Как сделать ведро своими руками из жести
Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками.
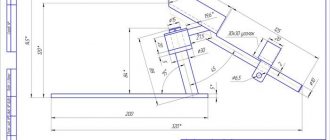
Вырезаем из материала развертку изделия
h
– высота (устанавливаем заданную величину)
d
– диаметр (устанавливаем заданную величину)
l
– длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033
(мм)
h = 310
(мм)
В середине развертки размечаем отверстия для крепления ушка
1.
На прямоугольном листе из тонколистовой оцинкованной стали ГОСТ 14918-80 , на самодельном ручном листогибе , или ручным способом при помощи киянки и бруса, зафальцовываем «по высоте» края листа в противоположные стороны. Сгибаем лист в цилиндр.
2.
Скрепляем загнутые края. Равномерно прижимаем полученный шов киянкой или колотушкой по всей длине цилиндра.
3.
Чтобы шов остался внутри цилиндра, необходимо провести следующую операцию: поворачиваем готовый шов таким образом, чтобы он находился возле ребра бруса; ударяя киянкой по шву, получаем внешнюю поверхность цилиндра без выступающего шва.
Ширина фальца зависит от его назначения: получения замка; закатка проволоки.
4.
Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.
5.
Постукиваем заостренной стороной молотка. Следим за шириной фальца – она должна быть одинаковой.
6.
Выравниваем фальц постукиванием тупой стороной молотка.
7.
Окончательно отгибаем под прямым углом согнутый фальц.
Вкладываем кружок по периметру отбортовки,
сделанный из проволоки, диаметр которого должен совпадать с внешним диаметром цилиндра.
Округляем круговую кромку и окончательно доводим закатку.
СОЕДИНЕНИЕ ЦИЛИНДРА С ДНОМ
8.
Загнем края у круга и вставим в цилиндр.
9.
Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.
10.
Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.
11.
Сваливаем фальц на наружную плоскость цилиндра.
12.
Если в результате работы получится выпуклое дно, необходимо его выровнять.
13.
По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.
ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.
14.
Крепим дно ведра с обручем.
15.
Соединяем обруч с цилиндром (корпусом ведра).
16.
Отгибаем фальц у обруча.
17.
Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.
Ушки вырежем из аналогичного материала. Пробьем или просверлим сквозные отверстия: два под заклепки; одно под металлическую ручку.
Ручку согнем из металлической проволоки диаметром 5…6 (мм) ГОСТ 18143-72 .
Как сделать ведро своими руками из жести – как видите ничего сложного. Освоив простую модель. Можно перейти к более сложной модели с покатыми стенками.
Источник
Советы по эксплуатации – как сохранить ведро в строю!
Ни на дачных, ни тем более на строительных работах без ведер попросту не обойтись. При интенсивной эксплуатации они достаточно быстро теряют свой первоначальный блестящий вид, начинают ржаветь и течь. Бывалые дачники рекомендуют сразу же после покупки припаивать к днищу ведра цинковую пластину – это удваивает срок эксплуатации емкости. Для удобства к ручке приделайте кусок резиновой шланги.
После работы цинковое ведро нужно освобождать от остатков материалов, которые успели за день побывать в нем. Важно не только промыть, но и протереть изнутри емкость сухой тряпкой. Оставлять такие емкости на ночь непосредственно на земле нельзя, в крайнем случае, подложите хотя бы несколько кирпичей под донышко или кусок дощечки. Лучше всего хранить ведра после работы в сухих помещениях.
О ведрах оцинкованных: эмалированных, из нержавейки, железных и алюминиевых
Металлические ведра пришли на смену деревянным в быт российского народа уже на рубеже XIX и XX вв. До этого периода простому люду они не были доступны, поскольку являлись дорогими. С развитием металлургической промышленности они вытеснили деревянного предшественника и надежно заняли свои позиции в доме каждого человека. Несмотря на то, что сейчас появились ведра из пластика, ведро металлическое не исчезло из обращения. Более того, многие люди предпочитают простое ведро оцинкованное любому фигурному или складному из пластика.
Приступаем к работам
Для того чтобы создать трубу из жести не нужно особых умений (см. видео). Необходимо подготовить лист металла толщиной около 0,6 миллиметра, плоскогубцы, а также ножницы для рассекания металла. Кроме того должен быть наготове молоток и клепки из стали или алюминия. Металлический лист должен быть максимально плавным и отшлифованным, а также обладать углами 90 градусов, как на фото. Чтобы сделать трубу на листе нужно представить своими руками образец конструкции в развернутом виде. Это можно сделать либо любой острой вещью, либо мелком. Ширина такого образца должна совпадать с величиной сечения трубы, к которому добавляется еще 1,5 сантиметра. После вышеперечисленных действий заготовка вырезается ножницами по металлу.
Далее конструкция кладется на рабочий стол для обработки вручную изделий из металла и на ней с одной стороны рисуется так называемая линия отгиба, ширина которой должна составлять 0,5 сантиметра (см. видео). Начерченная линия совмещается своими руками с противоположным углом листа металла, а ее край сгибается при помощи плоскогубцев и хорошо прижимается. Таким образом, получается труба из жести. Качественно зафиксировать края такой трубы можно с помощью клепок из стали или алюминия. Для этого в обоих краях трубы из жести нужно сделать отверстия с шагом примерно 3 сантиметра, как, например, на видео.
При медленной загрузке этой страницы основные её изображения можно открыть и посмотреть в каталоге «Чертежи, схемы, рисунки сайта».
Колпак — оголовок из оцинкованной жести для кирпичного столба.
Высоту «h» выбрать любую, или с учётом размеров готового столба. Размеры посадки «а» и «b» иногда полезно увеличить на 5 — 10 мм, в зависимости от качества кладки. Размер «d» можно «прикинуть» рулеткой прямо на столбе, или считайте по нижеприведённой формуле.
* Положить выкройку лицевой стороной вверх. Просверлить отверстие ф3,5 mm. Прогнуть рёбра жёсткости (15mm) вниз почти на 90°. Прогнуть все пунктирные линии на угол 90°. Прогиб линий следует делать в листогибе, хотя бы в самодельном из двух уголков (его сделать недолго). Тогда линии гиба будут прямые, чёткие, без вмятин, и изделие в итоге будет иметь эстетичный вид. Если нет листогиба, то линию «а» и «b» гнуть как обычно; линии «А» и «В» гнуть на куске уголка № 50 — 63 закреплённого на краю верстака полкой вверх. Чтобы гнуть плоскость А или В сразу всю, или почти всю — применить брусок (штакетину) 25×45 мм длиной 30-40 см.
Прогнуть грани по линиям «d» до правильной прямоугольной формы колпака, зонта. Для этого иметь узкую оправку: уголок 50 с обрезанной полкой, или прикреплённую к нему металлическую полосу толщиной 1,5-2 мм, ещё лучше полотно пилы.
Проверить плотность прилегания верхнего (закрывающего) ребра жёсткости к тыльной (задней) плоскости колпака. Ещё раз проверить отсутствие перекоса изделия; наметить тонким маркером ответное отверстие ф3,5 мм; накернить, просверлить, и зафиксировать сборку заклёпкой 3,2 мм.
Догнуть плоскости по линиям «А» и «В» внутрь зонта (на своё место), руками зажав её между полоской металла (толщиной 2 мм, шириной 40-45 мм, длиной ~30 см); и бруском (штакетиной) 25×45 мм подходящей длины. При необходимости уплотнить этот гиб киянкой. При необходимости слегка осадить верх закрывающего ребра жёсткости в вершине колпака.
Нижний пояс колпака можно в выкройку не включать, а изготовить его отдельно. Из полосы соответствующей длины и ширины согнуть прямоугольник посадочных размеров «а» и «b»; отогнуть в его верхней части борты для жёсткости и крепления, и вложить внутрь колпака перед окончательным догибом плоскостей по линии «А» и «B». При необходимости зафиксировать заклёпкой 3,2 мм.
При изготовлении колпаков больших размеров разделить выкройку на две половины, но не по угловым линиям «d», а по серединам противоположных плоскостей-граней. Соединить половины двумя реечными «швами», устанавливая рейки внутри зонта, лицевой стороной к соединению. Фальцевый шов, особенно на крашенном материале, может (и будет) выглядеть неаккуратным. Нижний пояс для больших колпаков делать отдельно.
Внешний вид колпака с маленькой высотой
— смотри рисунок квадратного зонта на странице «Газовая вытяжка».
Упрощённый колпак для столбов
с поясом из кирпича:
Для опорных стоек и металлических столбов из профильных труб применяются в виде маленьких колпачков. Заглушки изготавливаются из более толстого металла, обычно в форме низкой пирамиды.
Изготовление одинарного и двойного соединительного фальца см. на странице «Стальная кровля».
Узел прохода короба вытяжной трубы в кровле крыши.
Короб устанавливается (одевается) на прямоугольный стакан, все стороны которого на 3 — 4 мм меньше сторон короба. Стакан под углом ската крыши склёпан с листом того же цвета, что и цвет кровли. Выкройку короба и установочного стакана разделки удобно чертить на одном жестяном листе. При небольшой высоте конструкции вентиляционный (или защитный, теплоизоляционный) короб можно соединять непосредственно с кровельным листом, т. е. без промежуточного стакана.
Разметить прямоугольное отверстие на обратной (не лицевой) стороне кровельного листа разделки. Размеры листа принять такими, чтобы с достаточным запасом (минимум по 20 см) перекрыть примыкающие к трубам участки кровли, а часть листа со стороны конька накрыть листом кровли сверху.
Проверить плотность установки стакана на листе. Наметить ответные отверстия Ф3,5 мм для крепления заднего борта. Снять стакан, просверлить отверстия. Перед окончательной установкой стакана на лист нанести под борты крепления герметик или любой водо-морозоустойчивый клей. Зафиксировать заклёпками 3,2 мм задний борт; затем боковые и передний.
Стакан и короб (уже с зонтом) поочерёдно установить (одеть) на вытяжные трубы для их тепло-влагоизоляции и улучшения внешнего вида. Со стороны конька крыши в нижней части конструкции дополнительно установить перед ней уголок-отбойник для отвода стекающей воды, особенно в том случае, если напор потока усиливается на крутом или длинном скате крыше.
Квадратный зонт
и его выкройка, выкройка
круглого зонтика
для трубы диаметром 160мм — на странице «Газовая вытяжка».
Зонт, «дымник», флюгарка.
Высоту зонта выбрать любую. Если в торцевых деталях отрезать небольшие участки в их верхнем углу (по линии «К «), то у «дымника» будут два дополнительных окна для вытяжки. Сверху закрыть эти окна выступающим коньком, торцы которого можно срезать фигурно. По уровню этой же линии («К «) можно сделать одно прямоугольное окно в верхней части всего зонта, которое придётся защитить сверху вторым зонтом, но меньшего размера. Флюгарка — зонт с флюгером, часто флюгаркой называют комбинацию из двух зонтов различного размера и формы; один из простых её вариантов на этом . Выкройку основной (большой) детали можно разделить на две одинаковые части — по линии её конька.
В двух торцевых деталях просверлить по четыре отверстия ф 3,5 мм.
Прогнуть все рёбра жёсткости по линиям «d» почти на 90°.
Прогнуть рёбра жёсткости 15 мм по линиям «А» и «В» на 90°.
Прогнуть зонт по линии конька до угла плоскостей.
Прогнуть все линии *60 с учётом уклона плоскостей зонта.
Гибку желательно делать в листогибе — даже самодельный из двух уголков значительно повысит качество гибки линий и внешний вид изделия.
Временно закрепить основную деталь на ровной поверхности, выдерживая размер «В».
Плотно приложить торцевую деталь к основной. Наметить ответные отверстия ф 3,5 мм; просверлить. Зафиксировать сборку заклёпками 3,2 мм.
Стойки сделать из полос этого же материала, свернув полосу (ш.105-110мм, дл. около 40см) дважды — т. е. в три слоя по 35 мм, БЕЗ ОСАДКИ по линиям сгиба для сохранения жёсткости.
Разметка отверстий для крепления стоек к зонту:
В расчёте размера » y
» 3 см принимать к зонту для коробов или поясов из жести, 6 см — к зонту для кирпичной трубы.
Тройник для вытяжки.
Разметить и вырезать отверстие в выкройке основного патрубка «D». На нижнем чертеже представлена (как пример) точная разметка отверстия для входа d 140 mm в D 150 mm. На странице «Газовая вытяжка» дан чертёж разметки входного отверстия для тройника, объединяющего диаметр 120 мм с трубой 140 мм; и отвода диаметром 120 мм, как наиболее часто применяемых при устройстве индивидуального газового отопления в частном доме или в квартире.
Разметка входного отверстия диаметром 140 мм в трубу диаметром 150 мм:
Подготовить фальцы, «прокатать» патрубок «D» в форму трубы, но фальцевый шов не соединять.
Входной патрубок «d» временно установить в свёрнутый (но не уплотнённый по шву) патрубок «D». Выровнять взаимное положение патрубков. Патрубок «d» (входной) отчеркнуть и отрезать по линии входного отверстия. По линии отреза на патрубке «d» отогнуть борт шириной 8 — 10 мм как показано на рисунке. Установить входной патрубок в тройник изнутри «расстёгнутого» проходного патрубка «D», застегнуть фальцы, проверить плотность примыкания деталей. Уплотнить фальцевый шов, просверлить ответные отверстия ф 3,5мм — зафиксировать сборку заклёпками ф 3,2 мм. При необходимости изнутри тройника добавить в линию соединения любой герметизирующий материал: шпаклёвку, краску, герметик.
При устройстве вытяжки от газового оборудования, от отопительного котла или от водонагревательной колонки, плотности соединений следует уделить особое внимание.
Углы, отводы вентиляции и газоходов.
Представлен упрощённый метод разметки линии сопряжения звеньев отвода, который даёт хоть и приближённую, но вполне применимую на практике выкройку. Уменьшение числа звеньев отвода (угла) увеличивает искажение и необходимость корректировки (подрезки) при сборке. Точные выкройки отводов строятся приёмами начертательной геометрии.
Выкройка и разметка линии сопряжения звеньев трёхзвенного отвода на 90 градусов.
Точную (в цифрах) разметку лекальной линии для отвода диаметром 120 мм смотри на странице «Газовая вытяжка». Выкройка и разметка линии сопряжения звеньев для пятизвенного отвода 90 градусов находится на странице «Тройник, отводы, переходы». Лекала левой стороны выкроек зеркально перенести на правую сторону.
Точки разметки соединить в плавную линию, полученное лекало зеркально отразить справа.
Выкройка и приблизительная разметка линии сопряжения двух звеньев прямого угла:
На чертеже дано лекало прямого угла девяносто градусов для трубы диаметром 100 мм.
Кормушка для кроликов.
Выкройка для изготовления кормушки бункерного типа из оцинкованной жести. На чертеже даны размеры деталей кормушки ёмкостью 3,5 л сухого насыпного корма.
Сборку заклёпками можно заменить контактной сваркой или точечной пайкой.
Просверлить все отверстия в деталях первого (пробного) экземпляра. Сделать надрезы по краям линий сгиба задней и внутренней стенок. Прогнуть борты крепления 15 мм на 90 градусов. Линию 25 мм задней стенки прогнуть внутрь примерно на 135 градусов, придать форму лотка кормушки. Согнуть внутреннюю и заднюю стенки до своих рабочих положений, используя боковые стенки в качестве кондуктора. Убедиться в совпадении отверстий. При необходимости подкорректировать их расположение на деталях следующих экземпляров. Соединить заклёпками 3,2мм внутреннюю стенку с обоими боковыми. Вложить в заднюю стенку, установить заклёпки.
Кормушку можно дополнить верхней крышкой и элементами крепления к клетке.
Водосборная воронка, водосточный жёлоб.
Размеры, фигурный обрез верха и художественные элементы водоприёмной воронки — по усмотрению исполнителя. Ширину полосы для выкройки каждой следующей по стоку воды секции жёлоба полезно увеличить на 1 — 2 мм.
В связи с большим количеством материала, некоторые чертежи и рисунки перенесены на другие страницы, в соответствии с их тематикой.
Выкройки конфузора, диффузора, перехода с круглого сечения на круглое другого диаметра (ведро), с прямоугольного сечения на круглое, на прямоугольное — находятся на странице «Чертежи, схемы, рисунки сайта».
Каждый жилой или даже дачный дом, баня, не подключенные к центральной системе отопления, снабжаются теплогенерирующим прибором. Чтобы вывести из внутреннего помещения продукты сгорания топлива в топке к ним подводится канал дымоудаления. Самый доступный по цене вариант – дымоход из оцинковки, в строительных магазинах цена 1 м трубы из этого материала составляет порядка 110 р. Если к этому добавить затраты на поворотные элементы, дефлектор и кронштейны, монтаж обойдется в кругленькую сумму. Однако, в этой статье мы расскажем, как сократить расходы на 60% и как сделать дымоход из стальной трубы своими руками.
Плюс магазинных моделей дымоходов из оцинкованной стали состоит в том, что производители выпускают широкий ассортимент размеров. Кроме того, среди заводской продукции можно найти двухконтурные, снабженные термоизоляцией, гофрированные, обладающие повышенной гибкостью и одноконтурные. Изготовляя самодельный дымоход, приходится ограничиваться только одноконтурными трубами. Чтобы система дымоудаления работала эффективно, следует учесть следующие параметры:
Важно! Лист оцинкованной стали размером 2500х125 мм в строительных магазинах стоит около 600 р, при грамотном раскрое из одного листа получается 8,75 м трубы диаметром 100 мм, получается стоимость 1 м составляет примерно 68 рублей, что дает 60% экономии!
Труба из жести – изготовление за 3 шага своими силами
Несмотря на множество различных жестяных заготовок, которые продаются в строительных супермаркетах, иногда при монтаже водостоков, вентиляции или других подобных инженерных систем возникает необходимость в установке деталей нестандартной конфигурации или размера. Потому многие домашние мастера интересуются, как сделать трубу из жести своими руками.
При необходимости жестяную трубу можно сделать самостоятельно
Особенности используемого материала
До того как начинать работу, целесообразно внимательно ознакомиться с особенностями материала, из которого предполагается конструировать трубу. Жесть – это обыкновенный лист стали толщиной от 0,1 до 0,7 мм. Его формируют путем последовательного проката заготовки через вальцы прокатного стана.
Однако на этом обработка не заканчивается. Для того чтобы защитить полученный лист от воздействия коррозии, его необходимо покрыть слоем другого вещества, которое не окисляется на воздухе.
В результате на склад готовой продукции поступают стальные листы, ширина которых согласно ГОСТ может составлять 51,2-100 см, покрытые сверхтонким слоем цинка, хрома или олова.
Обратите внимание!Материал получается очень пластичным, что позволяет обрабатывать его в домашних условиях.
С другой стороны, при обустройстве ребер жесткости вы можете получить конструкцию, которая по прочности не уступает более толстой стали.
Учитывая, что цена на жесть также невысока, ее часто используют для изготовления множества различных деталей сложной формы.
Необходимые инструменты
Для порезки и изгибания листов жести не нужно прикладывать больших усилий. Тем не менее, нелишним будет вооружиться специальными инструментами и приспособлениями, перечень которых приведен в таблице.
| Инструмент | Назначение |
| Ножницы по металлу | Используются для того, чтобы разрезать лист жести на заготовки нужного размера. Максимальная толщина материала, как вы знаете, 0,7 мм, потому достаточно приложить лишь незначительное мускульное усилие. |
| Киянка | Можно заменить ее резиновым молотком, а также стальным инструментом с резиновыми накладками, которые не оставляют на жести вмятин во время использования. |
| Плоскогубцы | Используются для выполнения сгибов. Можно заменить клещами. |
| Верстак | Для разметки и порезки необходимо располагать лист жести на ровной поверхности. Лучше всего использовать столярный верстак, но можно выполнять порезку и на полу, очищенном от крупного мусора. |
| Калибрующие элементы | Их роль выполняет толстостенная стальная труба диаметром около 100 мм (или древесина круглого сечения) и стальной уголок шириной в 75 мм. Его закрепляют на краю верстака или зажимают в столярных тисках. Труба понадобится для изготовления продольного шва трубы. |
| Разметчик | Используется для нанесения разметки на жесть. Представляет собой тонкий стальной стержень с острым концом. |
| Измерительный инструмент | Сюда относятся линейки, рулетки, угольники и другие подобные приспособления. |
Видео: изготовление труб
С развитием строительного рынка потребность в трубах их жести мало-помалу падает. Сегодня они эксплуатируются больше как составные украшения интерьера (см. фото). Жесть являет очень тонкие листы стали, которые подвержены появлению ржавчины. Именно поэтому на сегодняшний день вместо нее для изготовления водосточных труб, интересных навесов над ними, а также небольших крыш над печными трубами используют оцинкованное железо. Но все же существуют сферы, где этот материал все еще востребован, например, для изготовления трубы для самовара, консервных банок, тары для лакокрасочных покрытий и химических продуктов, хозяйственных изделий, информационных табличек и другого (см. фото).
Существует несколько видов жести. Так, на сегодняшний день она бывает консервной или пищевой, тонколистовой черной, одно- и двукратной прокатки, а также лакированной. Впервые ее начали изготавливать много лет назад, и делалось это своими руками. Листы материала размером 1х1 метр и толщиной около 2 миллиметров делались при помощи больших молотов, после чего их на некоторое время оставляли в емкостях с молочной кислотой. С того времени технология ее изготовления значительно изменилась и сегодня для этого используются специальные механизмы. Изготовить трубу из таких качественных листов не составляет труда.
Изготовление
Для изготовления трубы из листа оцинкованной стали потребуется резиновая или деревянная киянка достаточного веса, чтобы гнуть металл . В процессе работы используются ножницы для резки металла, длинная линейка, чертилка для разметки, уголок и «пушка» для гибки. Процесс сгибания происходит следующим образом:
Обратите внимание! Для устройства дымохода требуются поворотные детали, которые изготавливают, обрезая под углом прямые трубы. Если обрезать трубы под углом 75 градусов, то при стыковке получается поворот 150 градусов, если под углом 45 градусов – поворот на 90 градусов. Чтобы улучшить эффективность самодельного дымохода, его оборачивают негорючим термоизоляционным материалом.
Правила сборки
Чтобы правильно собрать дымоход из оцинкованной стали, нужно предварительно разметить схему размещения и прокладки трубы. По этому чертежу следует определить, сколько потребуется труб, и разрезать на участки необходимой длины. Сборку выполняют следующим образом:
Обратите внимание! На кровлю канал дымоудаления выводят на расстоянии 30-50 см от конька. Чтобы обеспечить уровень тяги, должна быть на 50 см выше конек. Неправильное размещение на кровле может стать причиной возникновения обратной тяги или ветрового подпора.
Преимущества
С появлением большого количества заводской продукции для сборки дымоходов из оцинкованной стали потребность изготовлять трубы своими руками снизилась. Однако, самодельные трубы позволяют снизить затраты и подобрать идеальный диаметр.
Кроме того, они используются для оборудования водостоков, поэтому умение делать трубы своими руками пригодится в быту. Металлические дымоходы по сравнению с другими обладают следующими преимуществами:
- Легкий вес. Каналы дымоудаления из самодельных оцинкованных труб весят гораздо меньше, чем кирпичные или керамические. Поэтому для не нужно оборудовать фундамент, стоимость заливки которого превышает затраты на материал и монтажные работы.
- Пожарная безопасность. Согласно строительным нормам дымоходы из стали являются полностью безопасными в пожарном отношении. Металл высокого качества выдерживает нагревание до 900 градусов, поэтому подходит даже для твердотопливных печей и каминов.
- Низкая стоимость. Дымоходные трубы из стали являются самым демократичным способом организации дымоудаления, стоимость установки в разы ниже, чем устройство кирпичных и керамических аналогов.
- Простота сборки. Собирается дымоход из оцинкованной стали без труда своими руками согласно инструкции, за счет чего экономятся средства, затрачиваемые на наем профессиональных работников.
Важно! Эффективность дымоудаления зависит от правильности сборки дымохода. Опытные мастера советуют выбирать преимущественно вертикальную конфигурацию с наименьшим количеством поворотов. Каждый поворотный элемент является препятствием на пути дыма, снижая силу тяги.