ГОСТ 3262 75 распространяется на оцинкованные и неоцинкованные сварные стальные трубы без резьбы и с накатанной или нарезанной цилиндрической резьбой. Сфера их применения – водопроводы и газопроводы, системы отопления, а также производство деталей водогазопроводных конструкций.
Стальные сварные трубы применяются для монтажа водо- и газопроводов
Сортамент водогазопроводных труб ГОСТ 3262 75
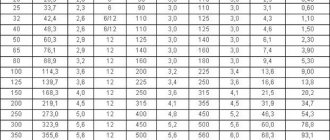
В соответствии с требованиями данного нормативного документа трубы производятся по массе и размерам, указанным в таблице №1. Единица измерения геометрических размеров – миллиметры.
Таблица 1
| Наружный диаметр | Условный проход | Масса 1 метра труб, кг | Толщина стенки труб | ||||||||||
| Усиленных | Обычных | Лёгких | Усиленных | Обычных | Лёгких | ||||||||
| 10,2 | 6 | 0,47 | 0,4 | 0,37 | 2.50 | 2 | 1.8 | ||||||
| 13,5 | 8 | 0,74 | 0,61 | 0,57 | 2,8 | 2,20 | 2 | ||||||
| 17,0 | 10 | 0,98 | 0,8 | 0,74 | 2,8 | 2,20 | 2 | ||||||
| 21,3 | 15 | ˗˗˗˗ | ˗˗˗˗ | 1,1 | ˗˗˗˗ | ˗˗˗˗ | 2,35 | ||||||
| 21,3 | 15 | 1,43 | 1,28 | 1,16 | 3,2 | 2,80 | 2,5 | ||||||
| 26,8 | 20 | ˗˗˗˗ | ˗˗˗˗ | 1,42 | ˗˗˗˗ | ˗˗˗˗ | 2,35 | ||||||
| 26,8 | 20 | 1,86 | 1,66 | 1,5 | 3,2 | 2,80 | 2,5 | ||||||
| 33,5 | 25 | 2,91 | 2,39 | 2,12 | 4 | 3,20 | 2,8 | ||||||
| 42,3 | 32 | 3,78 | 3,09 | 2,73 | 4 | 3,20 | 2,8 | ||||||
| 48,0 | 40 | 4,34 | 3,84 | 3,33 | 4 | 3,50 | 3 | ||||||
| 60,0 | 50 | 6,16 | 4,88 | 4,22 | 4,50 | 3,5 | 3 | ||||||
| 75,5 | 65 | 7,88 | 7,05 | 5,71 | 4,50 | 4 | 3,2 | ||||||
| 88,5 | 80 | 9,32 | 8,34 | 7,34 | 4,50 | 4 | 3,50 | ||||||
| 101,3 | 90 | 10,74 | 9,60 | 8,44 | 4,50 | 4 | 3,50 | ||||||
| 114,0 | 100 | 13,44 | 12,15 | 10,85 | 5 | 4,50 | 4 | ||||||
| 140,0 | 125 | 18,24 | 15,04 | 13,42 | 5,50 | 4,50 | 4 | ||||||
| 165,0 | 150 | 21,63 | 17,81 | 15,88 | 5,50 | 4,50 | 4 | ||||||
При подсчёте массы 1 метра изделий за основу было принято значение плотности стали равным 7,85 г/см³. Неоцинкованные трубы легче труб оцинкованных водогазопроводных ГОСТ 3262 75 на 3%.
Предельное отклонение по массе по требованию заказчика не должно превышать:
- для отдельной трубы +10%;
- для партии +7,5%.
Производство стальных труб водогазопроводных вышеуказанного сортамента в соответствии с ГОСТ 3262 75 осуществляется из сталей по ГОСТ 1050 и ГОСТ 380 без нормирования химического состава и механических свойств. Трубы для деталей газо- и водопроводных конструкций производят в соответствии с ГОСТ 1050.
ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692 с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050: химический состав и механические свойства стали в соответствии с документом о качестве предприятия-изготовителя заготовки.
Масса партии не более 60 т.
(Измененная редакция, Изм. № 3, 4).
3.2. Проверке поверхности, размеров и кривизны подвергают каждую трубу партии.
Допускается применять статистические методы контроля по ГОСТ 18242* с нормальным уровнем. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
___________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от торца трубы.
(Измененная редакция, Изм. № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механических свойств отбирают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, — две трубы от партии.
(Измененная редакция, Изм. № 3, 4).
3.4. Контролю массы подвергают все трубы.
(Измененная редакция, Изм. № 3).
3.5. Испытанию гидравлическим давлением подвергают каждую трубу. При 100 %-ном контроле качества сварного шва неразрушающими методами испытание гидравлическим давлением допускается не проводить. При этом способность труб выдерживать испытательное гидравлическое давление гарантируется.
(Измененная редакция, Изм. № 6).
3.6. Для проверки толщины цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности отбирают две трубы от партии.
(Измененная редакция, Изм. № 2).
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
Технические характеристики водогазопроводных стальных труб ГОСТ 3262 75
По длине стальные водогазопроводные трубы ГОСТ 3262 75 производят в диапазоне 4м≤ L ≤12м.
Стальные трубы бывают мерной и немерной длины
Если в качестве критерия использовать этот параметр, данные изделия бывают:
- немерной длины. В партии труб этого сортамента допускается присутствие до 5 процентов изделий длиной 1,5м ≤ L1 ≤ 4м.
- кратной мерной либо мерной длины. Величина продольного отклонения в соответствии с требованиями ГОСТ 3262 75 на всю длину может превышать номинальное значение на 10 сантиметров с припуском на рез до 5 миллиметров.
Все допуски строго регламентируются ГОСТом и при наличии отклонений, превышающих допустимые, изделие считается браком.
Важно! Если резьба производится накаткой, уменьшение внутреннего диаметра трубы стальной водогазопроводной ГОСТ 3262 75 допускается не более, чем на 10 процентов по длине резьбы.
Диапазон предельных отклонений размеров труб указан в таблице №2.
Таблица 2
| Размер труб | Значение предельно допустимого отклонения | |
| Точность изготовления повышенная | Точность изготовления обычная | |
| Условный проход при наружном диаметре | ||
| До 40 миллиметров включительно | +/- 0,4 миллиметра | плюс 0,4 минус 0,5 миллиметров |
| Свыше 40 миллиметров | +/- 0,8 % | плюс 0,8 % минус 1 % |
| Толщина стенки | — 10% | — 15% |
Показатель «Кривизна трубы» на 1 метр длины по ГОСТ 3262 75 не превышает:
- 2 мм при условном проходе до 20 мм;
- 1,5 мм если условный проход больше 20 мм.
Одной из самых значимых технических характеристик водогазопроводной трубы ГОСТ 3262 75 является устойчивость к давлению. В зависимости от вида, изделие данного типа выдерживает:
- труба усиленная – 3,1 МПа;
- труба обычная и лёгкая – 2,4 МПа.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.
Трубы для деталей водопроводных и газопроводных конструкций изготовляют из сталей по ГОСТ 1050.
2.2. По требованию потребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более, должны быть сняты фаски под углом 35 — 40° к торцу трубы. При этом должно быть оставлено торцовое кольцо шириной 1 — 3 мм.
По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1; 2.2. (Измененная редакция, Изм. № 3, 4).
2.3. По требованию потребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966 из расчета одна муфта на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности труб не допускаются трещины, плены, вздутия и закаты.
На торцах труб не допускаются расслоения.
Допускаются отдельные вмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.
(Измененная редакция, Изм. № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торца не более 2°. Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6 — 25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.
(Измененная редакция, Изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.
Допускается исправление отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307.
(Измененная редакция, Изм. № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см2) — трубы, обыкновенные и легкие;
3,1 МПа (32 кгс/см2) — трубы усиленные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см2)
(Измененная редакция, Изм. № 2, 3, 5).
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм — на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на раздачу:
для труб условным проходом от 15 до 50 мм — не менее 7 %;
для труб с условным проходом 65 и более — не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющиваемыми поверхностями, равного 2/3 наружного диаметра труб.
(Измененная редакция, Изм. № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для деталей водопроводных и газопроводных конструкций должны соответствовать ГОСТ 1050.
2.11. Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357, классу точности В.
Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
2.10; 2.11. (Измененная редакция, Изм. № 3, 4).
2.12. В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
(Измененная редакция, Изм. № 2, 3, 5).
2.13. Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в табл. 4, а по требованию потребителя до 10 %.
(Измененная редакция, Изм. № 2, 3, 5).
2.14. Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергают контролю неразрушающими методами.
(Измененная редакция, Изм. № 5).
Метод изготовления
Трубы водогазопроводные изготавливают из металлических заготовок, называемых штрипсами, путем специальной формовки и дальнейшей сварки шва. Для этого используют обычную углеродистую сталь без дальнейшей термической обработки. Все трубы водогазопроводные изготавливают с применением электрической сварки и обязательным контролем качества сварного шва. Именно шву, как источнику повышенной опасности в целостности всего трубопровода, уделяется повышенное внимание. Для этого проводится рентгенографическое исследование его поверхности.
Вся продукция выпускается в соответствии с ГОСТ. Для удобства монтажа на обоих концах трубы наносится цилиндрическая резьба. Соединение проводится с помощью специальных муфт или при помощи сварки./p>
При производстве различают изделия обычной точности и продукцию повышенного уровня точности. В первом случае речь идет о монтаже водопровода или систем отопления, а во втором случае об использовании труб при изготовлении различных конструкций. При маркировке готовых изделий в обязательном порядке добавляют букву «П», что означает повышенная точность диаметра трубы.
Метод изготовления
Трубы водогазопроводные изготавливают из металлических заготовок, называемых штрипсами, путем специальной формовки и дальнейшей сварки шва. Для этого используют обычную углеродистую сталь без дальнейшей термической обработки. Все трубы водогазопроводные изготавливают с применением электрической сварки и обязательным контролем качества сварного шва. Именно шву, как источнику повышенной опасности в целостности всего трубопровода, уделяется повышенное внимание. Для этого проводится рентгенографическое исследование его поверхности.
Вся продукция выпускается в соответствии с ГОСТ. Для удобства монтажа на обоих концах трубы наносится цилиндрическая резьба. Соединение проводится с помощью специальных муфт или при помощи сварки./p>
При производстве различают изделия обычной точности и продукцию повышенного уровня точности. В первом случае речь идет о монтаже водопровода или систем отопления, а во втором случае об использовании труб при изготовлении различных конструкций. При маркировке готовых изделий в обязательном порядке добавляют букву «П», что означает повышенная точность диаметра трубы.
Области применения
Основная и наиболее обширная область применения труб ВГП – организация трубопроводных систем холодного и горячего водоснабжения, отопления, разводка к потребителям газа низкого давления. Прокладка трубопроводов осуществляется с помощью сварки, на резьбовых соединениях, с использованием дополнительных фитингов и арматуры.
Благодаря высокой надежности сварного шва, эта металлопродукция широко применяется для создания металлоконструкций, в том числе испытывающих серьезные нагрузки. Среди них:
- строительные леса;
- малые архитектурные формы – беседки, навесы, перголы;
- предметы мебели – этажерки, тумбы, стеллажи;
- стойки и каркасы для элементов наружной рекламы;
- ограждения, ворота, калитки.
Благодаря высокой прочности сварного шва и современным методам антикоррозионной обработки, труба ВГП имеет длительный рабочий период. Однако конкретный срок эксплуатации во многом зависит от условий окружающей среды и степени агрессивности жидкости или газа, передаваемых по трубопроводной системе.
Особенности производства
Водогазопроводные трубы изготавливают из трубной заготовки – штрипса, которую формуют, а затем сваривают продольным швом печной или дуговой сваркой. Шов обычно располагается параллельно продольной оси трубного изделия. В месте сварки стандартом допускается некоторое утолщение, приводящее к небольшому уменьшению внутреннего диаметра. Каждая труба проходит проверку сварного шва способами неразрушающего контроля, после чего проведение гидравлических испытаний становится необязательным мероприятием.
Штрипс производят способом горячей прокатки из углеродистых сталей обыкновенного качества и качественных конструкционных. Стали обыкновенного качества изготавливаются в соответствии с ГОСТом 380-2005. Они сочетают доступную стоимость, хорошую прочность, свариваемость без ограничений.
Для повышения коррозионной стойкости трубные изделия цинкуют способом горячего цинкования. Толщина цинкового покрытия должна быть не менее 30 мкм. На торцах защитный слой отсутствует. Такая продукция используется для прокладки в условиях повышенной влажности. Существует и другой вариант защиты трубного изделия от коррозионного разрушения – грунтование, а затем – покрытие лакокрасочными составами для металла. Также для покрытия используются эмали «два в одном» (грунтовка+окрашивающий состав) или «три в одном» (преобразователь ржавчины+грунт+краска).
Сферы применения и отдельные параметры
Основные сферы применения водогазопроводных труб, геометрические параметры и технические характеристики которых соответствуют стандарту 3262-75, – строительство и ремонт. Трубы данной категории используются для обустройства газо-, водопроводных коммуникаций и систем отопления в коттеджах и строениях многоквартирного типа, административных зданиях, образовательных заведениях, на сельскохозяйственных, промышленных и любых других объектах.
Так, применяют этот вид металлопроката в:
- коммуникациях холодного, а также горячего водоснабжения;
- системах отопления;
- газопроводных сетях.
Размер стенки – это критерий, по которому выделяют водогазопроводные трубы:
- обыкновенные;
- легкие;
- усиленные.
Усиленные трубы ВГП – это изделия (иногда оцинкованные), толщина стенки у которых увеличена (соответственно, такие изделия имеют больший вес). Их применяют для монтажа трубопроводов, по которым жидкие или газообразные среды транспортируются под большим давлением.
Если технические характеристики и основные геометрические параметры водогазопроводных труб регулируются нормативным документом, то вариант их конструктивного исполнения и длину нарезки определяет заказчик. Так, наиболее востребованными являются трубы, на концах которых в процессе производства нарезана резьба. Причина их высокой популярности заключается в том, что для их монтажа не надо использовать сварочные операции.
Резьба на трубах ВГП может создаваться в процессе их производства:
- накаткой (технологией, позволяющей получать резьбу с наиболее точными параметрами, при этом допускается, что внутренний диаметр будет меньше на 10%);
- нарезкой.
Резьба на трубах ВГП по пожеланию заказчика нарезается или накатывается, причем она может быть как короткая, так и длинная.
Параметры изделий
Название говорит само за себя – труба данного типа может быть использована как в водопроводных системах, так и в магистралях, проводящих газ. В принципе – ВГП труба считается универсальным вариантом для многих областей применения.
Стандартные трубы имеют длину отрезков от 4 м до 12 м. Причем, есть возможность выбора материала – без резьбы, или с цилиндрической, либо накатанной резьбой на концах. Причем, трубная резьба может быть короткой или длинной – все зависит от нюансов в использовании.
Обычно труба ВГП имеет три категории прочности:
Категория прочности почти напрямую зависит от толщины стенок самой трубы. Дело в том, что для разных целей используются трубы различной степени прочности.
Для горячего водоснабжения потребуется ВГП труба с толстыми стенками, для холодного можно использовать вариант со средними показателями.
Для газопроводных систем прекрасно подойдут трубы с тонким профилем, так как газ не является веществом, быстро разрушающим проводящие его системы.
Вообще, трубы как материал выбираются в соответствии с областью применения. Зачастую, стремясь сэкономить, пользователь выбирает самый недорогой вариант. И, как следствие, платит дважды за ремонт или замену магистрали до срока ее предполагаемой годности.
Основные преимущества
Трубы ВГП востребованы для обустройства магистральных линий, трубопроводов бытового назначения. В качестве рабочей среды в них используется газ или вода. Основными преимуществами таких изделий являются следующие показатели:
- низкий коэффициент линейного расширения, что позволяет предотвратить деформацию конструкции под воздействием высоких и очень низких температур;
- высокая прочность в сравнении с полипропиленом и многими другими материалами;
- возможность применения в конструкциях напорного типа;
- хорошая теплопроводность, которая положительно воздействует на сохранение температуры транспортируемой рабочей среды;
- герметичность позволяет доставлять по трубам летучие и газообразные вещества, кислоты и многие другие химически активные вещества.
Высокий коэффициент теплопроводности может приводить к охлаждению транспортируемой рабочей среды. Чтобы этого избежать используются трубы ВГП с применением дополнительных теплоизоляционных материалов.
Достоинства труб ВГП
- Стандартные трубы ВГП ГОСТ 3262 75 изготовляются из высококачественной стали.
- Так называемые «черные трубы» ВГП имеют усиленный сварной шов.
- Трубы данного типа имеют три удобные для потребителя категории – легкие, усиленные и обыкновенные. Это позволяет выбрать нужный вариант для идеального оформления магистрали.
- Резьба на концах труб может быть длинной, короткой, либо наноситься в зависимости от пожелания заказчика на нужную сторону в нужных параметрах.
- Поставляются трубы данной категории либо с муфтами, либо без них.
- Параметры труб могут быть обозначены в дюймах, что считается нормой.
- Реализуемые трубы проходят обязательный гидровихревой контроль, поэтому соответствие нормам можно считать практически идеальным.
- Невысокая стоимость при отличном качестве продукции – гарант возложенных стандартов и нормативов.
- Универсальность в применении. Трубы нужного типа идеально подходят для монтажно-ремонтных работ практически любой категории.
- Огромный спектр разновидностей труб – от горячекатаных бесшовных, до холоднокатаных и электросварных вариантов.
- Наличие комплектующих элементов – фланцев, муфт, тройников, отводов, переходов и прочего, а также возможность их легкого применения в монтажных работах.
Как вы поняли, стандартные ВГП трубы ГОСТ 3262 75 имеют широкий спектр применения. Наличие как минимум трех типов этого вида дает возможность применять их практически во всех областях трубопроводов. Причем, есть возможность выбора категории для вида магистрали, с богатым подбором типа труб для ее монтажа.
Сферы применения и отдельные параметры
Основные сферы применения водогазопроводных труб, геометрические параметры и технические характеристики которых соответствуют стандарту 3262-75, – строительство и ремонт. Трубы данной категории используются для обустройства газо-, водопроводных коммуникаций и систем отопления в коттеджах и строениях многоквартирного типа, административных зданиях, образовательных заведениях, на сельскохозяйственных, промышленных и любых других объектах.
Так, применяют этот вид металлопроката в:
- коммуникациях холодного, а также горячего водоснабжения;
- системах отопления;
- газопроводных сетях.
Размер стенки – это критерий, по которому выделяют водогазопроводные трубы:
- обыкновенные;
- легкие;
- усиленные.
Усиленные трубы ВГП – это изделия (иногда оцинкованные), толщина стенки у которых увеличена (соответственно, такие изделия имеют больший вес). Их применяют для монтажа трубопроводов, по которым жидкие или газообразные среды транспортируются под большим давлением.
Если технические характеристики и основные геометрические параметры водогазопроводных труб регулируются нормативным документом, то вариант их конструктивного исполнения и длину нарезки определяет заказчик. Так, наиболее востребованными являются трубы, на концах которых в процессе производства нарезана резьба. Причина их высокой популярности заключается в том, что для их монтажа не надо использовать сварочные операции.
Резьба на трубах ВГП может создаваться в процессе их производства:
- накаткой (технологией, позволяющей получать резьбу с наиболее точными параметрами, при этом допускается, что внутренний диаметр будет меньше на 10%);
- нарезкой.
Резьба на трубах ВГП по пожеланию заказчика нарезается или накатывается, причем она может быть как короткая, так и длинная.