Режущим металл токарным станком – ТВ-7 оснащены помещения, оборудованные для занятий по трудовому обучению средних общеобразовательных школ страны, профессиональных, технических училищ и колледжей.
Его прямое назначение заключается в квалифицированном обучении будущих кадров производственных предприятий рабочей профессии – токарь.
Технические характеристики
Новое приспособление было получено в результате модернизации станка ТВ-6.Оно отличается от предыдущего наличием коробки скоростей, вала, служащего для передачи усилия от электродвигателя к обрабатываемой детали. Устройство позволяет осуществить выверку соосности детали с ее осью вращения.
Описание главных отличительных признаков:
- классификация по точности изготовления резьбы – «Н»;
- масса – 40 кг;
- размеры – 105х53,5 см и 105х120 см;
- расстояние от станины до центральной части – 120 мм;
- протяженность закрепленной в центральной части точке болванки – 330 мм, то же в патроне – 310 мм;
- расстояние проточки болванки – 300 мм;
- длина передвижения салазок резца – 85 мм;
- хорда просвета главного вала, проходящего через внутреннюю часть детали – 18 мм;
- величина периода вращения детали вокруг оси – 8;
- степень повторений кручения головки главного вала – 60-1000 об/мин;
- поперечник болванки, которая закреплена над корпусом приспособления – 220 мм, резцедержателем – 100 мм;
- высота приспособления, удерживающего резец – 16х16 мм;
- расстояние передвижки резцедержателя – 260 мм;
- продольное и поперечное перестановка резцедержателя соответственного разбивки лимба – 0,025 мм;
- величина периода подвода резцедержателя – 8;
- угол разворота салазок, где установлен резец – +/- 45.
На оборудовании установлены элементы, предохраняющие от нанесения вреда стружкой – щиток, прозрачный экран.
Первый установлен над патроном, а второй – на суппорте. Он опущен над зоной, в которой обрабатывается деталь.
Эксплуатация
Инструкция по эксплуатации обращает внимание, прежде всего, на необходимость соблюдения мер безопасности. Основные правила:
- монтаж оборудования производить на жестком фундаменте, уровнем проверить горизонтальность установки. От правильной установки в значительной мере зависит точность работы;
- надежно заземлить станок в соответствии с требованиями;
- использовать деревянную решетку в качестве подставки;
- обрабатываемые детали закреплять надежно;
- пользоваться резцами с правильной заточкой;
- закреплять деталь в патроне, чтобы кулачки ее захватывали на максимально возможную величину;
Патрон, на фото хорошо видны направляющие
- не свинчивать патрон внезапным торможением;
- закреплять в патроне без упора на центр задней отцентрированные детали длиной не более двух диаметров. При большей длине использовать центр;
- установив детали в центрах, проверить фиксацию задней бабки;
- своевременно удалять стружку крючком.
Уход за станком
Для надежной и долговечной работы необходимо соблюдать правила:
- Прежде чем производить переключения, следует полностью остановить станок. Если шестеренчатая пара не зашла в зацепление, не включилась зубчатая муфта, проверните рукой патрон до зацепления шестерен или муфты. Переключения при неполной остановке станка приводят к ударам, что вызывает быстрый износ и поломки шестерен, муфты.
- При установке патрона прочищают резьбу. Загрязненная резьба приводит к заеданию патрона, поломке шпинделя.
- Ухода требуют сальники суппорта. В них постепенно накапливается стружка, которая повреждает направляющие.
- Следят, чтобы после суппорта на направляющих не появлялся грязный след. Если только становится заметным грязный след, его смывают, а направляющие смазывают чистым маслом.
- Не следует перегружать станок. От перегрузки появляется повышенный шум, пробуксовывают ремни, перегреваются подшипники и электродвигатель.
- Если деталь протачивается в центрах, пиноль выдвигают на самую малую величину: крепление будет закреплена прочнее, а пиноль прослужит дольше.
Смазка
Своевременная смазка гарантирует безотказную долговечную работу. Смазке подлежат трущиеся детали, винты, валы, шестерни, подшипники. Смазывают такие узлы:
- Переднюю бабку через верхнюю крышку. Для контроля уровня служит маслоуказатель.
- Понижающую коробку через пробку. Для контроля уровня служит маслоуказатель.
- Коробку подач через лоток в верхней части. Оттуда по фитилям оно подается на трущиеся поверхности и шестерни. В корыте всегда должно быть немного масла. Накопившееся масло сливают через пробку снизу.
- Гитара: консистентной смазкой смазываются шестерни и втулка.
- На станине все механизмы, подшипники, направляющие смазываются вручную до начала работы.
- В фартуке все смазывается через отверстие внизу суппорта. Смазка проводится каждый раз перед началом работы.
- В суппорте все смазывается вручную перед работой.
- Задняя бабка. Смазывают пиноль, опору винта перед работой.
Виды работ, производимых на станке
На станке ТВ-7, 7м производится:
- нарезка чередующихся выступов и впадин на поверхности деталей, расположенных по винтовой линии;
- полное отделение некой части заготовки по незамкнутому контуру;
- расширение просветов в крупных и мелких предметах из металла с предварительными формами сообразно заданным размерам;
- протачивание поверхностей с целью придания формы конуса, цилиндра;
- сверление сквозных либо глухих цилиндрических отверстий;
- подрезка торцовых частей будущих деталей.
Принцип работы и основы правильной эксплуатации
Смастерить что-то на подобном станке очень просто. Из-за маленьких габаритов, относительно простой конструкцией и скудным списком работ, которые можно выполнить, сравнивая с более дорогими устройствами. Научиться работать с ними можно буквально за 5 минут.
Схема, их действия следующая: в задней бабке есть отверстия, там прикрепляются инструменты, которые нужны для конкретной задачи. Благодаря направляющим она всегда подвижна, в зависимости от длинны деталей, она устанавливается в разные положения.
А сама каретка, отвечает за подвижность рабочего инструмента, она установлена на направляющих:
Работа со станком, дело может быть и лёгкое, но очень опасное
И перед его использованием, нужно соблюдать некоторые правила. Все движения тела должны быть плавными, без резких манипуляций. Перед включением, нужно проверить, чтобы все части были закрыты заводской защитой, и на элементах станка не лежат различные предметы. Обязательно удостовериться в том, что переключатели и рукоятки находятся в нейтральном положении. Уделить особое внимание тому, как закреплены заготовки и режущий инструмент, чтобы они не вылетели на высокой скорости. Ни в коем случае не удаляйте стружку руками, а при помощи щёток, крючков либо стружколомов. Следите за тем, чтобы ваша работа не смогла причинить кому-то вред и самим себе.. Школьный токарный станок в хозяйстве вещь очень нужное
Он простой в конструкции, надёжный и маленький. А приобретение такого устройства уж точно принесет много пользы
Школьный токарный станок в хозяйстве вещь очень нужное. Он простой в конструкции, надёжный и маленький. А приобретение такого устройства уж точно принесет много пользы.
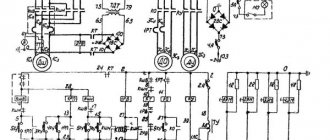
Электрооборудование
Электрический двигатель и понижающая коробка скоростей смонтированы в тумбе, расположенной с левой стороны. Их валы оснащены 4 шкивами, которые имеют разный диаметр. Они располагаются в порядке возрастания от меньшего к большему – у двигателя, и наоборот у корпуса коробки.
Электрооборудование состоит из:
- асинхронного двигателя мощностью 1,1 квт, который смонтирован в левой трубе;
- щитка, установленного в тумбе с правой стороны. На нем смонтированы – переключатель, пускатель, предохранитель и аварийный выключатель;
- кулачкового переключателя, расположенного в задней части станины;
- кнопки включения в сеть и устройства освещения, установленные на боковой части.
Задняя бабка и гитара
Задняя бабка – это важная часть токарного станка, которая используется для поддержки одного из торцов обрабатываемой заготовки. Также она необходима для закрепления некоторых инструментов – сверл, метчиков, разверток и многих других.
Задняя бабка имеет корпус. Он способен перемещаться в нескольких направлениях, зависимо от поставленных задач. В конструкции данного элемента предусмотрено посадочное коническое отверстие. Оно предназначено для закрепления патрона или конического центра.
Также в конструкции токарного станка присутствует гитара. Она способна передавать вращательное движение от шпинделя к коробке передач.
Аналоги
Аналогом станка ТВ-7 является его усовершенствованная модель – ТВ-7м, изготовленная вышеназванным заводом в настольном варианте.
Отличительные признаки:
- основные размеры модели – 1120х640 мм, 1120х680 мм;
- производительность электрического двигателя – 750 Вт;
- предельное расстояние передвижки пиноли бабки, расположенной сзади – 65 мм;
- диаметр изготавливаемых деталей при их закреплении над корпусом приспособления – 220 мм. То же над суппортом – 100 мм;
- длина обрабатываемого элемента, установленного в центральной части – 275 мм;
- длина обработки детали, установленной в патроне – 250 мм;
- высота приспособления, служащего держателем для резца – 16х16 мм;
- предельная масса подлежащих обработке деталей – 5 кг;
- диаметр просвета головки шпинделя – 18 мм;
- число ступеней вращения обрабатываемой детали вокруг оси главного вала – 6.
С целью упрощения конструкции на станке ТВ-7м установлено несколько пар шестеренок, имеющих разные передаточные числа. Они совместно с валами преобразуют величину крутящего момента до заданного параметра.
На нем выполняются рабочие операции:
- расточка и проточка поверхностей различной формы;
- отрезание, сверление, торцевание деталей;
- подрезание, нарезание внешней и внутренней резьбы;
- шлифование изготовленных деталей.
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону. Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Уход за станком
Станки ТВ-7, ТВ-7м необходимо регулярно осматривать до производства функциональных обязанностей, прибирать металлическую стружку с определяющих направление передвижки деталей, установленных на корпусе и суппорте. Они смазываются маслом по окончанию работ. Точность изготовленных деталей и период эксплуатации станков обуславливаются уходом за ними.
Все подвижно соединенные части и приспособления подлежат своевременной смазке. Процедура осуществляется за счет погруженной в масло шестерни, которая переносит капли на другие элементы. Данной процедуре подвергаются коробка скоростей и подач.
Наблюдение за ней осуществляется через глазок, расположенный на передней бабке. Слив масла осуществляется с задней стороны.
Особенности монтажа станка ТВ-7М и его первого запуска
Монтаж учебного токарно-винторезного агрегата ТВ-7М следует выполнять на стол или изготовленную тумбу высотой не ниже 660 мм и не выше 680 мм от уровня пола. Высоту нужно соблюдать, согласно соответствующими требованиями эргономики.
Тумбу можно изготовить из древесины, но для обеспечения достаточной жесткости основания, лучше всего подойдут металлические уголки и листовой прокат. Прежде чем закрепить винторезный станок, его нужно выставить по уровню в двух плоскостях.
Прежде чем впервые запустить этот станок, нужно выполнить следующие обязательные действия:
- внимательно прочесть руководство по эксплуатации станка, изучить его устройство и правила техники безопасности при работе;
- очистить не окрашиваемые поверхности агрегата салфетками или ветошью, смоченной в растворителе от антикоррозийного покрытия;
- проверить наличие заземления, если оно отсутствует, то его нужно выполнить в соответствии с правилами;
- заполнить места смазки и заливки маслом;
- проверить положение всех рукояток системы управления токарной установки (они должны быть в нейтральном положении);
- подключить кабель электропитания к клеммам блока зажимов.
На начальном этапе, в пределах 30–40 часов эксплуатации токарно-винторезного оборудования не рекомендуется выполнять токарные операции на максимальной скорости вращения шпинделя.
Техника безопасности
Основные правила эксплуатации:
- выдача допуска к работе исключительно при наличии специальной одежде;
- установка оборудования на жестком фундаменте;
- устройство заземления соответственно предъявляемым требованиям;
- проверка исправности подвижных частей, резца, наличия защитных ограждений;
- использование в качестве подставки деревянной решетки;
- закрепление надлежащим образом подлежащей обработке детали;
- применение резцов с правильной заточкой;
- проверка фиксации задней бабки вслед за установкой детали в центральной части;
- своевременное удаление металлической стружки.
Управление оборудованием
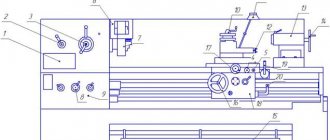
Поскольку ТВ-7 создавался для применения в качестве школьного или учебного оборудования, управление его работой не представляет больших сложностей. Даже по фото устройства понятно, что освоить работу на таком агрегате нетрудно.
Органы управления ТВ-7 (нажмите, чтобы увеличить)
В конструкции токарного ТВ-7 имеется несколько выключателей пакетного типа; кнопка, отвечающая за экстренную остановку рабочего процесса; кнопка, при помощи которой запускается реечная шестерня; маховик для управления продольным перемещением каретки; второй маховик, при помощи которого перемещают заднюю бабку; а также целый ряд управляющих органов, отвечающих за выполнение таких операций, как:
- включение реверсного режима работы главного двигателя;
- натяжение ремня, соединяющего электродвигатель с редуктором;
- запуск подачи суппорта станка в продольном направлении;
- фиксация задней бабки на направляющих станины;
- перемещение салазок в поперечном направлении;
- изменение направления подачи;
- включение в работу ходового винта и ходового валика;
- изменение частоты вращения шпиндельного узла;
- выбор величины подач и шага нарезаемой резьбы.
Основное назначение ТВ-7 — обучение молодых специалистов
Обзор конструкции агрегата будет неполным без упоминания трех рукояток, отвечающих за:
- включение гайки ходового винта;
- крепление пиноли;
- фиксацию резцовой головки в требуемом положении.
Все указанные органы управления позволяют эффективно выполнять простейшие токарные операции над заготовками из металла.
Даже по краткому обзору токарного станка модели ТВ-7 понятно, что с помощью этого устройства можно достаточно быстро освоить азы токарного дела и принципы управления технологическими операциями металлообработки.
Основные особенности
Станок токарный ТВ-7 работает с металлическими заготовками методом их вращения. Дополнительным опционалом выступает резание на станке. Для этого предварительное нагревание заготовки не предполагается. Изменение режима работы осуществляется методом перебрасывания ремня ведомого и ведущего вала.
Этот процесс выполняется при включении пониженной передачи. Подобная особенность обеспечивает высокую функциональность и наличие трех дополнительных подач. Станок токарный ТВ-7 является еще и винторезным. С его помощью можно получить три варианта метрической резьбы.