Настольный токарный станок ТВ 7М был произведён заводом малогабаритного станочного оборудования МАГСО в г. Ростове-на-Дону, основанным в 1956 г. Произведённые этим предприятием станки хорошо известны в кругах токарей-профессионалов и тех, кто только начал изучать токарное дело.
Новые экземпляры станка токарно-винторезного 7-й модифицированной модели (ТВ7М) и по сей день выпускаются, потому что пользуются спросом на территории всего постсоветского пространства. Главными преимуществами этой модели является экономичность и низкий уровень затрат при эксплуатации.
Общее представление о станке ТВ-7
Токарно-винторезный станок ТВ-7 производился в г. Ростове . Согласно паспорту, он предназначался для оснащения школьных мастерских и ПТУ. На этих станках многие школьники и учащиеся учились токарному делу.
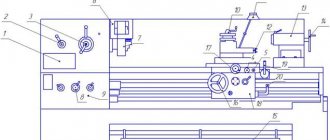
Общий вид.
Скорости переключаются понижающей коробкой с двумя режимами и перестановкой ремня. Рычагов для этой цели нет.
На ТВ-7 можно выполнить следующие работы:
- нарезать резьбу;
- отрезать;
- проточить;
- просверлить отверстия;
- подрезать торцы.
Если есть опыт и приспособления, токарь может выполнить некоторые другие виды работ.
Назначение установки ТВ-7М и основных её узлов
Винторезный станок ТВ-7М предназначен для обучения начинающих токарей, обрабатывать металлические, пластиковые и деревянные заготовки и получать цилиндрические, конические и шарообразные формы из них. С помощью этого оборудования можно:
- выполнять и растачивать поверхности;
- нарезать внутренние и наружные резьбы;
- производить сверление;
- отрезание и подрезание торцов.
Основание токарно-винторезного станка ТВ-7М представляет собой две тумбы с поддоном между ними. В передней тумбе основания, как правило, установлены на общих салазках понижающая коробка и электропривод. В задней тумбе расположено электрооборудование станка, пускатели магнитного типа и предохранители.
Технические характеристики
Параметры во многом подобны аналогичным агрегатам. Имеются некоторые различия, которые повысили возможности данной модели.
Станок имеет вес 400 кг, что несколько уменьшает вибрацию при работе. Размеры установки сравнительно небольшие: 1050×1200×535 мм.
В паспорте указаны такие технические характеристики:
- максимальный диаметр болванки, которую можно установить над станиной — 220 мм;
- максимальный диаметр болванки, которую можно установить над резцедержателем — 100 мм;
- расстояние от станины до центров — 120 мм;
- длина болванки, которую можно установить в центры — 330 мм, в патрон — 310 мм;
- максимальная длина, на которую можно проточить болванку — 300 мм;
- высота резцедержателя — 16×16 мм;
- отверстие в главном валу (диаметр) — 18 мм;
- количество ступеней на прямом вращении — 8;
- число оборотов при прямом и обратном вращении — 60—1000 в минуту;
- наибольшее расстояние, на которое возможно перемещение резцедержателя — 260 мм;
- осевое и поперечное перемещение резцедержателя, соответствующее одному делению лимба — 0, 025 мм;
- максимально возможное расстояние, на которое перемещаются резцовые салазки — 85 мм;
- количество ступеней подачи резцедержателя вдоль оси — 8.
Электродвигатель и понижающая коробка
На ТВ-7 можно нарезать метрическую резьбу, шаг от 0,8 до 2,5 мм.
Как устроены станина и передняя бабка станка ТВ-7
Основным несущим элементом оборудования данной модели, как и любого другого токарного станка, является станина, на которой крепятся все конструктивные узлы, кроме главного электродвигателя. Устанавливается станина, производимая из чугуна по технологии литья, на две массивные тумбы.
На верхней части станины есть четыре направляющих, две из которых имеют призматическую конфигурацию, а две – плоскую. По передней плоской и задней призматической направляющим передвигается задняя бабка, а по задней плоской и передней призматической – суппорт с резцедержателем.
Патрон ТВ-7
Передняя бабка, в которой размещен шпиндельный узел, сообщающий вращательное движение детали, закрепленной в нем для обработки, располагается в левой части станины. Шпиндельный узел школьного токарного станка ТВ-7 обладает следующими характеристиками:
- диаметр сквозного отверстия – 18 мм;
- количество ступеней вращения, совершаемого в прямом и обратном направлениях, – 8;
- категория посадочного конуса Морзе – №3;
- вращение узла в прямом и обратном направлениях может совершаться в интервале 60–1000 об/мин.
Обрабатываемая заготовка получает вращение от шпинделя и фиксируется в нем при помощи трехкулачкового патрона или планшайбы с поводком, которые соединяются с самим шпинделем посредством резьбы, имеющейся на его поверхности. В том случае, если необходимо выполнить обработку детали в центрах, в шпиндельный узел устанавливается соответствующий конусный центр.
В передней тумбе станка расположены двигатель и понижающая коробка
Для обеспечения точного и легкого вращения шпиндельный узел устанавливают в две опоры передней бабки, которые оснащены узлами с радиально-упорными подшипниками. Суппорт станка в процессе обработки детали должен иметь возможность совершать реверсивные движения (подачи), за которые отвечает специальный механизм, также располагающийся в передней бабке. Управлять такими перемещениями можно при помощи специальной рукоятки.
Надежная и эффективная работа токарного станка ТВ-7 требует регулярной замены отработанного масла свежим. Для выполнения этой процедуры в конструкции устройства имеется специальная пробка, расположенная на задней стороне передней бабки. Контролировать уровень масла, залитого в станок, помогает маслоуказатель на лицевой части передней бабки.
Кинематическая схема ТВ-7
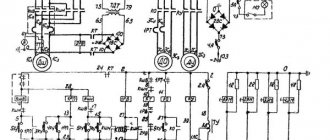
Принципиальная электрическая схема
Конструктивные особенности
Перед началом работы необходимо ознакомиться с конструктивными особенностями. Их знание поможет реализовать возможности агрегата в полной мере. Получить более полное представление об устройстве можно из фото.
Управление
Принцип управления достаточно простой. Для этого имеются:
- выключатели;
- кнопка отключения;
- кнопка реечной шестерни;
- маховики для передвижения механизмов вручную.
Органы управления
Кроме того, для управления служат рукоятки, которыми выполняют следующие функции:
- натягивают ремень;
- включают электродвигатель в реверсе;
- запускают механическую подачу;
- закрепляют заднюю бабку;
- передвигают салазки;
- определяют направление подачи;
- включают-отключают винт и валик;
- выбирают частоту вращения;
- выбирают шаг резьбы;
- определяют скорость подачи;
- фиксируют резцовый держатель.
Совокупность органов управления обеспечивает надежный контроль операций.
Станина и передняя бабка
Станина (направляющие) опирается на тумбы. Все составные части агрегата, за исключением электродвигателя, размещаются на ней.
Суппорт и передняя бабка
Передняя бабка обеспечивает необходимую скорость вращения, поддерживает изделие. В нее вмонтирован шпиндель, от него через патрон или планшайбу передается вращение.
Они крепятся к шпинделю резьбой.
Шпиндельные опоры имеют два подшипника. В передней бабке располагается реверсная подача, которую включают рукояткой.
Суппорт, задняя бабка и коробка подач
Резцы перемещаются по четырем салазкам. На одной из них крепится резцовая головка, которая может занимать четыре позиции. Ее можно поворачивать, передвигать в поперечном направлении рукояткой.
Продолжительная работа станка приводит к появлению зазоров. Возникает вибрация, что сказывается на точности выполнения работ. Инструкцией по эксплуатации предусмотрена регулировка зазоров винтами, размещенными на торце салазок.
Салазки
Резцедержатель прикреплен к суппорту, отжимается рукояткой. Резцы крепятся болтами с мелкой резьбой, которые надежно удерживают рабочий инструмент.
Задняя бабка
Перемещается по направляющим, поддерживает изделие с правого торца, удерживает инструменты: сверло, конус. К основанию крепится корпус с пинолью. Она может выдвигаться, но не прокручивается.
Передаточный механизм (гитара) передает движения на коробку подач и переднюю бабку. Конструкция гитары обеспечивает хорошую смазку и уменьшение шума.
Для управления коробкой подач имеется рукоятка, которой можно придать три положения. Одно из них обеспечивает механическое передвижение суппорта в продольном направлении или нарезание резьбы. Люфт в коробке устраняют поворачиванием круглых гаек.
Электрооборудование
Станок приводится в движение трехфазным асинхронным электродвигателем мощностью 1,1 кВт. Для освещения рабочего места имеется светильник, работающий через понижающий трансформатор. Агрегат имеет электрический щит, в котором размещены: выключатели, магнитные пускатели, трансформатор, предохранители.
Электрическая схема
Электродвигатель размещается в передней тумбе, щит с электрической аппаратурой — в задней. Снаружи на щите — кулачковый переключатель.
Конструкция токарно-винторезного станка ТВ-7М
Станина токарно-винторезного станка ТВ-7М — литая, чугунная, коробчатой формы с окнами. Имеет две призматические и две плоские направляющие.
Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта, а задняя призматическая и передняя плоская направляющие служат для перемещения задней бабки.
Механика токарно-винторезного станка ТВ-7М
Передняя бабка токарно-винторезного станка тв-7м
Передняя бабка служит для закрепления или поддержания обрабатываемой детали и сообщения ей вращательного движения.
Передняя бабка крепится на левой части станины. В станке модели ТВ-7М передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Вращение на входной вал 2 коробки скоростей передается от электродвигателя клиноременной передачей через шкив 1.
С входного вала 2 на вал 3 вращение передается зубчатой парой с внутренним зацеплением 4 и 5.
На валу 3 неподвижно закреплены шестерня 6 и блок-шестерня 7.
На валу 8 находятся блок-шестерни 9 и 10, которые перемещаются по шлицам вала при помощи рукояток 1 и 2 (рис. 2). Рукоятка 1 имеет три фиксированных положения, получаемые поворотом вправо и влево.
Рукоятка 2 имеет два положения.
Тройная блочная шестерня 9 имеет возможность находиться в зацеплении с шестерней 6 и блок-шестерней 7 и тем самым передавать, вращение валу 8 (три различные скорости).
Вращение с вала 8 на шпиндель 12 передается через блочные шестерни 10 и 11.
Таким образом, шпиндель имеет 6 ступеней скоростей (см. табл. 5) от 60 до 975 об/мин.
Шпиндель передаст вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке деталей в центрах, в шпиндель вставляется центр.
Движение подач суппорта заимствуется от шпинделя. Вал 13 получает вращение через шестерни 14—15. С вала 13 движение передается шестерне гитары — 17.
В передней бабке смонтировано устройство, позволяющее изменять направление перемещения суппорта — реверсировать подачу. Реверсирование вращения производится перемещением шестерни 15 в левое и правое крайние положения рукояткой 3.
При левом крайнем положении шестерня 15 получит прямое вращение непосредственно от блока шестерен 14, расположенного на шпинделе.
При правом крайнем положении шестерня 15 получит обратное вращение через паразитную шестерню 16, которая находится в постоянном зацеплении со второй ступенью блока шестерен 14.
На лицевой стороне корпуса передней бабки расположен маслоуказатель 18. С обратной стороны имеется пробка 19 для слива масла.
Гитара токарно-винторезного станка ТВ-7М
Гитара (рис. 5) служит для передачи вращения от шпинделя передней бабки коробке подач.
В узел гитары входит кронштейн 6, запрессованные в него две оси 5, на которых свободно вращаются шестерни.
Вращение с шестерни 1 сидящей на выходном валу передней бабки, передается на сменную шестерню, а затем через шестерни 2—3—4 передается на входной вал коробки подач.
Коробка подач токарно-винторезного станка ТВ-7М
Движение от шпинделя передней бабки станка через передаточный механизм (гитару) передается валу 1 коробки подач (рис. 6).
При повороте рукоятки 4 (рис. 2), которая имеет три фиксированных положения, блок-шестерня 6 перемещается по шлицам вала 5 и ее венцы поочередно входят в зацепление с шестернями 2, 3, 4, неподвижно сидящими на валу 1 (рис. 6).
Это дает возможность вместе со сменными шестернями гитары получить метрическую резьбу с шагом 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 мм и продольную механическую подачу суппорта 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 мм/об.
Фартук
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Суппорт токарно-винторезного станка ТВ-7М
Суппорт (рис. предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Задняя бабка токарно-винторезного станка ТВ-7М
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Эксплуатация
Инструкция по эксплуатации обращает внимание, прежде всего, на необходимость соблюдения мер безопасности. Основные правила:
- монтаж оборудования производить на жестком фундаменте, уровнем проверить горизонтальность установки. От правильной установки в значительной мере зависит точность работы;
- надежно заземлить станок в соответствии с требованиями;
- использовать деревянную решетку в качестве подставки;
- обрабатываемые детали закреплять надежно;
- пользоваться резцами с правильной заточкой;
- закреплять деталь в патроне, чтобы кулачки ее захватывали на максимально возможную величину;
Патрон, на фото хорошо видны направляющие
- не свинчивать патрон внезапным торможением;
- закреплять в патроне без упора на центр задней отцентрированные детали длиной не более двух диаметров. При большей длине использовать центр;
- установив детали в центрах, проверить фиксацию задней бабки;
- своевременно удалять стружку крючком.
Уход за станком
Для надежной и долговечной работы необходимо соблюдать правила:
- Прежде чем производить переключения, следует полностью остановить станок. Если шестеренчатая пара не зашла в зацепление, не включилась зубчатая муфта, проверните рукой патрон до зацепления шестерен или муфты. Переключения при неполной остановке станка приводят к ударам, что вызывает быстрый износ и поломки шестерен, муфты.
- При установке патрона прочищают резьбу. Загрязненная резьба приводит к заеданию патрона, поломке шпинделя.
- Ухода требуют сальники суппорта. В них постепенно накапливается стружка, которая повреждает направляющие.
- Следят, чтобы после суппорта на направляющих не появлялся грязный след. Если только становится заметным грязный след, его смывают, а направляющие смазывают чистым маслом.
- Не следует перегружать станок. От перегрузки появляется повышенный шум, пробуксовывают ремни, перегреваются подшипники и электродвигатель.
- Если деталь протачивается в центрах, пиноль выдвигают на самую малую величину: крепление будет закреплена прочнее, а пиноль прослужит дольше.
О работе на токарном станке ТВ-7 можно посмотреть видео
Смазка
Своевременная смазка гарантирует безотказную долговечную работу. Смазке подлежат трущиеся детали, винты, валы, шестерни, подшипники. Смазывают такие узлы:
- Переднюю бабку через верхнюю крышку. Для контроля уровня служит маслоуказатель.
- Понижающую коробку через пробку. Для контроля уровня служит маслоуказатель.
- Коробку подач через лоток в верхней части. Оттуда по фитилям оно подается на трущиеся поверхности и шестерни. В корыте всегда должно быть немного масла. Накопившееся масло сливают через пробку снизу.
- Гитара: консистентной смазкой смазываются шестерни и втулка.
- На станине все механизмы, подшипники, направляющие смазываются вручную до начала работы.
- В фартуке все смазывается через отверстие внизу суппорта. Смазка проводится каждый раз перед началом работы.
- В суппорте все смазывается вручную перед работой.
- Задняя бабка. Смазывают пиноль, опору винта перед работой.
Система смазки токарного станка
Своевременное смазывание всех рабочих узлов токарного оборудования является, залогом долгосрочной и безотказной работы станка. В системе смазки учебно-производственного агрегата ТВ-7М следует использовать индустриальное масло И-20А и солидол марки Ж.
Подшипники и шестерни передней бабки смазываются автоматически путём разбрызгивания масла из специальной масляной ванны, расположенной в корпусе узла. Масляная жидкость заливается в ванну при снятии верхней крышки. Контроль смазки в передней бабке осуществляется с помощью специального глазка указателя уровня. Уровень не должен быть ниже середины глазка. Смена масла впервые производится через 10 дней эксплуатации, последующие – каждые 40 дней.
Коробка подач имеет специальное место для заполнения маслом в верхней части узла. Из этого места масло попадает на поверхности трущихся деталей и шестерней посредством фитильной подачи. При точении заготовок в этом лотке постоянно должно быть немного масла.
Слив скопившейся смазки в нижней части осуществляется с помощью сливной пробки. Доливать смазывающую жидкость в корыто нужно, как правило, раз в 5 дней. Сливать отработку с корпуса узла нужно первый раз через 10 дней, а последующие – через каждые 20 дней.
Механизмы фартука, суппорта и задней бабки смазываются вручную не реже одного раза в рабочую смену. Смазку подшипников, направляющих, а также ходовых валиков и винта на станине необходимо производить вручную с частотой не реже 1 раза в месяц. Гитара должна смазываться вручную с периодичностью 1 раз в месяц работы.
Как правильно выбрать станок б/у
ТВ-7 снят с производства, поэтому купить можно только агрегат, бывший в употреблении. Поиск продавцов осуществляют чаще всего в интернете. В частности, на сайте бесплатных объявлений Avito.Кроме того, есть много других сайтов, где также можно приобрести станок, например, биржа станочников. Цены колеблются от 25 тыс. рублей до 85 тыс. рублей. Понятно, что цена зависит от сохранности, технического состояния оборудования.
Прежде всего, необходимо связаться с продавцом и в разговоре выяснить состояние агрегата. Если принято решение о покупке, следующий важный шаг — осмотр и испытание станка. Осмотр начинают с самой важной части — направляющих станины, проверяют их износ, который должен быть минимальным. Впрочем, возможно найти станок б/у практически без износа, все зависит от того, в каких условиях и сколько он использовался.
Дальше осматривают и проверяют работу следующих узлов:
- передвижение суппорта, люфт, возможность его регулировки;
- вращение шпинделя: легкое, бесшумное, без вибрации говорит о хорошем состоянии подшипников;
- состояние кулачкового патрона: надежность зажима, легкое, без заеданий, перемещение кулачков;
- работу резцовой головки: поворачивание, фиксация; надежность крепления резцов;
- состояние задней бабки: передвижение по направляющим, фиксация, пиноль;
- работу рукояток, состояние регулировочных болтов и гаек, резьбовых соединений.
Очень хорошо, если есть возможность проверить установку в работе на разных режимах. Такое испытание даст самую правдивую картину действительного состояния станка.
Отзывы
Общая оценка мастеров, пользующихся станком ТВ-7 положительная, все заявленные в технической характеристике параметры поддерживаются. При правильном уходе — своевременная смазка, регулировка — станок обеспечивает высокую точность работ.
Как положительную сторону пользователи отмечают возможность покупки агрегата по приемлемой цене. Отмечается также простота управления, надежность, легкость выполнения всех заявленных в паспорте рабочих операций.
Владельцы агрегата отмечают высокую надежность, простоту управления. Установка используется в домашних условиях, на частных СТО, в небольших мастерских, фермерами. На них проводят ремонт небольших по габаритам деталей, делают болты, гайки, вытачивают, по возможности некоторые изделия.
Пользователи, которые используют ТВ-7 многие годы, отмечают, что никаких существенных поломок за это время не произошло. Все, что требуется от токаря — содержание установки, особенно направляющих, в чистоте, своевременная смазка