Технические характеристики станка 165
Технические характеристики станка 165 это основной показатель пригодности станка к выполнению определенных работ на станке. Для токарно-винторезных станков основными характеристиками является:
- Наибольший диаметр обрабатываемого изделия
- Расстояние между центрами
- Наибольшая длинна обрабатываемого изделия
- Число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 165. Более подробно технические характеристики станка можно посмотреть в паспорте станка 165 расположенном ниже.
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Электрическая схема токарно-винторезного станка модели 165
Электросхема универсального токарно-винторезного станка 165
Электрооборудование станка 165. Общие сведения
На станке установлены следующие электродвигатели:
- электродвигатель главного привода
- электродвигатель быстрых перемещений каретки
- электродвигатель насоса охлаждения
Питание электрооборудования станка осуществляется от сети переменного тока 380 в, 50 Гц.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от селенового выпрямителя Д1 (однофазный мост, см. рис. 14).
Питание цепей управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание лампы местного освещения напряжением 24 в производится от отдельного трансформатора.
Вся аппаратура управления электроприводами станка смонтирована в нише передней бабки и указана в табл. 11.
Управление электроприводами станка дистанционное, кнопочное и осуществляется (см. рис. 17):
- с пульта управления на бабке передней — ПБ
- с пульта управления на каретке — ПК
- с пульта управления на фартуке — ПФ
Присоединение электрооборудования станка к цеховой электросети осуществляется с помощью вводного автомата (автоматического1 выключателя) ВА1, установленного на боковой стенке ниши передней бабки. Ввод осуществляется проводом сечением 10 мм2.
Защита электродвигателей и цепей управления от токов короткого замыкания и перегрузок производится автоматическими выключателями я тепловыми реле.
Величины номинальных токов и значений вставок магнитных пускателей и реле даны в табл. 12, 13.
Нулевая защита электрооборудования станка осуществляется размыканием з. (замыкающих) блокконтактов в цепи самопитания магнитных пускателей и реле при исчезновении напряжения в цеховой электросети.
Паспорт станка 165
Данное руководство по эксплуатации (Паспорт станка 165) содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
СОДЕРЖАНИЕ
Назначение и область применения станка
Распаковка и транспортировка
Фундамент станка, монтаж, установка
Технический паспорт станка
- Основные данные
- Суппорт
- Задняя бабка
- Дополнительные данные
- Привод
- Муфты трения
- Спецификация основных групп станка
- Спецификация органов управления
- Спецификация зубчатых и червячных колес, червяков, винтов и гаек
- Механизм главного движения
- Механизм подач
- Сменные зубчатые колеса
- Механизм подач
- Насосы
- Изменения в станке
- Капитальные ремонты
- Спецификация принадлежностей и приспособлений
Краткое описание ставка
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт и каретка
- Фартук
- Коробка подач
- Гитара
- Патрон
- Люнеты
- Охлаждение
Электрооборудование станка
- Общие сведения
- Описание электропривода и схемы управления
- Включение и отключение электрооборудования станка
- Главный привод
- Привод подач
- Привод охлаждения
- Обслуживание электрооборудования станка
- Возможные неисправности электрооборудования станка и меры их устранения
- Спецификация электрооборудования
Смазка станка
- Спецификация к схеме смазки станка
- Указания по обслуживанию и краткое описание смазочной системы станка
Подготовка станка к первоначальному пуску
Техника безопасности
- Технические средства безопасности, предусмотренные в конструкции станка
- Правила техники безопасности по эксплуатации станка
Регулировка станка
- Регулировка подшипников шпинделя
- Регулировка предохранительной муфты фартука
- Регулировка зазора в направляющей верхней и нижней половинах гайки ходового винта
- Схема расположения штуцеров электромагнитных муфт и регулировка
- Регулировка натяжения ремней главного двигателя
Спецификация подшипников качения и важнейших подшипников скольжения
Спецификация быстроизнашивающихся деталей
- Символы, нанесенные на таблицах станка
- Акт приемки универсального токарно-винторезного станка
Скачать паспорт токарно-винторезного станка 165 в хорошем качестве можно по ссылкам расположенным ниже.
Паспорт станка 165. Вариант 1. Скачать бесплатно.Паспорт станка 165. Вариант 2. Скачать бесплатно.
Краткое описание токарно-винторезного станка модели 165
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины находятся ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала и редуктором быстрого перемещения суппорта с фланцевым электродвигателем.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ 5000 имеются две подвески.
Бабка передняя токарно-винторезного станка модели 165
Бабка передняя токарно-винторезного станка 165
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами.
В корпусе передней бабки смонтированы:
- коробка скоростей
- шпиндельный узел
- звено увеличения шага в восемь раз
- механизм изменения направления перемещения каретки при нарезании резьб
- механизм настройки скоростей шпинделя
- система смазки
- электрошкаф
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Описание регулирования шпиндельных подшипников приведено в разделе «Регулирование».
Настройка частоты вращения шпинделя, а также настройка на нарезание правой или левой резьбы нормального или увеличенного шага производится перемещением зубчатых колес по шлицевым валам с помощью рукояток, расположенных на передней стенке бабки передней (см. рис. 37 и табл. 22).
Шлицы валов и зубья зубчатых колес закалены и отшлифованы.
Включение звена увеличения шага возможно только при работе с перебором.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика 26 (см. рис. 3).
Бабка крепится к станине при помощи двух прихватов тремя болтами.
Для жесткой фиксации в осевом направлении в бабке задней имеется упор, который можно вводить в литые впадины станины рукояткой 27.
Корпус бабки смещается по мостику в поперечном направлении (см. подраздел «Регулирование»).
В пиноль бабки встроен вращающийся шпиндель, подшипники передней опоры которого регулируются с помощью гаек.
Быстрое перемещение пиноли производится маховиком 29. стопорение — рукояткой 33.
Медленное перемещение пиноли осуществляется рукоятками 31 через червячный редуктор, включаемый рукояткой 30.
Для сверления, зенкерования и развертывания поворотом толкателя 28 необходимо включить зубчатую муфту, жестко соединяющую шпиндель с пинолью.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
При смене центра или инструмента пиноль необходимо вдвинуть в корпус бабки до отказа. При этом толкатель выталкивает центр или инструмент из шпинделя.
Суппорт и каретка
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины и поперечное по направляющим каретки. Оба перемещения осуществляются механически (с рабочей подачей и использованием механизма быстрого перемещения) и вручную.
Резцовые салазки, несущие четырехпозиционный резцедержатель, перемещаются вручную по направляющим поворотной части, которую можно повернуть вокруг вертикальной оси на любой угол.
Гайка винтовой пары поперечного перемещения суппорта составная и разделена регулировочным клином. Регулирование зазоров в направляющих каретки, поворотной части, производимое клиньями, в’ винтовой паре поперечного’ перемещения суппорта приведено в подразделе 2.4. «Регулирование».
Фартук станка
Фартук — закрытого типа со съемной передней стенкой (крышкой).
Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке 23 управления механическими ходами каретки и суппорта (см. рис. 3), причем направление включения рукоятки совпадает с направлением подачи.
Дополнительным нажатием кнопки 24 (см. рис. 3), встроенной в рукоятку 23, можно включить быстрый ход суппорта в направлении наклона рукоятки управления (23).
Благодаря обгонной муфте, вмонтированной в коробку подач, включение быстрого хода возможно при включенной подаче.
Гайка ходового винта разрезная, включается рукояткой 21 через кулачковое устройство.
Во избежание одновременного включения гайки ходового винта и подачи имеется электромеханическая блокировка.
В фартуке смонтирован механизм предохранительной муфты, исключающей поломку станка при перегрузках. Регулировка ее приведена в подразделе 2.4. «Регулирование».
Коробка подач
Коробка подач — закрытого типа со съемной передней стенкой (крышкой).
Механизм коробки подач позволяет получить все подачи и нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Настройку коробки подач на подачу или нарезание резьбы производить в соответствии с табл. 23 и 24 в следующем порядке (см. рис. 3 и рис. 38):
- рукоятку 10 перевести в положение «выключение»
- рукоятку 14 перевести в положение «ходовой винт» для нарезания резьб или в положение «ходовой валик» — для работы с подачей
- рукоятку 7 перевести в одно из трех положений — «дюймовая резьба», «модульная резьба», «метрическая резьба или подача»
- рукоятки 9, 12, 13 установить согласно таблице подач и резьб на требуемую резьбу или подачу, причем для установки рукоятки 9 в нужное положение подвести соответствующую цифру на ее диске под указатель;
- рукоятку 10 перевести в положение «включение»
При настройке на нарезание резьб с шагом повышенной точности ходовой винт соединить зубчатыми муфтами напрямую с приемным валом коробки подач в соответствии с табл. 25 (см. рис. 39).
Сменные шестерни
Комплект сменных зубчатых колес с iсм = 2/3, позволяющий получать на станке все резьбы и подачи, указанные в разделе «Паспорт», установлен на стенке бабки передней.
В конструкции механизма сменных шестерен предусмотрена возможность установки и других комплектов зубчатых колес.
Патроны
В состав станка входит четырехкулачковый несамоцентри-рующий патрон диаметром 1000 мм.
Люнеты
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Токарно-винторезный станок ДИП-500 (1М65)
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.
На сегодняшний день эти модели не выпускаются, но можно подобрать их современные аналоги.
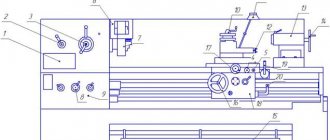
Кинематическая схема токарно-винторезного станка модели 165
Структурная схема токарного станка 165 (с кинематической схемой 2)
Кинематическая схема токарно-винторезного станка 165
Схема расположения подшипников токарно-винторезного станка 165
Привод главного движения осуществляется от электродвигателя через клиноременную передачу.
Коробка скоростей сообщает шпинделю 24 различных скорости как прямого, так и обратного вращения через кинематические цепи согласно табл. 4.
Реверс шпинделя осуществляется электродвигателем.
На вал IX коробки скоростей вращение передается от шпинделя через зубчатые колеса 21—22, 26—27 или от вала V (при включении звена увеличения шага в восемь раз) через зубчатые колеса 16—24, 23—22, 26—27. Бал IX при этом получает соответственно один или восемь оборотов на один оборот шпинделя.
Блок зубчатых колес 25 и 28 предназначен для изменения направления перемещения каретки при нарезании резьбы.
В коробку подач движение передается с вала IX через сменные зубчатые колеса 30—32—31.
Коробка подач сообщает суппорту через обгонную муфту, ходовой вал XXIII и механизм фартука 32 продольных и поперечных подачи.
Расчет кинематической цепи продольной и поперечной подач производится по формуле
i = iсм * iк.п * iф
где:
iсм — передаточное отношение сменных зубчатых колес;
iк.п — передаточное отношение коробки подач;
iф — передаточное отношение фартука.
Кинематические цепи, через которые осуществляются подачи, приведены в табл. 5 для коробки подач и в табл. 6 для фартука.
Нарезание резьб осуществляется через кинематические цепи коробки подач, приведенные в табл. 7. Кроме того, нарезание резьб можно производить при прямом соединении ходового винта со сменными шестернями, подбирая соответствующее iсм (см. табл. 24). Диапазон подач и резьб расширяется при использовании звена увеличения шага в восемь раз.
Перечень элементов кинематической схемы (см. рис. 4) приведен в табл. 8, а корригированных зубчатых колес — в табл.9.
Обозначение модели
В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Токарные станки
Назначение
Токарно-винторезный станок 165 предназначен для обработки цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а так же для нарезания резьбы. Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Обозначение
Буквенно-цифирный индекс токарно-винторезного станка 165 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, цифра 5 – высота центров (500 мм).
| Технические характеристики станка 165 | Параметры |
| Наибольший диаметр обработки над станиной, мм | 1 000 |
| Диаметр обработки над суппортом, мм | 650 |
| Расстояние между центрам | 3 000 — 10 000 |
| Размер конца шпинделя передней бабки по DIN | 2-15М |
| Диаметр цилиндрического отверстия в шпинделе, мм | 128 |
| Количество ступеней частот вращения шпинделя | 24 |
| Пределы частот вращения шпинделя, об/мин | 5 — 500 |
| Ускоренное продольное перемещение суппорта, м/мин | 3 |
| Ускоренное поперечное перемещение суппорта, м/мин | 1 |
| Мощность электродвигателя главного привода | 22 кВт |
| Наибольший вес обрабатываемой детали в центрах, кг | 8 000 (10 000) |
| Габаритные размеры станка (Д х Ш х В), мм | 6 140 — … х 2 200 х 1 770 |
| Масса станка, кг | 12 800 — … |
mzorinvest.ru
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Схема кинематическая станка 165
Эскиз одного листа «Кинематическая схема станка 165» приведена на следующем рисунке:
Скачать кинематическую схему токарно-винторезного станка 165 в хорошем качестве можно по ссылке расположенной ниже.
Схема кинематическую станка 165. Скачать бесплатно.
Посмотреть еще дополнительную информацию по «Станок 165» можно по ссылке расположенной ниже:
Поиск по сайту по теме «Станок 165»
Конструкция насоса секционного горизонтального ЦНС 60-165
Основными конструктивными блоками насоса являются корпус и ротор.
К корпусу относятся крышки линий всасывания и нагнетания, направляющие аппараты, передний и задний кронштейны. Корпуса направляющих аппаратов, крышки всасывания и нагнетания стягиваются стяжными болтами.
Направляющий аппарат, кольцо (с уплотняющими кольцами) и рабочее колесо образуют секцию насоса. Стыки корпусов направляющих аппаратов уплотняются резиновыми кольцами, выполненными из маслобензостойкой резины.
Благодаря тому, что корпус насоса состоит из отдельных секций, имеется возможность, не меняя подачи, менять напор путем установки нужного числа рабочих колес и направляющих аппаратов с корпусами. При этом меняется только длина вала и стяжных шпилек.
Ротор насоса состоит из вала, на котором установлены рабочие колеса, кольцо, рубашка вала, дистанционная втулка, регулировочные кольца и диск разгрузки. Все детали на валу стягиваются гайкой ротора.
Опорами ротора служат два радиальных сферических подшипника, установленные в переднем и заднем кронштейнах по скользящей посадке, позволяющей ротору перемещаться в осевом направлении на величину «разбега» ротора.
Подшипниковые камеры уплотняются манжетами, установленными в крышках подшипников.
Кронштейн с наружной стороны закрыт крышкой, в которой смонтировано устройство контроля смещения ротора.
Особенности конструкции
Любой станок включает в себя некоторые типовые компоненты. Они определяют, какой функциональностью обладает та или иная разновидность оборудования.
Станина
Станина выполняет роль несущего элемента. Остальные детали крепятся к этой части. Конструктивно данная часть выглядит как две стенки, которые соединяются друг с другом. Жёсткость в определённой степени ей придают поперечные элементы, организующие соединение. Станок снабжается отдельными частями, двигающимися по станине.
Для решения данного вопроса и предусмотрены специальные направляющие.
- Сечение в форме призмы есть у трёх из направляющих.
- Одна деталь – плоская.
Бабка передняя
Передняя бабка нужна для одновременного выполнения двух функций:
- Заготовка полностью поддерживается, пока идёт обработка.
- Чтобы деталь определённым образом вращалась.
Лицевая часть данного оборудования также вмещает рукоятки, отвечающие за управление скоростями. Благодаря этому шпиндель может вращаться с определённой частотой.
Рядом с рукояткой обычно располагают специальную схему. Её достаточно изучить один раз, чтобы понять, когда и какая деталь включается.
Бабка впереди вмещает в себя скоростную коробку, дополненную вращательным шпиндельным узлом. Внутри этой части конструкции можно использовать специальные подшипники для качения или скольжения. На конце шпинделя фиксируют патрон устройства, в процессе обязательно используется соединение с резьбами. Данный узел способствует тому, что деталь вращается определённым образом, пока идёт обработка.
Для перемещения каретки у станка применяются направляющие станины, у которых сечение призматическое. Эта деталь должна соблюдать некоторые свойства вроде точности, прямолинейности. Пренебрежение подобными условиями не позволит получить качественную работу в итоге.
Принцип работы насоса секционного горизонтального ЦНС 60-165
Работа насоса основана на взаимодействии лопаток вращающегося рабочего колеса и перекачиваемой жидкости.
Вращаясь, рабочее колесо сообщает круговое движение жидкости, находящейся между лопатками. Вследствие возникающей центробежной силы жидкость от центра колеса перемещается к внешнему выходу, а освободившееся пространство вновь заполняется жидкостью, поступающей из всасывающей трубы под действием создаваемого разрежения.
Выйдя из рабочего колеса первой секции, жидкость поступает в каналы направляющего аппарата и затем во второе рабочее колесо с давлением, созданным в первой секции, откуда — в третье рабочее колесо с увеличенным давлением, созданным во второй секции и т.д.
Вышедшая из последнего рабочего колеса жидкость через направляющий аппарат поступает в крышку нагнетания и из нее в нагнетательный трубопровод.
Во время работы насоса, вследствие давления воды на неравные по площади боковые поверхности рабочих колес, возникает осевое усилие, которое стремится сместить ротор насоса в сторону всасывания.
Для уравновешивания осевого усилия в насосе предусмотрено разгрузочное устройство, состоящее из диска разгрузки, кольца и втулки разгрузки и дистанционной втулки.
Жидкость из последней ступени проходит через кольцевой зазор между втулкой разгрузки и дистанционной втулкой и давит на диск разгрузки с усилием, равным сумме усилий, действующих на рабочие колеса, но направленным в сторону нагнетания. Ротор насоса оказывается уравновешенным, равенство усилий устанавливается автоматически.
Выходящая из разгрузочной камеры жидкость охлаждает сальник со стороны нагнетания.
Сальник со стороны всасывания омывается жидкостью, поступающей под давлением из всасывающего трубопровода. Жидкость, проходя по рубашке вала через сальниковую набивку, предупреждает засасывание воздуха в насос и одновременно охлаждает сальник. Большая часть жидкости проходит через зазор между рубашкой вала и втулкой гидрозатвора в полость всасывания, часть проходит между рубашкой вала и сальником со стороны всасывания, охлаждая его, остальная часть выходит наружу через штуцер.
Затяжка сальника должна обеспечивать возможность просачивания перекачиваемой жидкости между валом и сальниковой набивкой наружу в количестве 5-15 л/ч. Меньшее количество свидетельствует об излишнем затягивании сальника, что увеличивает потери на трение и ускоряет износ рубашки вала и гайки ротора.
Ротор насоса приводится во вращение электродвигателем, присоединенным к насосу через упругую втулочно-пальцевую муфту, состоящую из двух полумуфт (насоса и электродвигателя) и пальцев с резиновыми втулками.
Направление вращения ротора насоса по часовой стрелке, если смотреть со стороны электродвигателя.
Насос и электродвигатель устанавливаются на общей фундаментной плите так, чтобы между полумуфтами оставался зазор 10 мм при роторе насоса, сдвинутом до отказа в сторону всасывания.
Перед эксплуатацией электродвигатель агрегата должен быть заземлен.
Насос ЦНС имеет возможность самовсасывания. Данное условие достигается за счет установки внутри насоса клапана.
В составе насосного агрегата ЦНС, как правило, на насос устанавливают общепромышленные асинхронные электродвигатели. Чаще всего для этих целей применяется применяется трехфазный асинхронный двигатель с коротко замкнутым ротором.
Насосы изготавливаются как с сальниковыми, так и с торцовыми уплотнениями. Утечки через торцовые уплотнения — согласно технической документации на торцовые уплотнения.
Опорные кронштейны насоса выполнены из чугуна, материал проточной части насосов ЦНС СЧ-20, Сталь 35Л, вал сталь 40х, направляющий аппарат, кольцо и корпус направляющего аппарата, втулка сальника — из прессматериала АГ-4В . Уплотнение вала насоса осуществляется с помощью — сальниковой набивки сечением 10 мм.
Насосы ЦНС стабильно и долговечно работают с подпором 2-6 м. При отсутствии подпора на входе, кавитация быстро разрушает эти быстроходные насосы. При установке их для перекачивания воды с температурой более 45°С необходимо повышать подпор на входе в насос.
Рис. Графические Характеристики насосов ЦНС 60-165
испытанных в воде, плотностью 997 кг/м куб
при частоте вращения 2950 об/мин
Станок токарно-винторезный универсальный 165 (РМЦ 5000)
Цена на 28.01.2018 г. — запросить цену
| Купить | Добавить к сравнению |
Токарно-винторезный станок 1Н65-5 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Особенности конструкции
- жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
- 2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
- частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
- точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
- коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
- все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
- ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
Технические характеристики токарно-винторезного станка мод. 1Н65-5 Характеристика Значение
| Наибольший диаметр заготовки устанавливаемой и обрабатываемой, мм: | |
| над суппортом, мм | 650 |
| над выемкой в станине, мм | 1400* |
| Наибольшая длина обрабатываемой заготовки, мм | 5000 |
| Длина выемки в станине от зеркала патрона, мм | 390 |
| Размер конца шпинделя передней бабки по DIN | 2-15М |
| Количество ступеней частот вращения шпинделя | 24 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 128 |
| Пределы частот вращения шпинделя, об/мин | 5 — 500 |
| Пределы рабочих подач, мм/об.: | |
| продольных, мм/об | 0,06 — 2,42 (0,6 — 19,36***) |
| поперечных, мм/об | 0,022 — 0,88 (0,022 — 7,04***) |
| резцовых салазок, мм/об | 0,022 — 0,88 (0,022 — 7,04***) |
| Пределы шагов нарезаемых резьб: | |
| метрических, мм | 1 — 96 |
| дюймовых, ниток/дюйм | 24 — 0,25 |
| модульных, модуль | 0,5 — 24 |
| питчевых, питч диам. | 96 — 1 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 3 |
| поперечное | 1 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 10000,8000* |
| Мощность главного привода,кВт | 22 |
| Масса 165 (РМЦ 5000) 1Н65-5 , кг | 15750 |
| Габариты: | |
| длина, мм | 8180 |
| ширина, мм | 2200 |
| высота, мм | 1770, 1880 |
rustan.ru