Welding inverter is an established common name for welding machines that use an inverter converter as a current source. Such devices are used for various electric arc welding technologies: MMA (manual covered electrodes), TIG (argon arc) and MIG/MAG (in an inert or active gas atmosphere). Generally, all MIG/MAG and TIG welding inverters can also perform MMA welding. In addition, leading manufacturers produce combined units that combine all three types.
All these technologies have been developed for different types of welding and joining of various metals and their alloys. Before you start choosing a welding machine, you need to answer two questions: what types of welding are supposed to be performed and under what conditions it will work. Nowadays the market offers a huge number of models of both household and industrial welding equipment with the widest range of technical characteristics. It is very difficult to understand which one is better and which manufacturer to give preference to. The only way out in this situation is to independently understand the basics of welding technologies and the operating principles of modern equipment.
What is a welding converter?
Many beginners know only about inverter or semi-automatic welding equipment, unaware of the existence of other types of machines. But on the market you can still find a classic transformer, a rectifier, a welding generator and a welding unit. In addition to them, there is also a welding converter, which is not often used in modern welding. Nevertheless, it would not hurt to know about the existence of such equipment.
In this article we will describe in detail what a welding converter is, its purpose and design. We will also answer a frequently asked question: what is the difference between welding converters and units, also known as generators.
general information
A welding inverter is a type of welding equipment that consists of two components: an electric motor and a welding generator. A typical representative is the PSO 500 welding converter.
The design of the welding converter is very simple. As we mentioned above, the main components are a generator and an electric motor. The electric motor runs on alternating current, and the generator runs on direct current. The operating principle is to convert alternating current from the engine into direct current by mechanically rotating the generator shaft. The shaft rotates manually, but thanks to the process of converting electrical energy.
Due to the need for mechanical rotation, such welding equipment is less reliable compared to rectifiers, for example. Also, compared to rectifiers, the efficiency is not so great. But the welding converter is practically insensitive to unstable voltage or to voltage drops. And in some conditions (for example, on a construction site) this is one of the most important factors when choosing welding equipment.
As with a transformer or rectifier, a welding converter does not have a separate, simple button or control to change the welding current. The current is regulated by a rheostat in an independent winding circuit.
Difference from welding unit/generator
Many welders confuse welding generators and converters. These types of welding equipment are very similar to each other; they have a similar structure and principle of operation. But there are still differences. Of these, the most important difference is the type of motor used to generate current.
For the converter, this is an electric motor; therefore, such an installation must be connected to an external source of electricity. And the generator has a fuel engine (gasoline or diesel), so such a device can be used for welding in field conditions where there is no electricity.
What is a converter?
A welding converter is a combination of several devices. It uses a combination of an AC electric motor and a special DC welding machine. The energy conversion process is as follows. The electrical energy supplied from the AC mains acts on the electric motor, causing the shaft to rotate, creating mechanical energy at the expense of electrical energy. This is the first part of the transformation. The second part of the operation of the welding converter is that during the rotation of the generator shaft, the generated mechanical energy will create a direct electric current.
However, it is immediately worth noting that the use of such devices is not very popular, since their efficiency is low. In addition, the engine has rotating parts, which makes it not very convenient to use.
Varieties
There are many types of welding transducers. We divided them into several groups.
Number of welding posts
The welding converter can be either single-station or multi-station. Single-station is designed to power only one welding arc. This means that only one welder can perform welding. Accordingly, from a multi-station installation, welding can be performed by several craftsmen at once, which is very convenient in production.
A multi-station converter has many advantages. You can connect several welding cables to it at once and weld with a large team, while avoiding high costs for repairs and maintenance, since there is only one installation. But the efficiency of a multi-point converter is significantly less than that of a single-point converter. So the choice of the number of posts depends on many factors.
Sometimes there is a situation when a single-station converter is the best choice in all respects, but its power may not be enough. In this case, you can connect two converters in parallel and pre-set them to the same open-circuit voltage.
Installation method and characteristics
The welding converter can be either stationary or mobile. For stationary use, it is necessary to pre-fill the foundation, since the weight of the converter is not small. For more mobile use, the unit can be mounted on a special frame with wheels.
Current-voltage characteristics can be falling, flat falling, rigid, combined.
Functionality
Many converters are universal and designed for different types of welding: from manual arc welding to automatic submerged arc welding. The converter is also capable of gas shielded welding and automatic welding. All this is possible if the installation has combined current-voltage characteristics and can provide both hard and falling characteristics.
How to choose a welding inverter manufacturer
Now you know how to choose a welding inverter based on technical characteristics. The most difficult task remains: choosing the brand of the device, or rather, the manufacturer.
Chinese welding machines or?
In the category of household welding inverters, almost all units come from China. There are brands that are completely unknown to anyone, and there are brands that have been working for years and have earned a certain authority. Well-known Chinese brands are, as a rule, equipment produced by reputable factories equipped with modern equipment.
The “owners” of the brand are Europeans, Americans and even Russians, and production facilities are located in China. This scheme has long been worked out and is well known. That’s why recently even two lines have appeared in the descriptions of devices: “homeland of the brand” and “country of manufacture.” To call these inverters “Chinese” is not entirely correct, but they were manufactured there. In general, it's up to you.
Chinese inverter welding machines known on the market do not have the lowest prices. But they have been tested, and most of them have a network of service workshops or a repair contract with one of the similar services. Here are a few brands that have mostly good reviews:
- Welding inverters Resanta. The homeland of the brand is Latvia, the manufacturer is China. There are three lines: SAI - models with a maximum welding current from 140 A to 250 A, supply voltage from 170 V to 250 V. Price from 6.5 thousand rubles for SAI 140, up to 14 thousand rubles. for the 250 amp model.
- SAI PN - models operating at reduced voltage - from 150 V. Price from 11 thousand rubles. for a 160-amp unit, up to 18-19 thousand rubles for a power of 250 amperes.
- SAI K are compact models that have less weight and dimensions, and have the same characteristics as SAI. Priced from 7.3 thousand rubles for a 160 A device, up to 12 thousand rubles for a 250 A device.
Resanta welding inverters of the SAI, PN (reduced voltage) and K (compact) lines (To increase the size of the picture, right-click on it)
- Household models ARS 165, ARS 205;
- Welding inverters Fubag (Fubag), the homeland of the brand is Germany, the manufacturer is China or France. The IN series is assembled in France, and the IR series in China. Permissible deviation in supply voltage 220 V +/- 15% (190 - 250 V). The Fubag IN series of welders can operate in MMA and TIG modes (welding in an argon environment; the TIG mode requires a special set of equipment - purchased additionally). Price from 11.8 thousand rubles for a device with a capacity of 16 Amperes, up to 18 thousand rubles. for a power of 220 amperes.
- The IR series of inverter welding machines is MMA welding only and has anti-stick and hot start functions. Price from 7 thousand rubles. for 160 ampere and up to 9.5 thousand rubles for 220 ampere.
- Another representative of Russian inverters produced in China is the Kedr inverter welding machines. “Cedar MMA” series - work only with consumable electrodes. There is a “hot start” and “anti-stick” function. Prices from 7.5 thousand rubles. for the lowest power (170 Amperes) and up to 9.5 thousand rubles. for a 220 Ampere unit.
- The “Cedar ARC” series is a professional series of units, they also have an arc stabilization function, the price starts from 10.5 thousand rubles for a unit with a capacity of 160 amperes, and up to 28 thousand rubles for a 400 ampere unit.
- Interskol inverter welding machines. This is another brand originally from Russia that produces equipment in China. Feature of the package: the power plug is not included in the package. It is stated that the device operates with a power supply from 140 to 240 V. There are two lines: “Interskol ISA, for MMA (manual electric arc welding with a consumable electrode). Prices from 6.5 thousand rubles. for a device delivering 160 amperes, up to 10 thousand rubles. for a power of 250 amperes.
- Intersokl ISP series - in addition to MMA welding, it can work in MIG/MAG mode (in an environment of inert or shielding gases). The price for ISP 160 amperes is 19 thousand rubles, for ISP 200 amperes - 21 thousand rubles.
- FoxWeld welding inverters are made in China. Good characteristics, wide choice. There are several lines of budget welders for dachas that operate at reduced voltage. FoxWeld Summer resident - price from 7.2 thousand rubles for a 160 A unit. A digital display with large numbers makes it easier to perceive information. Supply voltage is 180-240 V, although not the best performance at maximum current: PV 40%. Open circuit voltage 56 V.
- FoxWeld Corundum - With generally similar characteristics, it has the best current-voltage characteristic: open circuit voltage 78 V.
- FoxWeld Master can work with a argon arc welding kit. PV at maximum current is even lower: 35%. There are functions of “hot start” and “anti-sticking”, arc forced.
Russian welding inverters
There are only a few welding machines produced in Russia. Several years ago, Torus inverters appeared that meet the declared characteristics and produce a stable arc. What's nice is the long warranty - 3 years. Such a period occurs very rarely, so this already gives us hope that everything should work well. There are two lines:
- Household appliances "Torus" - 165, 175, 200, 210 (this is the power in amperes). Price from 13 thousand rubles. for a 165 amp model up to 15 thousand rubles. for more powerful ones - 200-210 amperes, duty cycle at maximum current 60%.
- Professional line Torus 235 Prima, 250 Extra, Torus 255 Pro (from 17.3 thousand rubles to 20.5 thousand rubles), PV at maximum current 80%.
The declared supply voltage is 165-242 V. Please note that welding cables are not included in the basic package. They need to be purchased separately.
Watch the tests of the Torus 250 inverter welding machine in this video.
Inforce inverter welders are also produced in Russia. They belong to the professional category, there are only two models for 200 and 250 amperes. They can operate in both MMA and TIG modes (torch and gas cylinders are purchased separately). The current adjustment is smooth - from 50 to 200/250 amperes, the work/rest ratio at maximum current is 60%. The price of Inforce inverters is 16-21 thousand rubles.
In Nizhny Novgorod, the ElectroIntel enterprise produces Neon inverter welding machines. This technique is designed to work in harsh conditions: it cooks normally at temperatures from -40°C to +40°C. The devices are universal - I also work in both manual arc welding and TIG modes. For devices of this type the price is very low. For example, a welding inverter NEON (Neon) VD 160 costs 9.7 thousand rubles. The second modification, which may be suitable for domestic use (for construction, for example) This NEON VD 180 is sold at a price of 12.5 thousand rubles. The devices have all service functions and a multi-board structure (more repairable than single-board analogues). The work/rest ratio of PV at maximum current is 80% (measured at a temperature of +40°C).
Features and safety precautions
A welding converter is a difficult device to use. It requires compliance with the rules and taking into account all its features. We will give several recommendations regarding the effective and safe use of the converter.
Make sure the chassis is grounded before turning on the inverter. Also check the condition of the commutator brushes. Turn the rheostat wheel counterclockwise until it stops. Do not forget to install a jumper on the terminal board, taking into account the strength of the welding current.
Often, inverters require 380 volts for power, and this voltage can be dangerous to your health. Even standard 220 Volts can lead to dire consequences. Therefore, do not cover the motor terminals with anything.
The voltage at the generator terminals should not exceed 12 volts if you work in conditions with high humidity or temperature, in a dusty room or on a conductive floor. But in practice the situation is more complicated, since when the converter is operating, the voltage can freely increase up to 80 Volts. Be careful. Use a rubber mat with special shoes and gloves.
What is a welding converter: its structure and purpose
A welding converter is considered a type of operating current source, combining an electric motor, a generator and a rectifier in one housing. This installation is used during construction and installation work, when the electrical network sags and other welding machines operate unstably. Welding with a converter is carried out with a current of 500 amperes; you can weld thick workpieces and form a welding seam from 10 to 30 mm deep. The converter changes the voltage and type of current characteristics.
Design and scope of application of the welding converter
A specific type of welding machine, used mainly in industry, as well as in some types of construction and installation work, is a welding converter.
It is called so because it converts alternating current from a household or industrial network into direct current, which is optimal for most types of welding.
Operating principle
Despite the essence of the end result - direct current - the converter operates on a completely different principle than a rectifier or inverter.
Its design involves an extended chain of energy passage. First, alternating current turns into mechanical energy, and it, in turn, is converted back into electrical energy, but of a constant nature.
Structurally, the converter consists of an electric motor, usually an asynchronous one, and a direct current generator, combined in one housing. Since a generator using the principle of electromagnetic induction also produces alternating current, the circuit contains a collector that converts it to direct current.
Equipment example
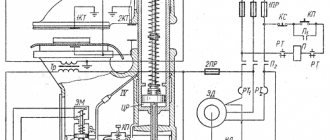
As an example, we can consider the PSO-500 welding converter, widely known in professional circles.
It consists of a cigar-shaped body, on which a block with control equipment, control elements (batch switch and rheostat regulator) and contacts for connecting electrodes is mounted on top, and an asynchronous motor and generator are mounted inside on one rotating shaft, separated by a cooling fan.
There is no direct electrical connection between the generator and the engine . The motor, started from the mains supply, begins to rotate the shaft with which its rotor is connected at high speed.
The generator armature is also mounted on this shaft. As a result of the rotation of the armature, an alternating current is induced in its windings, which is converted into direct current by the collector and supplied to the welding terminals.
PSO-500 is a single-station mobile type welding converter. It is mounted on a three-wheeled trolley. The amount of welding current produced by PSO-500 can reach 300 or 500 A, depending on the jumper connecting one of the terminals to the series winding of the generator.
The output current is adjusted manually using a vernier connected to a rheostat (resistance changing device). The current is monitored using a built-in ammeter.
The numerical index in the marking - 350, 500, 800, 1000 - means the maximum direct current with which this converter is designed to work. Some models, using a vernier, can be configured to produce a welding current greater than the rated one, but operation in this mode is fraught with overheating and rapid failure of the device.
Advantages
Like any other equipment, welding converters (which historically appeared much earlier than inverters) have certain advantages, and at the same time they carry a number of certain inconveniences. Their advantages include:
- high welding current - for some models, in particular PSO-500 and PSG-500, it reaches 500 A, there are also more powerful devices;
- unpretentiousness at work;
- insensitivity to input voltage changes;
- relatively high reliability with qualified maintenance;
- good maintainability, ease of service.
The current that these devices are capable of delivering can weld very thick seams, about 10-30 mm. This is another important advantage due to which welding converters are used.
Flaws
However, the design features also determine the main disadvantages of welding converters, due to which they have been replaced by inverters, at least in the domestic sphere (welding work in small businesses, in the country, in the garage). First of all this:
- large dimensions and weight (it can reach half a ton or more);
- low efficiency;
- increased electrical hazard;
- noisy operation;
- need for service.
The principle of their operation - the transition of electrical energy into mechanical energy and vice versa - implies large energy costs for shaft rotation. This results in very high power consumption, making the device unprofitable for “home” use.
In addition, the presence of parts rotating at high speed reduces the reliability of the machine. The bottleneck of the cooking converter, like the electric motor itself, is the ball bearings on which the shaft is mounted.
They need periodic inspection and oil changes 1-2 times a year. It is also necessary to monitor the condition of the commutator and current collector brushes.
By increased electrical danger we mean the fact that before starting welding work, the converter must be grounded; according to the rules, its connection to the network must only be carried out by an electrician.
Classification
Welding converters are classified according to various parameters. Including the number of welding stations (single and multi-station) and the type of drive (from an electric motor or, for example, from an internal combustion engine). According to their design, they can be stationary or mobile, in a single or double housing.
Converters also differ in the shape of the output characteristic. For many types of work, this classification is decisive. Based on the shape of the output characteristic, welding converters are divided into devices that produce a falling or rigid characteristic (the latter are also capable of producing a flat falling characteristic).
Principle of operation
The structure of all types of welding converters is typical:
- the current supplied to the asynchronous electric motor, after turning on the installation, is converted into mechanical current, which is supplied to the generator shaft;
- the generator produces the required frequency of current parameters, the method of electromagnetic induction is used in the work, an armature with windings is mounted on the shaft;
- The collector acts as a rectifier and supplies power to the output terminals.
A welding converter is essentially a combination of an electric motor operating from a 220 or 380 V network and a DC generator. The reliability of the converter is reduced by rotating components; energy losses in the process of converting electric current are high.
The equipment is valued for its stable current characteristics, regardless of surges in the voltage supplied to the motor. The regulator of performance characteristics is a rheostat; changing the number of turns of the independent winding changes the amperage. The output current is manually adjusted using an ammeter.
Operating principle of the device
It can be noted that a welding converter is a specific type of ordinary welding machine. Briefly speaking about the design of this equipment, it is approximately as follows. There are two main parts - an electric motor, which is most often asynchronous, and a DC generator. The special feature is that both of these devices are combined into one housing. It is also important to note that the circuit contains a collector. Since the operation of the generator is based on electromagnetic induction, it will produce alternating current, which will be converted to direct current using a collector.
If we talk about the principle of operation of the welding converter, then it should not be confused with devices such as a rectifier or inverter. The end result is the same for all three devices, but the essence of their work is very different. The biggest difference is that the converter has a longer conversion chain. Since alternating current is first converted into mechanical energy and only then into direct current.
What is the difference between a welding converter and a generator?
Generating installations are similar in the principle of generating operating current for welding. The generator runs on liquid fuel; the engine is petrol or diesel. The fuel operating principle is necessary for field conditions, when you have to cook away from power lines. Thermal energy is transformed into electrical energy without converting to mechanical energy.
The welding converter is equipped only with an electric motor connected to a single-phase or three-phase network. The installation is more complex than a generator; the motor and current generator are connected indirectly - by a shaft that transmits mechanical energy obtained from electrical energy.
Device
You can examine the equipment design in detail using the example of a stationary welding converter PSO 500, which produces two operating modes with maximum current characteristics of 300 or 500 amperes. Between the electric motor rotor and the generator armature, located on the same shaft, there is a fan with an impeller, which provides targeted cooling of the contact zone, where there is a high friction force. The bearings are located in the converter housing; it must be grounded.
The coil armature of the generator with 4 independent windings is connected to the collector, the rectifier plates are connected to the ends of the armature windings. When the coils rotate between the poles of the magnets, electromagnetic induction occurs and alternating current is induced. For winding, annealed copper or aluminum wire is used - metals with good electrical conductivity. To protect against external electromagnetic fields and vortex fields that arise during the operation of the converter, a “filter” is provided - an electrical capacitance (two capacitors that stabilize the voltage).
The control unit of the converter is modular. To start the welding converter, a packet is installed. An ammeter is located nearby, which is used to determine current parameters. The device is connected to a rheostat that regulates operating current indicators (measures the amperage in the circuit of an independent excitation winding).
After turning on the converter, it is important to check the direction of rotation of the generator windings. If necessary, the power terminals are swapped so that the rotor rotates counterclockwise. For the required operating current, the jumper is fixed in the “300 A” or “500 A” position (this is the maximum value of the generated electric current).
Internal structure of the unit
If we go into the details of the device and design, as well as the principles of operation of the welding converter, then it all looks like this.
Since the device heats up during operation, a fan is mounted on the shaft between the generator and the electric motor to cool the converter. The electromagnetic parts of the generator, that is, its poles and armature, are made of thin sheets of electrical grade steel. The pole magnets contain elements such as coils with windings. The armature, in turn, has longitudinal grooves into which the insulated winding is placed. The ends of this winding are soldered to the collector plates. This device also has ballasts and an ammeter. Both devices are located in a box.
Classification
Manufacturers produce converters of various modifications. When choosing generating installations, the type of welding and the intended place of work are taken into account. Classification of current sources for welding work is carried out according to several criteria:
- Number of welding stations. Single-station ones are designed for connection to one device, for the work of one welder. Multi-station welders can supply power to several welders and perform work simultaneously in several work areas.
- Structurally, they differ in size and type of execution. There are:
mobile welding installations, equipped with wheels or stand carts;
stationary, attached to the foundation or installed directly at the welder’s workplace.
- Depending on the number of bodies, welding installations can be single or double.
- By type of current indicators:
Safety precautions
Rules have been developed for working with generating electrical equipment. Before turning on, it is important to observe several points:
- Check the chassis grounding system, this is especially important for mobile installations; after transportation, you need to make sure that the grounding is reliable.
- The commutator brushes should be fine. To check, the rheostat steering wheel is moved to its extreme position, all the way (the direction of the steering wheel coincides with the movement of the windings - only counterclockwise).
- The next stage is to set the current parameters; control the position of the jumper.
- Connection to the network is carried out by a licensed electrician. It clamps the terminals on the electric motor in accordance with the safety rules of the PEU.
Operational requirements limit the current characteristics:
- permissible operating load 40 V;
- open circuit voltage is not higher than 85 V;
- when working in rooms with increased gas pollution, humidity, and dust, the permissible voltage is reduced to 12 V.
Special protective equipment is required: dielectric rubber mats, gloves. Welders need special clothing that protects the eyes, face, skin of the hands and feet from the effects of the welding electric arc and molten metal.
Source
Characteristics and criteria for choosing an inverter
When choosing a welding machine with an inverter, first of all you need to decide on the expected maximum thickness and types of material to be welded. The power and welding current of the future purchase, as well as its price, directly depend on these parameters. The table below shows the approximate values of the minimum and maximum currents for various thicknesses of structural steel parts. For other types of steel and non-ferrous metals, these values will be different, therefore, if you intend to weld stainless steel or aluminum alloys, it is necessary to clarify the current parameters for these materials.
| Metal thickness (mm) | 1÷2 | 2÷3 | 2÷3 | 3÷4 | 4÷6 | 6÷8 |
| Electrode diameter (mm) | 1,6 | 2 | 2,5 | 3 | 4 | 5 |
| Welding current (A) | 25÷50 | 40÷80 | 60÷100 | 80÷160 | 120÷200 | 180÷250 |
The main characteristics of the welding inverter, which are indicated in their catalogs by all manufacturers of this equipment:
- input voltage parameters;
- power;
- ON duration (DS);
- welding current limit values (min./max.);
- open circuit voltage;
- recommended electrode diameter;
- operating temperature range;
- protection class;
- weight and size.
When purchasing a welding inverter, you must take into account that it, like any production equipment, does not last forever. Even with high-quality manufacturing and reliable components, the service life of such a device before complete write-off is 7–10 years, and the mean time between failures is several thousand hours.
Input voltage
Welding inverters are powered by single-phase or three-phase voltages of 220 and 380 V. As a rule, the electrical network serves as the source, but there are also mobile devices powered by a gas generator.
When choosing a device for use in domestic conditions or in small workshops, one of the key criteria is the maximum current consumption, which must correspond to the capabilities of the electrical network of the apartment, cottage, garage or industrial premises. But the purchase of a welding inverter, the current consumption of which complies with the standards of the electrical network, does not at all guarantee that during its operation there will be no problems with the supply voltage. The power of sources of such objects as garages and dacha cooperatives is limited by the capabilities of their substations, therefore, when a high load is switched on collectively, the voltage can “sag” to 150÷180 V. In this case, it is necessary to choose a device with the ability to operate at a reduced voltage.
Welding current
Manufacturers indicate the maximum and rated welding current based on the maximum permissible heating temperature of the electronic components of the inverter.
But the real temperature regime differs from the standard one, since it largely depends on operating conditions: air temperature, humidity, dust. Therefore, it is better to choose the operating current with a reserve: at least 15÷20% higher than required. To avoid overheating, welding of thin sheet metal, as well as a number of metals and alloys, must be performed at low currents. Therefore, if you plan to work with such materials, you need to pay attention to the minimum welding current. Another important indicator of the technological qualities of the inverter is the multiplicity of welding current regulation (ratio of max/min values). For MMA mode, this parameter usually lies in the range 3÷5. The higher its value, the wider the possibilities when performing welding.
Open circuit voltage
By increasing the no-load voltage, the process of igniting the arc is greatly facilitated, and the arc itself becomes more elastic and stable. However, at the same time, the dimensions of the equipment increase and the power factor decreases. Another negative consequence of this option is an increased risk of electric shock.
As the welding current decreases, the arc becomes unstable, so modern inverters automatically increase the no-load voltage at low currents and lower it when approaching maximum values. The optimal value for MMA welding is 60÷85 V (depending on the maximum current).
Maximum current operating mode
In the passports of all inverters, the operating mode is always indicated as one of the main characteristics, which is expressed in the form of a standard ratio of the welding time to the total duration of the technological operation. At the same time, manufacturers use different names for this parameter: loading duration (LO) and on-time (ON). The difference between PV and PN is that in the first case it is meant that the inverter is completely disconnected from the network during a pause between welding operations, and in the second - that the inverter continues to produce no-load voltage.
Most often, the PV is given, which is equal to the ratio of the operating time at the rated current to the total duration of the welding cycle. According to international standards, a cycle is considered to be an interval of 10 minutes, i.e. if duty cycle = 40%, then every 4 minutes of welding the inverter should be idling for 6 minutes. Some manufacturers indicate PV for several load values in equipment data sheets. Here is one such example for an inverter with a maximum current of 160 A: 40% - 160 A, 60% - 135 A, 100% - 105 A. At first glance, it may seem that 40% is a very small value. But in fact, the technological process, in addition to the welding itself, includes a number of preparatory, final and auxiliary operations, which take up most of the time of the welding cycle.
Useful additional features
Most modern welding inverters are equipped with additional operating functions, many of which have already become standard for this type of equipment. The most common among them are:
- Open circuit voltage limitation. This mode is aimed at increasing labor safety and is mandatory when working in conditions of high humidity, precipitation and inside metal containers. Before welding begins, the open circuit voltage is no more than 12 V, and when the electrode touches the metal it instantly increases to the nominal value. At the end of welding, the voltage drops again to 12 V.
- Hot start. To facilitate arc ignition, at the start of welding, the inverter for a short period (0.5÷3 s) produces a current pulse that exceeds the value set on the machine by one and a half to two times. This function also helps to improve the quality of the initial part of the weld.
- Anti-stick protection. If a short circuit occurs, after 0.5÷1 second the arc current is reduced for a short period and then restored again.
- Arc Force. Using this function, the mode of droplet transfer of electrode metal into the weld pool is restored. A continuous flow of metal is destroyed by a sequence of short pulses of increased power.
The pinnacle of the functional development of inverter technologies is the synergistic control system, which is capable of independently selecting the desired program according to specified parameters and adaptively controlling the welding process throughout the entire production cycle.
Operating principle and design of the welding inverter
To choose the right equipment for welding work, you need to know the design and operating principle of the welding inverter. If you have a good understanding of such issues, you can not only effectively use, but also repair inverter devices yourself.
Inverter welding machines made in Italy
There are many models of inverters offered on the modern market, which allows professionals to select equipment in accordance with their needs and financial capabilities. If you want to save money, you can make an inverter welding machine with your own hands.
How does an inverter welding machine work?
The operating principle of an inverter device is in many ways similar to the operation of a switching power supply. In both the inverter and the switching power supply, energy is transformed in a similar way.
The process of converting electrical energy in an inverter-type welding machine can be described as follows.
- Alternating current with a voltage of 220 Volts flowing in a regular electrical network is converted into direct current.
- The resulting direct current is again converted into alternating current using a special electrical circuit block of the inverter, but with a very high frequency.
- The voltage of high-frequency alternating current is reduced, which significantly increases its strength.
- The generated electric current, which has a high frequency, significant strength and low voltage, is converted into direct current, on which welding is performed.
Operating principle of a welding inverter
The main type of welding machines that were used previously were transformer devices, which increased the welding current by reducing the voltage value. The most serious disadvantages of such equipment, which is still actively used today, are low efficiency (since a large amount of consumed electrical energy is spent on heating the iron), large dimensions and weight.
The invention of inverters, in which the strength of the welding current is regulated according to a completely different principle, has made it possible to significantly reduce the size of welding machines, as well as reduce their weight. Effective regulation of the welding current in such machines becomes possible due to its high frequency. The higher the frequency of the current that the inverter generates, the smaller the dimensions of the equipment can be.
One of the main tasks that any inverter solves is increasing the frequency of standard electric current. This is possible due to the use of transistors that switch at a frequency of 60–80 Hz. However, as is known, only direct current can be supplied to transistors, while in a conventional electrical network it is alternating and has a frequency of 50 Hz. To convert alternating current into direct current, a rectifier assembled on the basis of a diode bridge is installed in inverter devices.
After the transistor block, in which high-frequency alternating current is generated, in welding inverters there is a transformer that lowers the voltage and, accordingly, increases the current. To regulate voltage and current at high frequencies, smaller transformers are required (at the same time, their power is not inferior to larger analogues).
Welding inverter without protective casing
Determining the characteristics
Choosing a price category is good, but you also need to select technical specifications. First, let's decide on the power supply. If you are choosing a unit for private use at home or in the country, most likely you will be more satisfied with power from a 220 V network. There are also welding inverters from 380 V, but it is unlikely that anyone has such sources at home. And if there is one, choose three-phase inverters. There are much fewer of them, but they also exist.
Welding current
How to choose a welding inverter based on technical characteristics? In this matter, they proceed from the products and their thickness that you plan to work with. First of all, select the maximum welding current that the unit can produce. It is designated Imax, the unit of measurement is Amperes.
There is a fairly clear relationship between the thickness of the metal you want to work with and the current that will be needed for welding. This dependence is presented in the table.
| Diameter of electrodes, mm | Metal thickness, mm | Welding current, Amps |
| 1.5 mm | 1.2 - 2.0 mm | 30 - 75 A |
| 2.0 mm | 1.5 - 3.0 mm | 40 - 100 A |
| 2.5 mm | 1.5 - 5.0 mm | 50 - 120 A |
| 3.0 mm | 2.0 - 12.0 mm | 100 - 150 A |
| 4.0 mm | 4.0 - 20, mm | 120 - 200 A |
| 5.0 mm | 10 - 40 mm | 170 - 270 A |
If you are going to weld ferrous metal (angles, channels, etc.) with a thickness of no more than 1 cm, it is enough for you that the inverter can produce 160-180 Amperes. If, at least from time to time, you have to work with greater thickness, you need a current of up to 200 Amps. Sheets of iron thicker than 2 cm are not used anywhere in everyday life, so 220-250 Amps for a home or cottage is clearly too much. It’s hardly worth overpaying for unnecessary power; then it’s better to spend the money on purchasing a unit of a higher class (or on a good chameleon mask, without which it will be difficult for a novice welder).
In addition to the welding inverter, you will also need protective gloves and a welder’s mask. For beginners in welding, a chameleon mask is recommended
The minimum current Imin is needed when welding thin metals with an inverter. If you need to weld steel or stainless steel up to 2 mm thick, you will need to heat the parts being welded as little as possible. This is where the minimum current is needed. As a rule, the lower limit of adjustment is 10 A, but there are units on which you cannot set it to less than 30-40 A. They are good for those cases if you have special equipment for “delicate” operations (for example, a semi-automatic welding machine).
The organization of current regulation is also important. It can be stepped or smooth. Continuous adjustment is better - it allows you to more accurately select the operating mode for each metal and electrode.
Open circuit voltage
This characteristic is measured with the equipment turned on and no load. Denoted as Uxx, the unit of measurement is Volts (V). It determines how easily the welding arc will be ignited and how stable the arc will be. The range of values is 40-90 V. The higher the declared open circuit voltage, the easier the welding will be.
Technical characteristics of the welding inverter Fubag in 160. Open circuit voltage can be described as follows
Supply voltage
As already mentioned, most inverters operate from a 220 V network. But on Russian networks, a more or less stable voltage is maintained only in large cities. In rural areas, a voltage of 190 V is already good. But the good thing about inverter welding machines is that they are undemanding in terms of supply voltage. They cook quietly at 180-190 V, and some models can “pull” an electrode with a 3 mm diameter even at 150 V.
If the voltage in your village is low, pay attention to this indicator. It is usually written simply as “voltage” and the minimum and maximum values are indicated through a dash: for example, 150-245 V. Sometimes you can see the following entry: 220 V +10%, -30%. This means that the device will cook normally if the supply voltage is in the range from 154 V to 244 V (220 V - 30% = 154 V, and 220 V + 10% = 244 V).
Maximum current operating mode
If you have to work at the maximum possible current, then the unit will have to be given time to cool down. That is, cook for a while, rest for a while. These intervals are counted for 10 minutes, designated in the technical data as “DC at maximum current”, measured as a percentage - %.
For example, if the characteristic specifies the PV at a maximum current of 40%, this means that out of 10 minutes you can cook 4, and 6 you will wait until the device cools down. At least 50-60% are considered normal characteristics, 70% and above are considered good.
Technical characteristics of inverter welding TORUS-165 MASTER (Torus 165 Master)
Please note that this requirement only applies to the maximum current, or close to it. At medium or low currents there is no need for forced stops. You will still have to change the electrodes or position or move the part from time to time. So there will be pauses.
That's all the technical parameters that are needed. Now you know how to choose a welding inverter based on its characteristics. But that's not all. There are also additional functions. For beginners they can be very useful. And some operational issues may also influence the choice.
Elements of the electrical circuit of inverter devices
The welding inverter device consists of the following basic elements:
- rectifier for alternating current coming from a regular electrical network;
- an inverter unit assembled on the basis of high-frequency transistors (such a unit is a generator of high-frequency pulses);
- a transformer that lowers the high-frequency voltage and increases the high-frequency current;
- high-frequency alternating current rectifier;
- working shunt;
- electronic unit responsible for controlling the inverter.
Whatever characteristics a particular model of inverter device has, the principle of its operation, based on the use of a high-frequency pulse converter, remains unchanged.
Example of an inverter circuit diagram (click to enlarge)