; в) Гайки для нагруженных соединений; г) Прорезные гайки; д) Гайки для закручивания с небольшой силой затяжки без ключа.
Шайбы
Шайбы предназначены для увеличения опорной поверхности и предохранение деталей от задиров. Шайбы обычно имеют форму диска с отверстием в середине. Диаметр отверстия должен соответствовать диаметру болта.
Шайба подкладывается под головку болта, в случае затяжки болтом или под гайку, в случае затяжки гайкой. В вибронагруженных механизмах, для предотвращения самоотворачивания резьбовых соединений используются пружинистые разрезные шайбы (граверные шайбы).
Для расчёта нагрузок и выбора резьбы для нагруженных болтов удобно воспользоваться на сайте «Метизы».
Шпоночные соединения
Шпоночные соединения служат для закрепления на валу (или оси) вращающихся деталей (зубчатых колес, шкивов, муфт и т. п.), а также для передачи вращающего момента от вала к ступице детали или, наоборот, от ступицы к валу. Конструктивно, на валу делается паз, в который закладывается шпонка и затем на эту конструкцию надевается колесо, которое так же имеет шпоночный паз. В зависимости от назначения шпоночного соединения существуют шпонки разной формы: а) Призматическая шпонка с плоским торцом; б) Призматическая шпонка с плоским торцом и отверстиями для крепежных винтов; в) Шпонка со скруглённым торцом; г) Шпонка со скруглённым торцом и отверстиями для крепежных винтов; д) Сегментная шпонка; е) Клиновая шпонка; ж) Клиновая шпонка с упором. Пример установки сегментной шпонки
Сегментные шпонки, так же как и призматические работают боковыми гранями, то есть предотвращают проворачивание колеса на валу, но из за конструктивных особенностей их используют при небольших вращающих моментах и часто применяют для конических концов валов.
Пример использования клиновой шпонки с головкой
Клиновые шпонки имеют форму односкосных самотормозящих клиньев с уклоном 1:100. Такой же уклон имеют и пазы в ступицах. Головка служит для выбивания шпонки из паза.
Для расчёта нагрузок и материалов шпоночных соединений удобно воспользоваться на сайте «Метизы».
Шлицевые соединения
Шлицевые соединения используют для соединения валов и колёс за счёт выступов на валу и в падинах в отверстии колеса. По принципу действия шлицевые соединения напоминают шпоночные соединения, но имеют ряд преимуществ:
- лучшее центрирование деталей на валу;
- передают больший вращающий момент;
- высокая надёжность и износостойкость.
В зависимости от профиля зубьев различают три основных типа соединений:
а) Прямобочные зубья (число зубьев Z = 6, 8, 10, 12), ГОСТ 1139-80; б) Эвольвентные зубья (число зубьев Z = 12, 16 и более), ГОСТ 6033-80; в) Треугольные зубья (число зубьев Z = 24, 36 и более). Широкое распространение шлицевые соединения получили в механизмах, где нужно перемещать колесо вдоль оси вала, например в переключателях скоростей автомобилей.
Шлицевые соединения надежны, но не технологичны, поэтому их применение ограничено из за высокой стоимости изготовления. Технические характеристики и прочностные расчёты шлицевых соединений можно посмотреть на сайте
Клиновые соединения
Клиновые соединения деталей осуществляется клиньями — деталями с двумя рабочими гранями в виде наклонных плоскостей. Клинья вводятся в паз, который разжимаясь, удерживает деталь на основании. Пример крепления клином при сборке молотка:
Грани клиньев имеют уклон от 1/20 до 1/100, что обеспечивает самоторможение клина. При больших уклонах требуются устройства (винты и шплинты), предохраняющие клин от самопроизвольного выдвижения. Так же, клиновые соединения могут осуществляться не за счёт разжимания паза, а за счёт удержания клина в пазу, например соединения стержень — втулка:
При соединениях стержень — втулка толщина клина, как правило, составляет от 0,25 до 0,5 диаметра стержня, а высота от 1,1 до 1,2 диаметра втулки.
Штифтовые соединения
Штифтовые соединения служат для соединения осей и валов с установленными на них деталями при передаче небольших вращающихся моментов. Штифты представляют собой цилиндрические или конические валики.
Для штифтов и отверстий в деталях выбираются посадки с натягом.
Наиболее распространены штифты: А) Цилиндрический — незакаленные диаметром от 0,6 до 50 мм по ГОСТ 3128-70 или закалённые диаметром от 0,6 до 20 мм по ГОСТ 24269-80; Б) Конический (Конические штифты изготовляют с конусностью 1 : 50, обеспечивающей самоторможение) ГОСТ 3129-70; В) С насечками. Штифты с насечками устанавливаются в отверстия изготовленные грубой обработкой — сверлением.
Профильные соединения
Профильные соединения, в отличие от шпоночных, клиновых и штифтовых, такие соединения, в которых детали скрепляются между собой посредством взаимного контакта по некруглой поверхности. Часто такие соединения используются для крепления рычагов на валах.
| Пример профильного соединения. | Во избежание соскакивания детали с вала, делается дополнительное крепление гайкой (или болтом). |
Профильные соединения могут иметь самую разную форму — скоса, прямоугольника, эллипса и тому подобные. По сравнению со шпоночными и шлицевыми соединениями профильные обеспечивают лучшее центрирование и более высокую прочность. Недостаток профильных соединений, это сложность в изготовлении профильного отверстия.
Сварочное
Чем они особенны? Такие виды соединений образуются за счет нагрева и наплавления материала в месте крепления с образованием сварного шва. Это сцепление считается одним из самых распространенных.
Существует несколько вариантов сварки. Самые популярные из них:
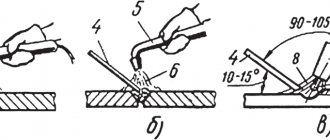
- Сварка электродугой. Можно выделить три основных подвида: автоматическая под флюсом (отличается высокой производительностью и качеством, используется в массовом производстве), полуавтоматическая под флюсом (используется для коротких прерывистых швов), ручная (пониженная скорость производительности, качество зависит напрямую от опыта сварщика).
- Контактная сварка. Применяется на массовом производстве для тонколистного металла. Шов выполняется нахлесточный.
Один из популярных вариантов крепления представлен на фото.
Часто применяется и в загородном строительстве.
Соединение с помощью клеммных колодок
Электрики часто пользуются клеммными колодками для соединения проводов, так как это просто и достаточно надежно. Практически все виды клеммных коробок предназначены для винтового соединения электрических проводов. Имеется возможность подобрать клеммные коробки под любое количество проводов, а также под любое сечение. Другими словами, производители выпускают такие коробки разных размеров.
Соединение проводов в клеммных колодках
Клеммная коробка – это пластиковый корпус, в котором размещаются клеммные колодки с винтами. На клеммной колодке имеются специальные гнезда, в которые вставляется очищенный от изоляции провод и зажимается. После того, как провод зажат винтом, следует проверить, насколько данное соединение надежное. Для этого достаточно подергать провод с усилием. Подобный тип соединения характеризуется тем, что места соединения остаются не изолированными, поэтому его применяют в условиях, когда помещение сухое, без наличия влажности, тем более повышенной.
К недостатку можно отнести тот факт, что алюминиевые проводники достаточно пластичные и приводят к ослабеванию контакта. Это, в свою очередь, увеличивает его сопротивление, которое приводит к нагреванию места крепления. Чтобы контакты оставались надежными, время от времени их необходимо поджимать.
К достоинствам следует отнести простоту соединения и его надежность, а также небольшую стоимость и скорость соединения. К тому же, клеммники позволяют соединять провода различных типов и различного сечения. Кроме этого, конструкция клеммных колодок такова, что отсутствует случайное прикосновение к проводам, находящимся под напряжением.
Простой клеммник и простая его доработка. Сделаем просто но НАДЕЖНО!!
Клеевые соединения
Для такого крепления не требуется разогрев поверхностей.
Под каждый вид металла подбирается свой клей, который обеспечит плотное сцепление. Для таких операций детали подготавливаются. Поверхность шлифуется, обезжиривается, наносится специальная грунтовка, после этого производят операцию по склеиванию. Применяемые составы отличаются дополнительными свойствами и адгезией к различным поверхностям.
Соединение с помощью болтов
Чтобы соединить провода данным способом, необходимо иметь болт необходимого размера, гайку и несколько шайб, что зависит от количества соединяемых проводников. Соединение простое, доступное и весьма надежное.
Болтовое соединение проводов
В первую очередь провода зачищаются до металлического блеска, после чего на конце провода без изоляции формируется петля в виде колечка, диаметр которого должен быть чуть больше диаметра болта. Сформировать такое колечко довольно просто, если провод обернуть вокруг болта, а затем его закрутить. После подготовительных работ приступают к процессу соединения, который состоит из следующих операций:
- На болт надевается шайба.
- Затем надевается один из проводников.
- После этого надевается вторая шайба.
- Надевается второй проводник.
- Надевается следующая шайба.
- Соединение надежно скручивается с помощью гайки.
Чтобы соединение оказалось надежным, провода скручиваются при помощи инструментов, в виде ключей для болтов. Электрики часто пользуются подобным типом соединения, особенно в промышленных электрических сетях, где достаточно полезного пространства. Основное назначение – это соединение медных и алюминиевых проводов, с применением разъединяющей шайбы.
Клепочная фиксация
Этот способ сцепления применяется в основном для соединения листового металла и фасонных профилей. Технологическое отверстие в поверхностях осуществляют сверлением, далее вставляется клепка.
За счет механического воздействия стержень и головка деформируются, заполняют и фиксируют отверстие. Такую операцию производят ручным и механизированным способом. Клепками фиксируют материал, не поддающийся сварным работам, пайке, склеиванию, и к деталям, где надо оттянуть разрушающий процесс.
Современные технологии
Во многих случаях рассмотренные методы постепенно уходят в прошлое. На замену им пришли заводские соединители проводов, которые гораздо облегчили и ускорили монтажные и коммутационные работы:
- Клеммные колодки, внутри которых имеются латунные гильзы трубчатого исполнения. В эти трубочки вставляются зачищенные жилы проводов и фиксируются путём закручивания винтов.
- Колпачки СИЗ, внутри которых расположены обжимные пружины. В колпачок вставляются жилы и потом его с небольшим усилием проворачивают по часовой стрелке, тем самым внутри надёжно сдавливаются соединяемые провода.
- Самозажимные клеммы. В них достаточно расположить проводок, а там он автоматически фиксируется за счёт прижимной пластины.
- Клеммники рычажкового исполнения. Такой соединительный элемент многоразового использования. Достаточно лишь поднять рычажок, вставить проводник в контактное отверстие и опустить рычажок обратно, надёжная фиксация обеспечена.
Мы не рассказываем подробно обо всех существующих клеммниках, так как об этом есть отдельная статья, где подробно рассматривается каждый вид зажимов для проводов.
Надеемся, что мы доходчиво объяснили вам, как правильно соединять провода. Выбирайте способ, который наиболее вам подходит. При выборе учитывайте сечение и материал проводников, место установки соединения (на улице либо в помещении), величину тока нагрузки, который будет протекать в данной электрической цепи.
Достоинства, недостатки видов соединений
Каждый крепеж отличается своими характеристиками. Рассмотрим все варианты с точки зрения преимуществ и недостатков:
- Резьбовое. Выдерживает большие нагрузки, надежное сцепление, широкий ассортимент изделий, легкость монтажа и демонтажа, возможность применять механизацию, невысокая стоимость. Недостатки: повышенное количество концетратов напряжения, снижает сопротивляемость.
- Шпоночное. Несложная конструкция, легкий монтаж и демонтаж. Недостатки: паз для шпона за счет уменьшения сечения вала и ступицы ослабляет их. Также это происходит за счет концентраций напряжений кручений и изгиба. Трудоемкий процесс изготовления крепежа.
- Зубчатое. Образует хорошее сцепление и точное направление осевого перемещения, передает больший вращающий момент, меньшее количество деталей, надежность при реверсивных и динамических нагрузках, меньшее ослабление вала, уменьшение длины ступицы. Недостатки: повышенная цена, сложная технология производства.
- Сварочное. Невысокая стоимость работ, соединение получается герметичным и плотным, применение автоматизированных процессов, возможность работы с толстым профилем. Недостатки: при ручной сварке качество зависит напрямую от квалификации работника, деформация поверхности деталей при нагреве, низкая надежность при вибрациях и ударных воздействиях.
- Пайка. Нет деформации поверхностей деталей, высокая точность, возможность распайки. Недостатки: сложный процесс подготовки оснований, должен обеспечиваться минимальный зазор.
- Клеевое. Невысокая стоимость, не происходит ослабление рабочего сечения, возможность комбинированного использования с другими видами креплений, герметичность стыка, повышает антикоррозийные свойства шва, устойчивость к воздействию воды, химии, температурным перепадам, простата технологии нанесения. Недостатки: тщательная подготовка основания, при неправильном подборе состава могут снижаться прочностные характеристики.
- Клепочное. Возможность применения к материалам, которые не поддаются сварке, надежность, препятствует появлению усталостных трещин. Недостатки: трудоемкость, материалоемкость, при процессе появляется деформация поверхностей деталей из-за механического воздействия.
- Соединения с натягом. Конструкция достаточно проста, хорошее расположение деталей относительно друг друга, выдерживает большие нагрузки. Недостатки: непростая сборка, прочность рассеивается под воздействием вибраций и колебаний.
Как видно, каждый вид имеет свои преимущества и недостатки. Учитывая эти факторы, подбирают оптимальные виды крепежа в каждом конкретном случае. Рассмотрим, где применяются различные соединения.
Скрутка
Начнём с самого простого и известного метода – скрутки. Его же можно назвать и самым старинным, не зря электрики между собою называют скрутку «дедовским методом».
Мы не будем говорить вам о том, что такое соединение проводов отличается прочностью и надёжностью. Согласно основному документу в электротехнике ПУЭ («Правила устройства электроустановок») скрутка вообще запрещена, несмотря на то, что полвека назад она применялась повсеместно. Дело в том, что в те времена и нагрузка в квартирах складывалась лишь из освещения, радио или телевизора. Если учесть, какая сейчас нагрузка в современных квартирах с огромным количеством бытовой техники, используемой ежедневно, то никакая старая изоляция, сечения жил и способы соединения проводов уже не подходят.
Тем не менее, о скрутке мы будем говорить, и даже в первую очередь, потому что она является основным этапом таких вариантов соединения, как сварка и пайка.
Положительные стороны
Самым главным преимуществом скрутки является то, что она не требует абсолютно никаких материальных затрат. Всё что понадобится, это нож для снятия изоляционного слоя с жил проводов и пассатижи для выполнения соединения.
Вторым неоспоримым плюсом скрутки считается простота исполнения. Не нужно никаких особенных знаний или навыков, её сможет сделать любой человек, который когда-нибудь держал в руках пассатижи.
В скрутке можно одновременно соединять несколько проводов, но их общее количество не должно превышать шести.
Отрицательные стороны
Основным недостатком скрутки является её ненадёжность, со временем она ослабевает. Это связано с тем, что в жилах кабеля или провода присутствует остаточная упругая деформация. В месте скрутки увеличивается переходное сопротивление, что чревато нарушением контакта и нагревом. В лучшем случае, вы это вовремя обнаружите и перезаделаете место соединения, в худшем может произойти возгорание.
При помощи скрутки нельзя соединять электропровода, выполненные из разных металлов. В порядке исключения можно скрутить медный и алюминиевый провод, но только в том случае, когда медная жила предварительно будет залужена припоем.
В электротехнике существуют понятия разъёмного или неразъёмного соединения. Так вот скрутка не относится ни к одному, ни к другому. Разъёмное соединение характеризуется тем, что его концы можно много раз разъединять. В скрутке этого полноценно не сделать, каждый раз после очередной раскрутки и закрутки жил, они будут портиться. Назвать скрутку неразъёмным соединением тоже никак нельзя, потому что в ней нет необходимых для этого понятия прочности, надёжности и стабильности. В этом заключается ещё один минус скруточного соединения.
Монтаж
Если у вас по каким-то причинам нет возможности применять другие способы соединения электрических проводов, можете воспользоваться скруткой, только сделайте её качественно. Очень часто она используется как временный вариант и заменяется в последующем более надёжными способами коммутации.
Как соединить провода с помощью скрутки? Для начала зачищаются жилы на 70-80 мм. Главное, все коммутируемые проводники закручивать в одну единую скрутку одновременно, а не наматывать один вокруг другого.
Многие ошибочно начинают закручивать жилы между собой с того места, где заканчивается изоляционный слой. Но лучше в этом месте зажать обе жилы одними пассатижами, а вторыми захватить кончики проводов и производить вращательные движения по направлению часовой стрелки.
Если сечение провода маленькое, вы можете сделать скрутку руками. Выровняйте проводники по срезу изоляции и крепко держите их в этом месте левою рукою. Все коммутируемые кончики выгните в один единый загиб под углом 90 градусов (длины загиба в 10-15 мм будет достаточно). Правой рукой держите этот загиб и вращайте по ходу часовой стрелки. Это надо сделать крепко и прочно. Если руками в конце уже сложно крутить, воспользуйтесь пассатижами, как описано выше. Как только скрутка станет ровной и красивой, можете обрезать загиб.
Можно и несколько проводов так соединить, но тогда, чтобы легче было их скручивать, делайте длиннее загиб, где-то порядка 20-30 мм.
Как правильно выполнить скрутку проводов показано в этом видео:
Также существует способ выполнения скрутки проводов с помощью шуруповерта, о нем смотрите тут:
О скрутке проводов с помощью специального инструмента смотрите здесь:
Теперь полученную скрутку надо тщательным образом заизолировать. Для этого используется изолента. Не жалейте её, наматывайте в несколько слоёв, причём изолируйте не только само соединение, но и заступите на 2-3 см поверх изоляции жил. Таким образом, вы обеспечите скрутке изоляционную надёжность и убережёте контактное соединение от попадания влаги.
Заизолировать соединение проводов можно и с помощью термотрубок. Главное не забыть надеть трубку заранее на одну из соединяемых жил, а потом насунуть на место скрутки. Под тепловым воздействием термическая трубка сжимается, поэтому слегка нагрейте её края, и она прочно обхватит провод, тем самым обеспечивая надёжную изоляцию.
Если скрутка выполнена качественно, есть вероятность того, что она прослужит вам долгие годы, при условии нормальной величины нагрузочного тока в сети. Но всё-таки лучше на этом этапе не останавливаться и укрепить место соединения сваркой либо пайкой.
Виды соединений. Примеры применения
Резьбовое, клеевое, сварное соединения встречаются повсеместно в любой отрасли. Например, строительной, мебельной, в тяжелой промышленности и так далее. Шпоночные и шлицевые фиксации широко используется в электроинструментах, оборудовании, машиностроении. Соединения с натягом устанавливаются на валы зубчатых колец, червячные колеса. Пайка часто применяется в работе с электронными системами, где требуется максимальная точность. Клепочное применяется для сшивания листов тонкого металла. Однако, как показано на последнем фото, при помощи заклепок можно скрепить достаточно крупные швеллера. Это лишь незначительный список применения отдельных вариантов крепления.
Можно сказать, что с техническим прогрессом технология сцепления бурно развивается, а это значит, что будут появляться новые виды соединений деталей. Современный мир наполнен агрегатами, машинами и механизмами. От того, насколько прочно закреплены детали, зависят качество и срок службы узлов. Также важно, чтобы соединение не искажало форму изделия и не вносило дополнительных изменений в конструкцию. Поэтому оно должно соответствовать технологическим нормам. Если их соблюдать, то количество аварийных ситуаций на предприятиях сократится в разы, а сами агрегаты прослужат очень долго.
Итак, мы выяснили, какие существуют виды соединения деталей.
Соединение с помощью сварки
Сварка — важно нагреть металл, но не оплавить изоляцию
Соединение проводов сваркой требует определенных навыков, поскольку качество соединения напрямую зависит от качества сварки. Чтобы сварить провода, их скручивают, после чего их концы свариваются. Как результат, на конце скрутки появляется шарик, образованный в результате расплавления жил проводов. Это место и обеспечивает надежность всего соединения, обеспечивая минимальное сопротивление для прохождения электрического тока. Чем меньше сопротивление, тем меньше греется соединение, обеспечивая надежность электрической проводки. Кроме того, что такое место соединения практически не нагревается, если токи не превышают допустимых, место сварки обладает повышенной механической надежностью.
Недостаток этого метода очевидный, так как такая электрическая проводка обладает плохой ремонтопригодностью. Это неудивительно, так как места соединений получаются неразъемными. В случае ремонта, соединение придется удалить, откусив место сварки пассатижами. Как правило, соединить обратно провода таким же способом не всегда получается.
Существует ряд других недостатков, связанных не только с наличием сварочного аппарата, с навыками работы с ним, но и с наличием специальных электродов, с наличием флюса, а также с наличием условий: не всегда оправдано применение сварочных работ. Подобный способ соединения в основном применяется в исключительных случаях. Можно, конечно, попрактиковаться самостоятельно при наличии сварочного аппарата, но на этот тренинг уйдет масса времени и масса проводников. Очень важно быстро сварить скрученные концы проводов, не спалив изоляцию. После того, как места сварки остынут, их необходимо изолировать любым доступным способом.
Сварка медных скруток, лужение оловом, как сделать скрутку качественно