Особенности конструкции цанговых патронов
Конструкция зажимного патрона включает гайку для зажима и набор цанг. Главное отличие оснастки данного вида от быстрозажимных патронов состоит в том, что в первом случае нет необходимости в использовании дополнительных приспособлений, поэтому цанговый патрон еще называют самозажимным. Широкое применение патроны получили при оснащении токарных станков по причине своей простоты и надежности при эксплуатации.
С помощью цангового патрона производится фиксация сверл, фрез и метчиков, имеющих хвостовики с небольшим диаметром. В этом случае сам инструмент крепится в сменную цангу, она же вставляется в патрон и закручивается гайкой. При этом происходит вдавливание патрона внутрь, его деформация и обжимание инструмента.
Устройство мембранных патронов
Для соблюдения точности центровки обрабатываемых заготовок целесообразно применять мембранные патроны. Его устройство основано на работе основного элемента – мембраны. Для патронов этого типа базой для крепления может служить как внутренняя, так и наружная поверхность заготовки.
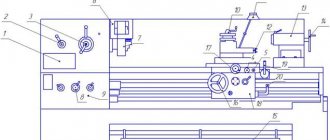
На рис.3 показано крепление детали 1 в торцах винтов 4, связанных с мембраной 2 с помощью рожек 3. Прогибаясь в направлении установленной детали, мембрана воздействует на рожки и винты, позволяя установить заготовку, после чего движением мембраны в обратном направлении заготовка прочно крепится в патроне. Винты служат также для дополнительного регулирования сжатия заготовки.
Рис. 3. Мембранные патроны: а, б – рожковые; 1 – заготовка; 2 – мембрана; 3 – рожки; 4 – винты; в, г – чашечные; 1 – мембрана; 2 — винт
Разновидности зажимных приспособлений
Исходя из типа конструкции, различают такие виды патронов:
- втягиваемые;
- выдвижные;
- с неподвижными цангами.
Также патроны классифицируют и в зависимости от назначения:
- Подающий патрон – это втулка из стали, прошедшей закалку. Конструкция имеет вид пружинящихся лепестков, образованных из трех надрезов и прижатых друг к другу концами. Обязательно соответствие формы и габаритов разрезов самому профилю прутка. Такой вид цанги устанавливается на специальную подающую трубу путем навинчивания, затем труба подвергается так называемому осевому перемещению и передвигает размещенный в ней пруток с помощью кулачков (в некоторых моделях движение производится от гидромеханического привода).
При произведении загрузки оборудования пруток «пропихивается» через лепестки подающего патрона, при этом процессе лепестки постепенно раздвигаются и силой своей упругости прижимают изделие к поверхности прутка. Во время движения подающей трубы эти лепестки сжимаются под влиянием силы трения и увеличивают таким образом сцепление при подаче прутка.
Имеет такой вид патрона и свои минусы: различный диаметр хвостовика предполагает подбор отдельных цанг. Но, невзирая на это, использование подающего патрона очень распространено.
Чаще всего можно встретить патроны с цангами типа ER.
- Зажимной патрон имеет вид стальной втулки с пружинистыми лепестками, количество которых определяется в зависимости от диаметра предназначенной для обработки детали. При величине этого параметра до 3 мм достаточно цанги с 3 лепестками, если диаметр не превышает 80 мм – подойдет патрон с 4-мя лепестками, а вот для изделий, у которых диаметр превышает 80 мм, используется патрон с 6-ю лепестками. Вершина конуса патрона в угле равна 30 градусам. Для увеличения сцепления уменьшают просвет прорезей в процессе втягивания цанги внутрь патрона.
Для крепления деталей с маленьким диаметром выбирают зажимные цанги разъемного типа, т.е. кулачки у них разводятся посредством пружин. Иногда цанга может иметь вкладыш сменного типа, форма и размеры которого подбираются в зависимости от форм и размеров прутка.
Характеристики патрона для токарного станка
Точность и качество обработки на токарном станке во многом зависит от установленного патрона. Патрон для токарного станка по дереву обеспечивает закрепление заготовки штучного или пруткового типа и передает основное движение резания.
Обработка с высокими скоростями резания требует от патрона высокой точности центрирования и надежности крепления заготовки.
Разновидность
Патроны отличаются по конструкции в зависимости от функционального и технологического назначения.
Классифицируют токарные патроны по нескольким признакам:
- Способ крепления к станку: на фланец шпинделя, с использованием переходного фланца, прямо на шпиндель станка.
- Установка кулачков: с независимым перемещением, с установкой непосредственно на фланце шпинделя.
- Принцип закрепления заготовки: ручной, механизированный (с гидравлическим или пневмоприводом).
Принцып ручного закрепления заготовки
Использование механизированного привода снижает затраты вспомогательного времени на установку и закрепление заготовки. Привод обеспечивает точное положение заготовки и центрирование при установке, такой механизм способствует повышению точности обработки.
Токарные патроны имеют разное количество кулачков. Они могут быть 2, 3 и 4 кулачковыми. Кулачки находятся в непосредственном контакте с заготовкой при работе, удерживают ее в одном положении. Бывают прямые и обратные.
Дерево (заготовка) фиксируется за наружную поверхность или отверстие для деталей в виде тел вращения, за наружные грани крепятся призматические детали.
Патрон является сложным технологическим изделием, сборной конструкции. При изготовлении сборочных единиц используются различные материалы. Корпус выполняется из серого чугуна марки СЧ 30. Материалом для деталей служит инструментальная сталь с высоким пределом прочности и термической обработкой. Шероховатость на рабочих поверхностях не выше 1,6.
Классификация
В зависимости от конструктивного исполнения токарные патроны бывают:
- рычажные;
- самоцентрирующиеся;
- клиновые;
- цанговые;
- мембранные.
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Самоцентрирующийся вид
Заготовка центруется в патроне за счет одновременного перемещения кулачков, что характерно трехкулачковому самоцентрирующемуся патрону. Синхронное перемещение всех кулачков обеспечивается за счет вращения диска, на торце которого сделаны пазы по спирали Архимеда.
С противоположной стороны диска нарезано коническое зубчатое колесо. Оно входит в зацепление с тремя малыми кончиками. При повороте ключа приводится во вращение малое зубчатое коническое колесо, находящееся в зацеплении с диском.
Диск начинает вращение и перемещает кулачки, вставленные в пазы спирали. Изменением направления вращения производится сведение или разведение кулачков от центра. Сведение или разведение кулачков сопровождается зажимом или отжимом заготовки.
В патронах с механизированным приводом усилие зажима обеспечивает гидроцилиндр или пневмоцилиндр, установленный с задней стороны шпинделя. Шток цилиндра соединяется посредством тяги с механизмом перемещения кулачков в патроне. Тяга проходит через центральное отверстие в шпинделе. Перемещение поршня в одну или другую сторону означает, что заготовка зажимается либо освобождается.
Клиновой вид
Строение клинового патрона
Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Клиновой патрон наделен неоспоримым преимуществом перед прочими исполнениями. У него есть функция смещения оси заготовки от центральной оси станка. Присутствие эксцентриситета расширяет возможности станка по обработке деталей сложной конфигурации.
Характерные особенности при работе с клиновыми патронами:
- Трудности при настройке на операцию.
- Высокая точность установки при низком проценте погрешности.
- Равномерно распределенная нагрузка от усилия зажима каждым кулачком повышает надежность закрепления заготовки.
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.
Цанговый вид
Цанговый пневматический патрон для токарного станка
Закрепить быстро и надежно цилиндрическую деталь на токарном станке поможет цанговый патрон. Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Цанга, являющаяся основным элементом конструкции, представляет собой втулку с продольными осевыми прорезями. За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
Установленную во втулку заготовку равномерно обжимают лепестки за счет давления гайки на конус, который создает сжимающее усилие. Заготовка получает жесткую фиксацию, а радиальное биение почти отсутствует.
Патрон цангового типа рассчитан на длительный период эксплуатации, а количество закреплений-снятий не регламентируется. Мастеру необходимо выработать принцип работы на станке, с помощью которого коэффициент полезного действия будет оптимальным. Современные агрегаты легко поддаются настройке, многие мастерские предлагают услуги по установке такого оборудования.
Мембранный вид
Токарные патроны мембранного типа характеризуются высокой точностью центрирования и закрепления заготовки.
Мембрана из упругого материала располагается на фланце механизма. На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
При закреплении заготовки включается пневмопривод.
Пневмопривод токарного станка
Под давлением мембрана прогибается, губки расходятся на 0,1–0,2 мм. Заготовка заводится в патрон до упора и привод отключается. Под действием упругих сил мембрана стремится вернуться в первоначальное положение. Губки обжимают заготовку.
Подобный процесс занимает небольшое количество времени, но от мастера требуется щепетильность, внимательность и осторожность. Не стоит легкомысленно относиться к производственному процессу. Детали агрегата легко выходят из строя под давлением.
Мембрана, выполненная из пружинной стали, прочно удерживает заготовку при обработке. С увеличением количества кулачков повышается точность центрирования.
Применяют мембранные патроны на чистовых операциях с малыми силами резания. Специфика работы известна далеко не каждому мастеру, необходимо изучить нормативную базу, а также рекомендации профессионалов.
Как выбрать деталь
Оптимальную модель патрона для станка выбирают, руководствуясь комплексной методикой. В первую очередь учитывают технические данные станка и выполняемые операции. Исходя из этого, анализируют следующие параметры.
Рабочий диаметр – специалисты обращают внимание на наружный диаметр устройства и размер доступный для установки на подобном оборудовании. Важен посадочный размер проточки и расположение крепежа.
Конструктивное исполнение – имеет значение способ закрепления заготовки, расположение и число кулачков.
Параметры обрабатываемых деталей – необходимо знать максимальный и минимальный диаметр по валу и отверстию будущей заготовки, вес, длину, конфигурацию. Эти факторы влияют на метод крепления – прямыми или обратными кулачками.
Размер отверстия полого шпинделя под установку заготовки из прутка. А также диапазон частот вращения.
Условия эксплуатации токарного патрона требуют размещения в закрытом помещении, где исключено негативное воздействие природных факторов и агрессивных сред, способных вызвать коррозию.
Токарный патрон является неотъемлемой частью токарного станка и без него механическая обработка невозможна.
Видео по теме: Самодельный токарный патрон
promzn.ru
Назначение цанговых патронов
Основным предназначением цангового патрона является фиксация обрабатываемой детали, особенно это актуально при небольшом диаметре изделия. Если профиль детали не подходит по форме входному отверстию патрона, дополнительно применяют сменные картриджи из набора.
Приспособления, предназначенные для автоматов продольного точения, имеют некоторые отличия по сравнению с обычным цанговым патроном. При этом возможно одновременное использование специальных цанг и обычных зажимных патронов.
Преимущество зажима деталей при помощи цанговых патронов заключается в том, что такое изделие отлично центрируется. Самозажимные патроны могут работать без ключей, в отличие от быстрозажимных .
Некоторые путают цанги для фрезерного оборудования со стандартными кулачковыми патронами. Различие состоит в том, что кулачковый патрон применяется для фиксации сверл с разными размерами и диаметрами, а цанговые патроны подходят лишь для зажима фрезы с определенным диаметром хвостовика. Визуально наборы цанг практически идентичны, поэтому перед использованием обязательно нужно убедиться в соответствии размеров. При этом по диаметру отличаются именно сами цанги, в то время как размеры гаек одинаковы.
Извлечение цангового патрона из гайки производится достаточно легко, поэтому одна гайка может использоваться с целым набором патронов.
Самостоятельное изготовление
Для работы по дереву, металлу и пластмассам и для изготовления разнообразных печатных плат лучше всего подходит небольшая дрель. Оснастить ее следует готовым мини-креплением зажимного типа. Но если такого под рукой не оказалось, то можно без проблем изготовить его самостоятельно. Здесь понадобятся паяльник, проволока из стали миллиметровой толщины и припой. Далее процесс изготовления идет по следующей схеме:
- Сворачиваем из проволоки спираль. Ее диаметр должен быть равен диаметру вала электродвигателя и сверла, с которым необходимо будет работать;
- Пропаиваем спираль. Высокое качество обеспечивается паяльным флюсом или схожими вариантами;
- Затем надеваем спираль на вал — и мини-патрон для нашего сверла полностью готов.
Самодельные цанговые патроны прекрасно подходят при отсутствии готовых вариантов зажимов для дрелей и при наличии соответствующих навыков самостоятельного изготовления подобных механизмов. Незаменимыми они станут и в домашнем хозяйстве, когда требуется работа со специфическими деталями, а готовые зажимы могут не подойти по каким-либо характеристикам.
Зажимная цанга — важный элемент в токарных станках различных модификаций. С ее помощью можно производить работы по обработке и фрезеровке металлических и пластмассовых деталей. Кроме того, ее без проблем можно изготовить самостоятельно с применением подручных материалов. Имеющееся на сегодняшний день разнообразие таких механизмов позволяет подобрать оптимальную модель зажима под персональные нужды. Также очень важно учесть способ его крепления к шпинделю и размеры фланца, так как без них подобрать цангу будет невозможно. Удачной работы с различными видами зажимов!
Цанговые наборы
Патроны с набором сменных цанг предназначаются для зажима осевых заготовок и резцов на фрезерном, токарном, сверлильном оборудовании и станках с ЧПУ. Все цанги работают по одному принципу, различие состоит лишь в размерах и видах цанг.
На рынке предлагаются разнообразные наборы цанг от отечественных и зарубежных производителей, однако все они изготавливаются в соответствии с ГОСТом или DIN. Особенно популярны цанговые наборы, имеющие маркировку ER, OZ и ER – они могут использоваться для обычных станков и оборудования с ЧПУ.
По функциональности комплекты цанговых патронов ничем не отличаются, а вот наполнение может быть различным. К примеру, в один комплект могут входить 18 цанг, другой же набор содержит 23 приспособления. Производственные предприятия приобретают комплекты, необходимые под конкретный станок, частному мастеру достаточно будет минимального набора.
Цанга для фрезерного станка
Набор цанг для фрезерных станков попросту необходим, так как данный инструмент без их наличия попросту не сможет работать, из-за невозможности закрепить саму фрезу. Цанги часто представляют как единую конструкцию, но на самом деле вся закрепляющая конструкция состоит еще из гаек и стопорных шайб.
Набор сменных цанг для фрезера
Уже этот факт указывает на то, что знать все нюансы конструкции и работы цанг попросту необходимо, чтобы работа на фрезерных станках проходила как можно проще, продуктивнее и без поломок.
Общие сведения
Иногда кулачковый патрон для дрели путают с цангами для фрезерных станков.
Но это ошибка, так как кулачковый патрон применяется для зажатия различного диаметра и размера свёрл, тогда как цанги для фрезерных станков всегда должны быть соответственны диаметру хвостовика определенной фрезы.
То есть, проще говоря, ошибкой будет предполагать, что фреза имеющая хвостик размером ½” (12,7 миллиметров) будет способна «присоединиться» на цанги диаметром в 12 миллиметров, а фрезу имеющую хвостовик 6 миллиметров можно будет с легкостью зажать в цанги размером ¼” (6,35 миллиметров).
Это будет невозможным, так как размер цанг для фрезерных станков должны всегда соответствовать размерам хвостовика фрезы, с которой производятся своего рода стыковочные манипуляции.
И, несмотря на то, что набор цанг для фрезеровочного станка практически идентичны визуально, на самом деле всегда обязательно нужно удостовериться, что конкретные цанги (или цанги с гайкой) точно подходят по размерам к необходимому фрезеру.
Цанговый патрон и набор цанг
Важно понимать, что во всех моделях фрезеров гайки, как правило, идентичны по размерам, тогда как рабочим диаметром различаются лишь сами цанги.
Цанги можно с легкостью извлекать из гайки и, при необходимости, использовать лишь одну гайку с имеющимся набором цанг. Однако иметь полный набор заранее подготовленных к работе цанг с гайкой куда удобнее и практичнее.
Как правильно выбрать цанговый патрон
Первое, на что необходимо обратить внимание при выборе цангового патрона – это тип шпиндельного крепления, поскольку зажим может крепиться непосредственно на сам шпиндель, накручиваться на резьбу либо устанавливаться через переходник.
Вторым условием идет размер фланца (диаметр пояска для присоединения или параметры конуса Морзе) – не имея представления об этих параметрах, невозможно подобрать патрон.
Далее – количество кулачков: наборы могут включать две, четыре или шесть штук. Цена на цанговые наборы будет варьироваться в зависимости от количества кулачков, их формы и используемого для изготовления материала (крепеж может выполняться из твердосплавного или мягкого металла в зависимости от предназначения).
Как уже говорилось ранее, обязательно нужно проверит соответствие параметров насадок диаметру хвостовика.
Принцип действия
Во время работы с фрезерным станком, равно как и со сверлильным или токарным, возникает необходимость в закреплении заготовок с сохранением их положения по мере выполнения требуемых манипуляций. Для этого необходим цанговый патрон.
Цанговый патрон для фрезерного станка
Вне зависимости от типовой принадлежности и размеров принцип работы таких элементов одинаковый. Давление на торцевую часть цанги передается от зажимной гайки. В свою очередь, этот зажим движется к проему конуса, сокращая его. Сильное сжатие и обеспечивает надежную фиксацию элемента.
Если потребуется отсоединить деталь с фрезерного станка по металлу, достаточно просто открутить указанную гайку.
При выполнении манипуляций на оборудовании, снабженном цанговым патроном, колебания заготовки оказываются минимальными – оправки надежно держат элемент. Сам он всегда хорошо центруется вне зависимости от типа патрона.
Крепления такого рода актуальны для различных деталей (прутков, втулок и других), а, равно как и, при выполнении вторичной их фиксации на оборудовании. В наборе к ним всегда идет ряд картриджей различной размерности, к использованию которых обращаются при нестандартной форме профиля детали.
Классификация по техническому устройству
От множества патронов типовая цанга отличается тем, что ее можно легко снимать и, как отмечалось выше, даже разбирать в некоторых модификациях. Но и цанговые приспособления различаются по способу совмещения со станочным оборудованием. В той же металлообработке задействуют статичные неразборные (неподвижные) и встраиваемые съемные модели. Также цанговый патрон может быть выдвижным и втягиваемым. Принадлежность к той или иной группе определяется конфигурацией захвата обрабатывающего инструмента, диапазоном углов механического воздействия и системой управления, так как существуют ручные и в разной степени автоматизированные узлы настройки оснастки.
Конструктивные особенности
Основные их составляющие таковы:
- цанга;
- корпус;
- гайка.
Гайка для цангового патрона
Корпус предназначен для установки зажима на фрезеры. Он должен быть надежным и прочным, не допускать никаких механических повреждений, деформаций. Поэтому для его производства применяются определенные сплавы.
Гайка обеспечивает надежную фиксацию детали патроном, не допуская ее колебаний или смещения. Она представлена несколькими типами – самозажимной либо быстрозажимной (к ней требуется специальный ключ).
Сама цанга – это обычная втулка, куда помещается задняя часть фрезы. По мере закручивания гайки, элемент будет прочно фиксироваться путем равномерного его обжатия. Диаметр ее бывает различным.
Положение цанга в патроне:
- неподвижное;
- втягиваемое;
- Выдвигающееся.
В подающей цанге предусматривается отверстие для плотного удержания заготовки. Обычно ее размещают на вращающемся штоке. При необходимости закрепить какой-то элемент с очень маленьким размером, применяется зажимная втулка разъемная. Посредством специальной пружины внутри ее осуществляется раздвижение кулачков.
Зажимы вне зависимости от их конструктивных особенностей применяются для фиксации деталей либо инструментов для обработки металла на фрезерном станке. Выбирают их исходя из имеющегося диаметра резца.