Токарно-винторезный станок 1А62 является одним из продолжателей знаменитого семейства ДИП-200, первые станки которого были изготовлены в 1932 году на Московском станкостроительном . Его предшественником был 1Д62, сменивший название ДИП-200 на новое цифробуквенное обозначение, разработанное ЭНИМСом в 1937 году.
1Д62 был запущен в производство в 1937 году и выпускался на протяжении одиннадцати лет. В 1948 году ему на смену пришел токарный станок модели 1А62, у которого были улучшены рабочие характеристики, а также модернизирована система управления и усовершенствована эргономика. Он выпускался в течение восьми лет — вплоть до 1956 года. В производственной линейке его сменил знаменитый 1К62, производившийся на протяжении 18 лет.
Назначение и область применения
Технические характеристики токарно-винторезного станка 1А62 позволят выполнять практически всю традиционную номенклатуру токарных работ: обточку и расточку поверхностей с разными образующими, резьбонарезание резцами и резьбовым инструментом, обработку торцевых поверхностей, а также сверление, зенкеровку, развертку.
1А62 используется для получистовой и чистовой обработки различных металлов и сплавов при единичном и мелкосерийном выпуске продукции. Основные потребители этого станка — инструментальные производства и ремонтные подразделения предприятий энергетики, металлургии, автомобильной отрасли, машиностроения, горнодобывающей промышленности сельхоз предприятий. В пятидесятые годы прошлого века это был один из самых массовых токарных станков данного типоразмера, и он до сих пор используется на небольших производствах и частными лицами.
Назначение оборудования
Назначение 1А62 соответствует другим универсальным станкам токарно-винторезной группы. С его помощью выполняется точение, сверление, нарезание резьбы и другие токарные операции. Исходная заготовка может устанавливаться как в патроне, так и в центрах. Качество токарной обработки позволяет использовать станок в составе чистовой и получистовой групп оборудования. Руководство по эксплуатации, рекомендует использовать данную модель при изготовлении единичной или мелкосерийной продукции.
Специфика модели и технические характеристики
По сравнению с предыдущей моделью, которая выпускалась без значительных изменений более десяти лет, у токарно-винторезного станка 1А62 были улучшены следующие технические характеристики:
- скорость шпинделя повысилась на 300 об/мин (до 1200), а количество ступеней увеличилось до 21 при прямом вращении и до 12 — при обратном;
- установлен электродвигатель мощностью 7 киловатт;
- вместо плоского ремня главного привода используется клиноременная передача;
- применена более мощная фрикционная муфта;
- установлен механизм реверса для изменения направления подачи при резьбонарезании;
- усилена конструкция задней бабки;
- увеличен диаметр пиноли до 70 мм;
- добавлен электронасос для подачи СОЖ из резервуара, расположенного в задней ножке;
- система смазки орошением заменена на циркуляционную.
Существенным изменениям подверглись также и органы управления, что заметно повысило удобство работы станочника:
- для установки числа оборотов шпинделя используются три рукоятки: одна круговая (с диском с делениями) и две позиционные;
- ниже суппорта размещен лимб продольной подачи;
- новый быстродействующий поворотный резцедержатель позволяет одной рукой выполнять позиционирование на любой угол;
- коробка скоростей модернизирована в целях удобства управления (уменьшено количество рукояток).
Параметры
Основные размерные параметры станок 1А62 унаследовал от предыдущей модели, в том числе и максимальный диаметр обточки над суппортом в 210 мм. Основные технические характеристики станка приведены ниже.
Габариты обработки (мм):
- максимальный диаметр обточки над станиной — 400;
- максимальная длина обрабатываемой заготовки — 1500;
- диаметр проходного отверстия шпинделя — 36.
Шпиндель (об/мин):
- диапазон скоростей шпинделя — 12÷1200;
- реверсная скорость шпинделя — 18÷1520;
- конус шпинделя — М5.
Суппорт (мм):
- максимальный продольный ход — 1400;
- максимальное поперечный ход — 280;
- максимальный ход резцовых салазок — 110.
Пиноль задней бабки (мм):
- диаметр — 70;
- максимальный ход — 150;
- конус — М4.
На станке установлены два электродвигателя: системы СОЖ (0,125 кВт) и главного привода (7 кВт).
Cтанок 1АТокарно-винторезный
Универсальный токарный станок 1А62 предназначен для выполнения самых разнообразных токарных, резьбонарезных и сверлильных работ. Станок позволяет нарезать метрические, дюймовые, модульные и питчевые резьбы.
От выпускающегося ранее станка 1Д62М этот станок отличается следующими изменениями:
- Наибольшая скорость вращения шпинделя увеличена до 1200 об/мин. Шпинделю сообщается 21 скорость в прямом направлении вращения и 12 скоростей – в обратном.
- Мощность электродвигателя главного привода увеличена до 7,0 кВт
- Передача плоским ремнем заменена клиноременной
- Число оборотов шпинделя устанавливается тремя рукоятками
- Усилена фрикционная муфта
- Передняя шейка шпинделя установлена в специальном регулируемом двухрядном роликовом подшипнике
- На переднем конце шпинделя имеется канавка для предохранителей, предотвращающих самопроизвольное спадание патрона при остановке станка
- Направление подачи суппорта при нарезании резьб изменяется с помощью механизма реверса.
- Конструкция коробки подач допускает прямое включение ходового винта для нарезания точных резьб
- Чтобы предохранить от загрязнения механизм коробки подач и улучшить его смазку, паз для управления ступенчатым конусом закрыт
- На фартуке станка установлен лимб продольной подачи
- Задняя бабка значительно усилена
- Конструкция резцедержателя допускает поворот его одной рукой на любой угол
- Конструкция неподвижного упора сделана более надежной
- На задней ножке станка установлен электронасос для подачи охлаждающей жидкости из резервуара, расположенного внутри этой ножки
Это интересно: Как правильно вставить и вытащить сверло в перфоратор, шуруповерт и дрель
Организация управления станком
Управление станком 1А62 — полностью ручное, поэтому все органы управления обработкой расположены непосредственно на его основных узлах и агрегатах. На фронтальной части передней бабки вверху находятся рукоятки переключения режимов работы коробки скоростей, а чуть ниже — рукоятки коробки подач. Под коробкой скоростей установлены три кнопки для включения и выключения освещения рабочей зоны, общего электропитания станка и электронасоса системы СОЖ. Справа от коробки подач находится кнопочный блок для включения и выключения главного двигателя.
Ниже суппорта на фартуке расположены рукоятки управления и маховичок ручного передвижения суппорта. На самом суппорте находится рукоятки перемещения и фиксации резцедержателя. Задняя бабка оснащена маховичком перемещения пиноли и рукояткой для ее фиксации.
Суппорт и резцовые салазки
Суппорт служит для продольной и поперечной подачи режущего инструмента, на его верхней части крепится токарный резец. Основные сборочные единицы в его составе — это:
- нижние салазки;
- нижняя часть;
- поворотная часть;
- резцовые салазки с резцедержателем.
Движение нижних салазок осуществляться параллельно оси станка и производится или вручную, или от ходового винта через привод фартука. Нижняя часть расположена на верхних направляющих нижних салазок. Ее поперечное перемещение осуществляется или вручную или от привода фартука. Поворотная часть суппорта может вращаться влево и вправо на угол 45°. Резцовые салазки перемещаются вручную по продольным направляющим средней части.
Для управления механическими перемещениями составных частей суппорта используют четыре поворотные рукоятки, расположенные на фартуке. Эти органы управления включают и выключают следующие виды движений:
- реверс суппорта;
- механическое движение;
- продольную или поперечную подачу;
- гайку ходового винта.
Для ручного управление механизмами суппорта используют маховичок ручного перемещения каретки, расположенный на фартуке станка, а также три рукоятки на самом суппорте, которые выполняют следующие функции:
- поперечное позиционирование суппорта;
- фиксация резцедержателя;
- перемещение резцовых салазок.
Настройка видов резьб и подач, передаваемых к механизму фартука, производится органами управления, расположенными на коробке подач.
Шпиндельный узел станка
Шпиндельный узел станка 1А62 расположен в передней бабке и включает в себя, помимо самого шпинделя, коробку скоростей, с помощью которой производят изменение его скорости и направления, а также коробку передач, подающую требуемый тип подачи и заданную скорости вращения к суппорту станка. Коробка скоростей получает вращение от главного электродвигателя станка посредством ременной передачи.
Схема станка 1А62. Токарно-винторезного. Кинематическая
Кинематическая схема — это графическая схема отображения рабочих узлов и блоков механизма конструкции. Принципиальная кинематическая схема показывает последовательность передачи движения от двигателя через промежуточный механизм к рабочим органам изделия и их взаимосвязь. В кинематических схемах изображают конкретно только те элементы сборочной конструкции, которые принимают участие в передаче движения, к ним относятся промежуточные шестерни, ходовые тяги и фиксаторы, валы, шкивы приводов, муфты и др. Конструкцию какого либо сборочного механизма, имеющей движущие части, наносят в виде графики на схему сплошными линиями, чередующимися пунктиром, соответственно маркируя каждый элемент цифрами с последующей расшифровкой. Существуют пространственные кинематические схемы механизмов, которые изображают обычно в виде развернутых схем. Они получаются путем совмещения всех осей в одной плоскости с последующим проецированием на плоскость. Такие схемы позволяют уяснить последовательность передачи движения. На кинематической схеме допускается отображать отдельные элементы схем другого вида, непосредственно влияющие на ее работу, например, электрические. Читать кинематическую схему начинают от двигателя, являющегося источником движения всех деталей механизма. Устанавливая последовательно по условным обозначениям каждый элемент кинематической цепи, изображенный на схеме, выявляют его назначение и характер передачи движения.
Скачать бесплатно схему кинематическую станка 1А62 с большим разрешением можно по ссылке расположенной ниже:
Правила эксплуатации
Соблюдение правил эксплуатации и выполнение текущего технического обслуживания гарантируют работоспособность и стабильность рабочих характеристик токарно-винторезного станка 1А62 в периоды между плановыми ремонтами. Уход за оборудованием включает в себя как поддержание чистоты и порядка непосредственно на станке и в рабочей зоне станочника, так и контроль за состоянием его узлов и агрегатов. Помимо этого, необходимо выполнять регламентированные проверки и мероприятия, предусмотренные «Руководством по уходу и обслуживанию» этого станка.
После окончания рабочей смены станочник должен отключить его от электросети, убрать со станка инструмент, приспособления и оснастку, очистить его стружки и провести наружный визуальный осмотр механизмов на предмет их исправности. Также необходимо проверить состояние заземления и защитных элементов: ограждений, кожухов и экранов.
Перед началом рабочей смены выполняется визуальный контроль в том же порядке. После чего необходимо проверить уровни масла во всех механизмах станка и только после этого выполнять проверку станка на холостом ходу.
Особого контроля требует система смазки движущихся частей станка. В Руководстве перечислены контрольные и технические мероприятия, которые должны выполняться в начале каждой смены для обеспечения смазкой всех движущихся механизмов станка. В системе смазки токарно-винторезного станка 1А62 применяется один вид промышленной смазки — машинное масло «Л» (по современной классификации — индустриальное масло И-30А).
Проверка масла
Проверка и заливка масла в основные узды и агрегаты станка производится в следующем порядке:
- Коробка скоростей. Уровень масла проверяется по указателю на горловине (норма — верхний уровень). Перед началом работ необходимо прочистить пластинчатый фильтр, повернув специальную рукоятку, расположенную на корпусе коробки. Сроки замены масла регламентированы. После запуска станка оно должно меняться первый раз через десять дней, второй раз — через 20. Далее масло меняется каждые 35-40 дней.
- Коробка подач. Масло заливается до верхнего уровня маслоуказателя. Периодичность замены масла такая же, как и у коробки скоростей.
- Фартук. Для смазки червяной передачи необходимо залить масло через отверстие на фланце до его нижнего края.
- Суппорт. На нижней и верхней частях суппорта находятся девять масленок, смазывающих все движущиеся части суппорта. Масло в них нужно добавлять ежесменно. Кроме этого каждую смену необходимо смазывать направляющие верхней части.
- Задняя бабка. Смазка пиноли, винта и подшипника осуществляется двумя масленками, которые должны наполняться маслом каждую смену.
- Гитара. В корпусе гитары предусмотрен резервуар для масла, которое заливается в него до уровня маслоуказателя. Сроки замены масла такие же, как и у коробки скоростей.
- Ходовой винт. Перед началом рабочей смены его необходимо смазать машинным маслом по всей его длине. Для смазки опор ходового винта, а также опор валика, предусмотрены три масленки, которые должны заполняться маслом каждую смену. Подшипник вертикального валика получает смазку посредством отдельной масленки, в которую масло добавляется один раз в неделю.
Смазка станка и охлаждение зоны обработки
Наиболее важные узлы станка, такие как опоры шпиндельного узла, элементы передней бабки и др., смазываются при помощи специальной системы – в автоматическом режиме. Смазка остальных трущихся элементов происходит в тот момент, когда начинают вращаться элементы зубчатых соединений, которые просто разбрызгивают вокруг себя смазочный состав.
Токарный станок 1В62Г в производственном цеху
В конструкции станка предусмотрено несколько точек, через которые к его трущимся элементам подается смазка. Такие точки есть на:
- станине оборудования (сюда смазка поступает посредством реечной передачи и зубчатых колес);
- фартуке (для этого в его конструкции предусмотрено специальное отверстие);
- каретке (отдельный золотник).
Для того чтобы использовать для смазки узлов агрегата правильный состав, необходимо подобрать его по таблице, имеющейся в инструкции для пользователя. В этой же таблице содержится информация о нормах заправки такого состава и периодичности выполнения его замены.
Охлаждающая жидкость, необходимая для защиты зоны обработки от перегрева, подается в нее посредством специального насоса (Х14-22М), который смонтирован на одной из тумб станка. Данный насос может перекачивать до 32 литров охлаждающей жидкости в минуту. Кроме того, в системе охлаждения агрегата есть емкость, которая может вместить в себя 25 литров охлаждающей жидкости.
Габарит рабочего пространства
Пространство обработки металлорежущего оборудования зависит от типа, компоновки и геометрических размеров станка. Его габариты ограничивают предельные размеры заготовки, которую можно поместить в рабочую зону станка. Помимо технических параметров оборудования эти ограничения также зависят от формы детали и расположения на ней обрабатываемых поверхностей. Для горизонтальных токарных станков рабочее пространство обычно делится на два вида: для деталей типа «вал» и для деталей типа «диск».
Токарный станок 1А62 имеет традиционную компоновку и относится к универсальным. Для него предельные размеры детали типа «вал» составляют 220 мм в диаметре и 1400 мм в длину. Деталь типа диск может иметь следующие габариты: 400 мм в диаметре и 100 мм в высоту. Габаритные размеры являются не единственным ограничениям при выполнении токарных операций и напрямую связаны с массой заготовки. Так предельный вес изделия при обточке в патроне токарного станка составляет 500 кг, а между центрами — 1500 кг.
Характеристика деталей
Шпиндель
Необходим для того, чтобы фиксировать используемую деталь. Через встроенную коробку передач проходит момент, который вращается от силовой установки самого станка.
Параметры шпинделя:
Шпиндель токарного станка 1А62
- Диаметр и размер сквозной формы будет 36 мм.
- Допустимый размер прутка, не выше 38 мм, так как он проходит через этот шпиндель.
- Имеется несколько ступеней вращения (при прямой передаче – 21, а при реверсивном вращении где-то 12).
Расположен показатель, который определяет, насколько вращается головка шпинделя. Для прямой она проходит варьирование от 11, 5 до 1200 оборотов за минуту. В случае обратного вращения значение будет составлять 18-1500 об/ мин.
Суппорт
Расположен для того, чтобы смещался резец под заготовку. Именно он определяет работу станка, ведь от этого зависит точность и качество изготовления деталей.
Параметры суппорта таковы:
Суппорт токарного станка 1А62
- Продольная каретка смещена где-то на 65, 9 –140 сантиметров.
- Подпольная каретка максимально сдвигается до 28 сантиметров.
- Имеет несколько ступеней передач, поперечный и продольный, диаметры которых будут 35 сантиметров.
- Существует несколько значений для передач (продольная 0,08–1,59 оборота в минуту, поперечная от 0,027 до 0,522 оборота в минуту).
- Выставленные параметры резьбы – нарезных будет 19, а дюймовых 20. Диапазон и замеры шагов от 1–
Резцовые салазки
Резцовые салазки токарного станка 1А62
Необходимы для того, чтобы резцовая головка равномерно смещалась и попадала в резьбовую нитку. Именно они оказывают влияние на качество операций и изготовление самих деталей. Для того чтобы резцовые салазки смещались, достаточно нажать маховички и рычаги, которые равномерно расположены на станке.
Параметры резцовых салазок:
- Наибольшее смещение будет составлять приблизительно 113 миллиметров.
- Деление будет составлять ровно 0,05 миллиметров.
- Допустимый угол поворота до 90 градусов.
- Сечение державки резца допускается по значению ровно 25*25.
Задняя бабка
Такая деталь необходима для того, чтобы заготовка стабильно фиксировалась. Еще добавлены специальные механизмы, которые помогают фиксации установленного конуса, относящегося к центру шпиндельной бабки. Токарная бабка смещается только вдоль оси установленной детали.
Параметры задней бабки:
- Диаметр и размер пиноли составляет приблизительно 70 миллиметров.
- Установлены отверстия – Морзе 4.
- Максимально допускается смещение пиноли на 150 миллиметров.
- Деление будет составлять около 0,1.
Сведения о производителе
Токарно-винторезный станок 1А62 производился с 1948 по 1956 годы на Московском станкостроительном им. А.И. Ефремова. До революции это предприятие принадлежало братьям Бромлеям и занималось выпуском различных металлоизделий. Завод был национализировано и в 1918 году, а четыре года спустя по просьбе трудового коллектива переименован в «Красный пролетарий». Вместе с новым именем предприятие получило и новую специализацию: производство станков для металло- и деревообработки. На заводе началась реконструкция и строительство новых производственных площадей. А в 1923 году было выпущено первое токарное оборудование — станки серии «ТН» трех типоразмеров.
Ключевым для «Красного пролетария» стал 1930 год, когда началось проектирование более мощного стандартизованного станка под названием ДИП («Догоним и перегоним»). Уже через два года был изготовлен и испытан первый станок, а концу 1932 года предприятие произвело первые 25 ДИП-200. На следующий год предприятие выпускало уже по 300 станков в месяц, а в 1934 году был начат выпуск ДИПов большего габарита с индексами 300, 400, 500. В конце тридцатых годов ДИП-200 в соответствии с вновь принятой классификацией ЭНИМСа получил новое обозначение — 1Д62. Во время войны «Красный пролетарий» выпускал станки (в том числе и специализированные для нужд оборонной промышленности) и производил артиллерийские снаряды.
После войны «Красный пролетарий» не только выпускал новые типы токарных станков, но и проектировал их для других заводов, став, таким образом, головным предприятием отрасли по токарному оборудованию. В 1948 году завод начинает выпуск станка 1А62, пришедшего на смену легендарному ДИП-200, а на следующий год осваивает их поточное производство. В 1951 предприятию присвоено имя А.И. Ефремова — министра станкостроения СССР в 1941—1949 годах. В 1951 году был создан опытный экземпляр ставшего знаменитым 1К62. Через два года эта модель пошла в серию и выпускалась вплоть до 1971 года. Всего за этот период было произведено более двухсот тысяч таких станков. В шестидесятые годы на предприятии был освоен выпуск специализированных станков и токарного оборудования с ЧПУ.
С 1971 года «Красный пролетарий» начинает производить станки 16К20, а через два года переходит к их массовому выпуску, причем в различных комплектациях: с копирами, индикацией, ЧПУ и пр. В семидесятые годы завод имел самые большие объемы производства за всю свою историю и поставлял станки не только в страны СЭВ, но в дальнее зарубежье. С 1983 на предприятие было начат массовый выпуск станков с ЧПУ. В это же время завод прекратил производство станков 16К20 и перешел к выпуску токарно-винторезного станка МК6056.
В начале 90-х у предприятия наступают трудные времена. Сначала практически до нуля упал спрос на станки с ЧПУ, затем и на универсальные станки, а к середине 90-х «Красный пролетарий» выпускает всего несколько сот станков в год. 1999 год – завод переместился на новую производственную площадку, но только лишь с частью прежнего оборудования.
В течение последующих десяти лет завод предпринимал усилию вернуть себе хотя бы часть внутреннего рынка, который за это время заполнился зарубежной продукцией, но в целом его усилия так и не увенчались успехом. В 2011 году предприятие прекратило производство станков, а его новые собственники объявили основным направлением деятельности сдачу производственных и офисных площадей в аренду. В 2016 году было объявлено о возобновлении выпуска токарного оборудования (в том числе и с ЧПУ), но каких-то значительных успехов завода в этом деле пока не отмечено.
Какие главные отличия модели 1а62?
До изготовления станка 1а62г существовали и другие модели, однако, в новой модели станка доступно больше функций и операций. Модель 1а62, отличается от раннего выпуска модели 1Д62М, следующими доступными функциями:
- Максимальная скорость вращения шпинделя увеличена приблизительно до 1200 оборотов в минуту.
- Доступна скорость в прямом и в обратном обороте.
- Мощность и сила электродвигателя максимально улучшена до 7 кВт.
- Передача пропорционально заменена клиноременной вместо стандартного плоского ремня.
- Число и количество оборотов можно легко установить с помощью трех рукояток.
- Передний шпиндель расположен в специальном двухрядном подшипнике, который способен регулироваться.
- Чтобы коробка передач и другие механизмы не загрязнялись, паз закрыт специальным приспособлением, который помогает улучшить смазку.
- Работа задней бабки улучшена, а благодаря этому качество производства на высшем уровне.
- На специальном фартуке установлен лимб, который стабилизирует продольную подачу и улучшает качество ее функциональности.
- Коробка передач стабильно допускает прямое включение, благодаря этому нарезка проводится точно и практически без промахов.
- Неподвижный упор укреплен намного мощнее и сильнее, то есть вероятность повреждений и поломок низка.
- В задней части станка установлен охладитель, который охлаждает оборудование и улучшает качество резьбы и производства в целом.
Еще на станке расположена специальная канавка для предохранителя, которая не позволяет спадать патрону даже в том случае, если останавливается само оборудование.
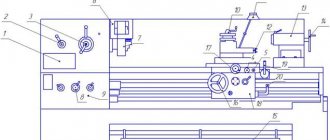
Общая конструкция и принцип работы
В конструкции привычно для экспертов расположены регулирующие органы, использована простая схема управления. Модель состоит из узлов:
- станина;
- передняя, задняя тумбы;
- передняя бабка;
- зажимной патрон;
- задняя бабка;
- резцедержатель;
- фартук с механикой подачи суппорта;
- ходовой вал;
- коробка подач.
Конструкция рассчитана на высокую выносливость к вибрации, жесткость. Основой являются тумбы, а для повышения их жесткости используют вертикальные ребра на стенках.
В левой части агрегата имеется передняя бабка, внутри нее коробка передач, шпиндель с патроном. С правой стороны задняя бабка. Суппорт может смещаться в разные стороны за счёт фартука.
Шпиндельный узел станка
Шпиндельный узел токарного станка 1А62 отвечает за фиксацию заготовки в процессе выполнения ее обработки, а также за передачу ей вращательного движения от главного привода устройства.
Перечислим характеристики данного узла:
- диаметр сквозного отверстия – 38 мм;
- максимальный диаметр прутка, вставляемого в шпиндельный узел, – 36 мм;
- частота вращения: прямого – 11,5–1200 об/мин, обратного – 18–1520 об/мин;
- количество устанавливаемых скоростей вращения: прямого – 21, обратного – 12.
Внутренний посадочный конус «Морзе» в шпиндельном узле токарного станка 1А62 имеет категорию М5.
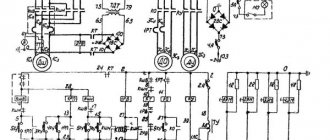
Принципиальная и монтажные электрические схемы станка 1А62 (нажмите, чтобы увеличить)
Суппорт и резцовые салазки 1А62
Суппорт 1А62, как и аналогичные узлы токарных станков других моделей, отвечает за перемещения режущего инструмента относительно обрабатываемой заготовки. Характеристики данного элемента станка напрямую влияют на точность выполнения технологических операций, а также на функциональность оборудования.
Суппорт токарного станка 1А62 обладает следующими техническими возможностями:
- продольная каретка перемещается на 650, 900 и 1400 мм, поперечная – на расстояние до 280 мм;
- количество ступеней продольных и поперечных подач – 35;
- подачи могут совершаться в следующих пределах: продольные – 0,082–1,59 мм/об, поперечные – 0,027–0,522 мм/об;
- количество параметров нарезаемой резьбы: метрические – 19 (шаг от 1 до 12 мм), дюймовые – 20 (шаг – 2–24 ниток/дюйм), модульные – 10 (шаг – 0,5–3 модуля), питчевые – 24 (шаг – 7–95).
Резцовые салазки токарного станка 1А62, служащие для более точного перемещения резцовой головки, управляются несколькими маховиками и управляющими рычагами. Это позволяет добиться следующих характеристик работы данного узла:
- значение максимального перемещения – 113 мм;
- в соответствии с одним делением лимба салазки перемещаются на 0,05 мм;
- максимальный угол, на который может поворачиваться данный узел, составляет 900, при этом цена деления шкалы поворота составляет 10;
- максимальное сечение державки режущего инструмента – 25х25 мм;
- количество токарных резцов, которые одновременно можно установить в резцедержателе, – 4.
Следует отметить, что резцовые салазки токарного станка 1А62 имеют механический привод.
Особенности конструкции
К особенностям конструкции 1К62 относят универсальность его функциональных возможностей и грамотно организованное рабочее пространство. Особо отмечается простота настройки режимов работы станка.
Повышенная жесткость всех его рабочих узлов обеспечивается применением в конструкции сверхпрочных подшипников. Благодаря значительной по величине мощности привода на 1К62 допускается обрабатывать заготовки, прошедшие длительную закалку.
Обратите внимание: В конструкции станины предусмотрена возможность изменения положения задней балки, позволяющая обтачивать детали конусообразной формы. Сама балка стыкуется с нижней плоскостью суппорта особым замком, что расширяет диапазон операций сверления
К основным конструктивным узлам этого изделия относят:
Сама балка стыкуется с нижней плоскостью суппорта особым замком, что расширяет диапазон операций сверления. К основным конструктивным узлам этого изделия относят:
- Станину с двумя расположенными по краям тумбами.
- Две бабки (переднего и заднего размещения).
- Суппорт с резцедержателем и фартучный механизм.
- Коробку передач (КП).
Рассмотрим далее организацию рабочего места.
Габариты рабочего пространства
Характеристики рабочего места 1К62 выглядят следующим образом:
- высота станины с надстройками – полтора метра;
- общая длина основания – от 2,5 до 3,5 метров (при ширине 1,2 метра);
- допустимый размер детали, размещенной над суппортом – до 22,4 см, а над станиной – до 43,5 см
- допустимое резцовое сечение – в пределах 2,5 см;
- предельный размер болванки, фиксируемой при обработке – в границах от 75 см до 150 см;
- сквозной размер (диаметр) вала – 5,5 см;
- свободный ход рабочей каретки – до 1330 мм.
В определенных условиях эксплуатации станкового оборудования (при фиксации заготовки в патроне, в частности), вес обрабатываемой болванки может достигать 300 кг. При установке заготовок в центрированной позиции ее масса может достигать 1300 кг.
Передняя и задняя бабки
Основное предназначение передней бабки – обеспечить заданные параметры вращения вала в различных режимах работы при выполнении всего спектра рабочих операций. Здесь же размещены элементы переключения сменных зубчатых шестерен КП. Расположенные в ней механизмы позволяют:
- делать резьбу с шагом, который кратен 4-м и 16-ти единицам; при этом передаточное число увеличивается в 8 и 32 раза соответственно;
- обеспечивать правую и левую нарезку;
- подготавливать резьбы в многозаходном режиме (от 2-х до 60-ти заходов).
Передняя и задняя бабки
При работе станка подача от главного двигателя передается на ведомый шкив, а далее — через сложную систему муфт и блоков — на переднюю бабку со шпинделем. Затем движение передается на вал трензеля и на механизм подач. Опоры качения валов узла могут смазываться как посредством разбрызгивания, так и принудительно. В конструкцию модели входит специальный масляный насос.
Задняя бабка агрегата 1К62 может перемещаться по направляющей станины и оснащена плитой. Выдвижная пиноль передвигается с помощью винтовой пары и маховика. Ее вылет фиксируется рукояткой. Сам корпус бабки может смещаться относительно плиты в поперечном направлении. При необходимости бабку можно также закрепить на станине. Иногда в гнездо пиноли устанавливают специальный инструмент, предназначенный для обработки отверстий.