Конструкция
Внутренности детали не скрываются, так удобней регулировать натяжение. Корпус изготовлен с помощью литья, ковки или сварки. А отверстия для винтов фрезеруются, они регулируют усилие. Для сложных погодных условий используют талреп закрытого типа, который состоит из трёх частей:
- Корпус.
- Два винта (с левой и правой резьбой).
- Оголовки винта (крюк, вилка и кольцо).
Каждая часть устройства, точно выверена и исполнят определённую функцию, которая отвечает стандартам. Международные документы регламентирующие технические характеристики и производство талрепов — DIN 1480, DIN 1478. На территории бывшего СССР — ГОСТ 9690-71.
Талрепы ПТР 7-1 (как раньше назывались эти устройства) помогали держать в постоянном напряжение стальные канаты и тросы. Но они не имели такого большого количества оголовков в отличие от современных моделей. На концах были продолговатые петли. Нагрузка, на которую рассчитан талреп указывалась в названии, из показателя тонны-силы. Новые модели обозначаются по параметру в кН. Т 30-01, выдерживает 3 тс или 30 кН.
Конструкция и особенности производства
Конструкция этого приспособления довольно проста и состоит всего из двух частей, при этом ее надежности можно только позавидовать. Итак, основными ее элементами являются два винта с резьбой противоположных направлений и скоба-кольцо. Конец одного стержневого крепежного элемента имеет вид крюка, а второго – кольца, что значительно упрощает процесс работы с ним и расширяет область применения. Правда, существуют и иные виды, такие, как талреп кольцо-кольцо или же крюк-крюк, но это отдельная статья.
В основном используют талрепы для того, чтобы натянуть цепь, трос или же канат. Осуществляется этот процесс довольно просто, следует всего лишь вращать скобы кольца, тогда винты благодаря противоположному направлению резьбы начнут двигаться навстречу друг к другу, т. е. закручиваться, тем самым сокращая расстояние между крюком и кольцом и, соответственно, общую длину всего изделия. Так что, как видно, проще механизм придумать будет тяжело. Причем такая простота является одним из главных достоинств, ведь тогда деталь не только легче починить, в случае если она вышла из строя, но и сама вероятность поломок значительно сокращается.
В принципе, изготовление этих деталей не представляет собой ничего сверхсложного. Муфта производится тремя способами: литьем, штамповкой или же ковкой. Она имеет вид вытянутого прямоугольника, углы которого скошены. С торца в середине этой части наносится резьба, как говорилось выше, с одной стороны правая, а с другой – левая.
В качестве материала используют низкоуглеродистые стали, содержание углерода в которых не превышает 0,25 %. С увеличением количества углерода улучшаются прочностные характеристики, а также повышается твердость. Правда, такие изменения негативно отразятся на пластичности материала. Но сами по себе эти стали не могут обеспечить необходимую износостойкость и устойчивость против столь разрушающей коррозии, поэтому на поверхность готовой детали необходимо еще нанести слой цинка.
Данный процесс называется цинкованием и заключается в том, что на металле изделия образуется защитная пленка. Она препятствует проникновению кислорода и тем самым предотвращает процесс окисления. Существует несколько способов нанесения цинка. Один из них – гальванический, когда речь идет об электрохимическом осаждении цинка, пока деталь находится в специальном растворе. Если же защита создается посредством обработки в порошке, то такой вид имеет название диффузионное цинкование. Еще можно нанести на деталь специальный раствор способами, которые применимы при простой покраске. В общем, не столь важен метод, главное, конечный результат – изделие обладает улучшенными характеристиками.
Выбор талрепа
Выбор инструмента из расчёта предполагаемой нагрузки, это гарантия, что он не деформируется во время работы. Сделать это помогут таблицы, которые есть у продавца, где производитель указывает, какая модель на что рассчитана. Но выбор зависит не только от веса груза, но ещё и функции.
Первый параметр, на который нужно обратить внимание — диаметр резьбы. Винтовой крепёж на М10, М8, М12, М20, М16, имеют разную резьбу. Цифра, идущая после буквы «М», указывает на диаметр резьбы в миллиметрах, М12 — резьба 12 мм. Маркировка Т 10-01, Т 30-01, указывает на нагрузку, при которой деталь начинает разрушаться.
Талрепы чаще всего задействуют при работах на открытом воздухе, где они подвергаются воздействию влаги, температурным перепадам. Без защиты от такого воздействия современные детали не поставляются, чаще всего это цинкование.
МЕТОДЫ ИСПЫТАНИЯ
4.1. Обмер талрепов должен производиться универсальным измерительным инструментом, шаблонами и калибрами.
4.2. Материал деталей талрепов должен проверяться по сертификатам или данным лабораторного анализа.
4.3. Талрепы испытывают на растяжение двойной допускаемой нагрузкой. Время выдержки под нагрузкой должно быть не менее 5 мин.
4.4. Перед испытанием и после испытания по п. 4.3 талрепы должны быть подвергнуты осмотру, а также проверке на легкость вращения резьбового соединения.
4.5. Головные образцы талрепов должны испытываться четырехкратной допускаемой нагрузкой, при этом они не должны разрушаться. Удлинение деталей не считается разрушением.
4.6. Талрепы и их детали, испытываемые по п. 4.5, дальнейшему использованию не подлежат.
4.7. Качество сварных швов проверяют по ГОСТ 3242-69.
4.8. Качество покрытий талрепов проверяют по ГОСТ 3002-70.
4.9. Испытание образцов материала кованых деталей талрепов должно производиться предприятием-изготовителем по ГОСТ 8479-70 (IV группа). При серийном изготовлении допускается проводить испытания по ГОСТ 8479-70 (II группа).
ГОСТ 9690-71
Согласно ГОСТу 9690-71, существуют такие типы талрепов:
- ОС — с открытой муфтой;
- ОЗ — с закрытой муфтой;
- ОШ — со штампованной муфтой.
Виды исполнения талрепов:
- ВУ — вилка-ушко;
- ВВ — вилка-вилка;
- УУ — ушко-ушко.
Талрепы, изготовленные по ГОСТу 9690-71 применяется на кораблях и других плавучих средствах. ОШ детали изготавливают из углеродистой стали, в таких исполнениях:
- ВУ — вилка-ушко;
- ВВ — вилка-вилка;
- УУ — ушко-ушко;
- ВГ — вилка гак;
- ГГ — гак-гак;
- ГУ — гак-ушко.
ОС талрепа выполняются из магнитных и углеродистых сталей и идут в таких исполнениях:
- ВВ — вилка-вилка;
- УУ — ушко-ушко;
- ВУ — вилка-ушко.
ЗС талреп изготавливают из сталей с высоким содержанием углерода и в двух видах:
- ВВ — вилка-вилка;
- ВГ — вилка-гак.
Для защиты от трения на поверхность трущихся элементов наносится графитовая смазка. Согласно ГОСТу, для фиксации положения ушей (вилок) используются гайки. Главное предназначение детали — усиление линейного натяжения. Запрещено использование для подъёма грузов. При задействовании талрепа на муфте не должно быть свободных витков.
Производственная технология
Устройства талреп «кольцо-кольцо», талреп «крюк-кольцо», талреп «вилка-вилка», талреп «крюк-крюк» работают в тяжёлых эксплуатационных условиях. Связывают это с тем, что при возникающей нагрузке все детали работают на растяжение, порой сопровождающееся ещё и изгибом
Важно также, что сила иногда меняется во времени, по этому прочность и долговечность устройства зависит ещё и от предела усталости материала
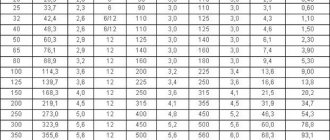
Типоразмеры талрепа «кольцо-кольцо» по DIN 1480
Ответственным элементом чертежа считается муфта. Как натяжитель, она работает при знакопеременных нагрузках. Более того в рамной конструкции множества типовых муфт применяемых для соединений уже заложены концентраторы стрессов в местах переходов от боковых стоек к резьбовому основанию. По этому эти переходы на чертежах оформляются в виде радиусных закруглений, их диаметр устанавливается габаритными размерами талрепа в сборе.
Талреп «кольцо-кольцо», талреп «крюк-кольцо», талреп «вилка-вилка» никогда не изготавливается в сварных вариантах. Более того, очень нежелательно делать муфты методом литья, пускай даже и из высококачественных конструкционных сталей (к примеру, из литья марки 45Л по ГОСТ 977). Вероятность наличия внутренних пустых мест и раковин в отливке сберегается при любом технологичном варианте производства, что страшно ослабляет поперечное сечение, тем более в местах креплений. Не очень удачными стоит согласится и показатели эксплуатации фрезерованных вариантов. В процессе обработки механическим способом деталей, входящих в данный узел, происходит перерезывание волокон макроструктуры металла, что уменьшает долговечность.
Оптимальным производственным вариантом деталей, входящих в конструкцию, считается горячая штамповка: в её ходе происходит пластическое перераспределение объёмов деформируемого металла, при этом волокна изгибаются по контуру, сохраняя поковке крепость. При холодной объёмной штамповке происходит даже упрочнение металла, что дает возможность делать устройства из намного доступных марок, с низким содержанием углерода (к примеру, из стали 20).
После штамповки детали подвергают обработке термическим путем – нормализации при 820…860 °С, с дальнейшим охлаждением на воздухе. Закалку ведут при тех же температурах нагрева в масло. Остаточная твёрдость должна быть в пределах 190…220 НВ. Для противокоррозионной защиты применяется талреп оцинкованный.
DIN 1480
Простая конструкция талрепа (фото) — кольца и продолговатый цилиндр и резьба, с разным направлением закручивания. На конце винта предусмотрено место для фиксации стального троса. Это может быть крюк, кольцо, вилка.
Цилиндрическая конструкция корпуса бывает открытой и закрытой. В первом варианте резьбовые концы винтов сходятся к центру, при натяжении, во втором, такого не происходит. Закрытый талреп используют на площадках, где есть риск попадания влаги и мусора на резьбу.
Оголовок, выполненный в виде вилки, должен подходит по размерам к отверстию или болту, к которому будет крепиться. При использовании каната, из него легко делается петля, которая фиксируется на вилке. Все должно крепиться впритык, без запаса.
Крюк фиксируется к кольцу или другому приспособлению, которое обеспечит надежное удержание при натяжении. А если ваш оголовок заканчивается кольцом, то вам нужна цепь или другая деталь, которая не вылетит при работе.
Рэтчет — цепной талреп, в котором применяется трещотка, по внешнему виду он отличается от других. Область применения — сведение вместе удалённых объектов, больше он нигде не применяется. Большие габариты, значительно ограничивают его.
Устройство и принцип работы талрепа
Рассматриваемое приспособление состоит из четырёх деталей:
- Литой или штампованной муфты, снабжённой двумя резьбовыми отверстиями. Муфта может иметь вид прямоугольной рамы или эллипса.
- Пары крюков или иных грузозахватных элементов (стропов), имеющих резьбу на противоположной части.
- Подкладных шайб, которыми производится более равномерное распределение нагрузки.
- Стопорных гаек, предотвращающих самопроизвольный проворот захватов.
Отдельную группу составляют цепные талрепы (рэтчеты), в которых натяжение происходит не вследствие постепенного ввертывания захватов в муфту, а за счёт скручивания стяжной цепи, расположенной между грузовыми захватами. Талреп цепной применяется при фиксации на платформах длинномерных грузов. Он состоит из:
- Цепи (вантового натяжителя).
- Двух стропов.
- Механизма натяжения, который, в свою очередь, включает в себя трещотку и вал, на который насаживается храповое колесо.
В простых конструкциях цепных талрепов вместо храповика предусматривается рычаг, качательным перемещением которого производится выборка слабины натяжения цепи.
Необходимое усилие фиксирования создаётся вследствие вращения стропов. При этом уменьшается расстояние между ними, выбираются зазоры, и обеспечивается натяжение удерживаемого предмета между талрепами.
Муфтовые талрепы преимущественно используются в парном сочетании, что позволяет равномерно распределить усилие натяжения в ветвях стропов. Цепной талреп может быть односторонним. Противоположный конец такого талрепа жёстко закрепляется к опорной части платформы. Однако при этом воспринимается только осевая составляющая усилия натяжения, из-за чего рэтчеты не могут использоваться для подъёма грузов, либо удерживания предметов в вертикальном положении.