Область применения металлизации пластмасс
Область применения металлизации — получение готовых изделий из диэлектриков, которые, обладая некоторыми свойствами металлической детали имеют меньший вес и гораздо дешевле в производстве. Например, детали, изготовленные с использованием термопласт-автоматов методом формования или детали, изготовленные методом литья под давлением. Такие детали могут быть использованы в отраслях, где масса деталей имеет важное значение, например, в авиационной промышленности. Отдельное направление – получение токопроводящих слоев при изготовлении печатных плат.
Такое направление гальваники как гальванопластика по своей сути является процессом нанесения слоя металла на форму или заготовку, изготовленную из воска, гипса или другого пластичного материала. С помощью методов гальванопластики изготавливают металлические копии предметов искусства, барельефы, скульптуры, различные художественные изделия, такие как металлизированные древесные листья, цветы, фрукты и многое другое.
Ионно-вакуумное напыление
Главным преимуществом данного метода считается отсутствие необходимости очень сильно нагревать испаритель. Металл распыляется под воздействием бомбардировки отрицательно заряженными ионами газа. Создание такой среды возможно благодаря особым разрядам внутри рабочей камеры. Для этого в оборудовании используется магнитная система с охлаждением. Тлеющий разряд для распыления напыляемого элемента создается между 2 электродами благодаря подаче высоковольтного напряжения до 4 кВ. В рабочей камере создается газовая среда с давлением до 0,6 Паскаль. По схожему принципу производится также вакуумное ионно-плазменное напыление на специализированном оборудовании.
Основные задачи металлизации
В зависимости от области применения металлизированных деталей перед специалистом гальваником ставятся диаметрально противоположные задачи. Если в первом случае, для получения качественного готового изделия из металлизированной пластмассы требуется прежде всего обеспечить прочность сцепления слоя металла с поверхностью диэлектрика, то при реализации методов гальванопластики необходимо обеспечить свободное извлечение формы, зачастую без ее разрушения.
В гальванопластике данная задача решается достаточно просто, для формирования тонкого слоя токопроводящего материала с целью дальнейшего нанесения на поверхность изделия слоя никеля, меди или другого металла гальваническим методом используют высокодисперсный графит или специальный токопроводящий лак. Подробнее о методах гальванопластики, различных приемах, особенностях процесса мы напишем в одной из следующих статей, сейчас остановимся на изготовлении готовых деталей из диэлектриков методом металлизации.
Как уже указано выше, для получения качественного изделия, прежде всего необходимо обеспечить достаточную прочность сцепления металлического слоя с поверхностью диэлектрика. Для изделий из пластмасс достаточной считается прочность сцепления равная 0,8-1,5 кН/м на отслаивание и 14 МПа на отрыв. Данные значения обеспечиваются путем тщательной подготовки поверхности детали перед нанесением металлического слоя, а также контролем однородности состава исходного сырья деталей. Для изделий, получаемых методом литья под давлением или формования исключается использование каких-либо разделительных смазок, которые могут оказать негативное воздействие на прочность сцепления слоя и основы.
Меры предосторожности
Ацетон является весьма опасной жидкостью, которая крайне негативно воздействует на организм человека. Поэтому жидкий пластик своими руками разрешается изготавливать только при строгом соблюдении следующих мер предосторожности:
- Перед работой с ацетоном необходимо тщательно изучить инструкцию по его применению. Она указана на этикетке емкости.
- Следует использовать специальные герметичные защитные очки. Они уберегут глаза в случае попадания капель и испарений жидкости. Работа без них может привести к серьезным травмам глаз.
- Ацетон токсичен, поэтому пользоваться ним следует только в пределах хорошо проветриваемого помещения. При этом необходимо использовать средства защиты органов дыхания.
- Это легко воспламеняющееся средство. Поэтому жидкий пластик своими руками делают вдали от источников открытого огня. А при выполнении работ категорически запрещается курение.
- Остатки ацетона запрещается сливать в систему канализации.
- По окончании процесса, а также после заливки готового пластика в формы, необходимо тщательно вымыть руки.
Методы металлизации и подготовка поверхности
Разделяют три метода металлизации – физический, химический и гальванический, которые позволяют решать различные задачи и требуют собственных подходов к подготовке поверхности диэлектриков к процессу металлизации. Универсальным, позволяющим получать изделия с максимально возможными характеристиками является гальванический (электрохимический) метод, который разделяют на несколько этапов:
- механическая подготовка поверхности деталей — удаление с поверхности отходов материала, остающихся при изготовлении (формовании или литья), очистка углубленных участков (пазов, отверстий) и т. д.;
- химическая подготовка поверхности – обезжиривание и травление;
- сенсибилизация и активация поверхности специальными составами и реактивами;
- нанесение токопроводящего подслоя химическим методом;
- нанесение гальванического покрытия на металлизированную поверхность.
Задача специалистов гальванического участка состоит в том, чтобы в результате проведения данных этапов были обеспечены основные условия получения качественного покрытия — необходимая чистота поверхности детали, заданная шероховатость и отсутствие на поверхности органических веществ.
Механические методы подготовки поверхности зависят от материала изделия и метода изготовления исходных деталей и сводятся, как правило к несложным операция по механической очистке поверхности от отходов производства.
Обезжиривание поверхности пластмассовых деталей проводится в растворе, содержащем:
- тринатрийфосфат 30-40 г/л;
- натр едкий 8-10 г/л;
- стекло натриевое жидкое 5-7 г/л;
- карбонат натрия 40-45 г/л.
Процесс проходит при температуре 40-500С в течение 3-5 минут.
Адгезионные свойства металлического покрытия во многом зависят от качества травления деталей. В процессе травления на поверхности образуются микропоры, микротрещины которые и обеспечивают достаточную прочность сцепления покрытия с основой. Для травления используется раствор, практически аналогичный по своему составу электролиту хромирования – 100 г/л серной кислоты и 30 г/л хромового ангидрида. Процесс проходит при температуре 600С в течение 1-5 минут.
Подробности
Обзор методов
Особенности получения гальванического покрытия
Прежде всего, гальванический слой будет обеспечивать устойчивость металла к процессам коррозии. При выполнении гальванизации детали будут находиться в плотных электролитах. Таким образом, чтобы операция была успешной, на детали будут навешены специальные утяжелители.
Обратите внимание, что гальванические покрытия будут отличаться от металлических тем, что для их создания требуется куда большее количество контактов. Процесс гальванизации пластмассы будут характерен еще и сложностью этапа подготовки, потому что в таком случае будет куда сложнее обеспечивать прекрасную степень адгезии.
Адгезивные свойства материалов
Еще немного про металлизацию пластмасс. Сцепление будет характеризоваться качеством сцепления разнотипными элементами (в таком случае речь пойдет про адгезию между пластмассой и металлом). Прочность сцепления между пластмассовыми и металлическими покрытиями должна находиться в промежутке между 0.8 и 1.5 кН на метр – на отслаивание, и равняется 14 мПа на разрыв. Максимально возможная степень адгезии, достижимая современными технологическими средствами составляет примерно 14 кН на метр. Адгезионные качества материалов будут относиться к числу достаточно сложных явлений. Можно сказать и то, что не существует единой теории, которая в полной мере сможет ответить на все вопросы относительно прилипания различного рода материалов друг к другу.
С точки зрения химической науки, адгезия является химической взаимосвязью между различными по типу телами. Химические взаимодействия можно увидеть на пластмассовых поверхностях. На таких местах имеются функционально активные группы, которые будут контактировать с металлами или покрывают поверхности металла оксидами. Молекулярный подход истолковывает адгезию как следствие присутствия межмолекулярных сил на межфазной поверхности, а еще взаимодействием двух полюсов или появлением водородных связей.
Так будет объясняться, к примеру, сцепление влажных травленых полиэтиленовых пленок после их просушивания. Если говорить с точки зрения электрической теории, адгезионные качества появляются в силу того, что при взаимодействии пары тел появляется двойной электрический слой. В результате такого действия слой не позволит телам отходить друг от друга, потому что работают электротстатические силы обоюдного типа притяжения различных зарядов.
По диффузной теории (самой популярной), адгезия будет происходить за счет взаимодействий межмолекулярного типа, которые особенности явно проявляются при обоюдном проникновении молекул в слои поверхности. В то же время определенных промежуточный слой появляется, вследствие чего можно наблюдать отсутствие явной границы между материалами. И, наконец, механическая разновидность теории будет объяснять адгезию анкерным видом сцепления, которые выступают части металла в углублениям на поверхности из пластмассы. Такие углубления достаточно незначительные по площади (несколько микрометров), но, когда в них попадает осаждаемый химическим методом металл, появляются так называемые механические замки.
На адгезию будут оказывать воздействие и остальные параметры, в числе которых можно выделять следующие:
- Характеристики прочности пластмассы.
- Присутствие благоприятствующие реакции химически активных групп на поверхности пластмасс.
- Наличие стимуляторов процессов адгезии, которые иначе могут бывать названы промоторами (оловянными и хромовыми соединениями, а также пластификаторами).
- Отсутствие антипромоторов, которые способны препятствовать укреплению или даже разрушению промежуточного типа слоя.
- Структура материала, который химически осаждается, а также параметры, при которых происходит осаждение.
Рассмотрим еще пару методов
Вакуумный метод металлизации
Технология вакуумной металлизации пластмасс будет состоять в напылении на поверхность пластмассы нихрома или алюминия посредством вакуума. Нанесение металла на пластмасса с применением вакуума осуществляется в особенной камере. Методика широко используется для нанесения металлической пленки на различные поверхности, к примеру, автомобильные детали, сантехнические приборы, пластиковую фурнитуру, световую технику и прочее. Чтобы зачищать металл, используют специальные лакокрасочные составы, которые отличаются повышенной степенью твердости и устойчивости к воздействию влаги.
Процесс металлизации в домашних условиях
Известны только несколько методов самостоятельного нанесения металла на покрытие из пластмассы. Самая доступная из них является химической. В таком случае не потребуется какое-то специализированное оборудование. Применяемые для процесса металлы – медь и серебро. Пленка, которая получается в итоге, будет лишь несколько микронов в толщину, но она придаст основанию красивый внешний вид с отблеском металлического типа.
Металлизация посредством меди
Перед началом обработки следует как можно лучше ошкуривать и обезжиривать поверхность. Если деталь будет иметь выпуклости (дефекты), которые следует аккуратно свести на нет. Насыпьте на поверхность абразивы и протрите поверхности тампоном. В случае, если вы имеете дело с полиакрилатами, для обезжиривания потребуется раствор едкого натра, в котором детали должны быть вымочены на протяжении суток.
Для обезжиривания полиамидов рекомендовано применять бензин. Когда будет обезжирено изделие, его следует промывать в дистиллированной воде, а после на протяжении 60 секунд держим в 0.5% растворе хлористого олова и соляной кислоты (0.04 кг на литр).
Такой процесс называется сенсибилизацией. Его целью будет получения на пластмассе пленку оловянной гидроокиси. После данного процесса следует провести активацию поверхности. Для этого в течение 3-4 минут следует вымочить деталь в растворе азотнокислого серебра (2 грамма серебра на 1 литр и 2- грамм этилового спирта).
Далее поместите изделие в раствор, который состоит из следующих ингредиентов:
- Углекислая медь – 0.2 кг на 1 литр.
- Глицерин (90%) – 0.2 кг на 1 литр.
- Едкий натр (20%) – 1 литр.
Температура раствора должны быть от +18 до +25 градусов, а время обработки будет составлять 1 час.
Металлизация посредством серебра
Предварительную обработки пластмассы следует провести так же, как и в случае с медью – ошкурить и нанести слой абразива. Обмойте поверхность в мыльной воде, а после и в дистиллированной воде.
Обезжиривать изделие следует посредством такого раствора:
- Хромовый ангидрид – 0.1 кг на литр.
- Железа сульфат – 0.01 кг на литр.
После обезжиривания должна быть снова промыта деталью в дистиллированной воде. Процесс сенсибилизации следует провести в растворе хлористого олова (всего 2 грамма на 1 литр).
Дальше разместите изделие в растворе, в котором будут такие компоненты:
- Азотнокислое серебро – на 1 литр 3 грамма.
- Едкий натр – на 1 литр 3.5 грамма.
- Аммиак (25%) – на 1 литр 8 миллилитров.
- Глюкоза – на 1 литр 2.5 грамма.
Для удаления серебра с поверхности пластмассы потребуется следующий раствор:
- Хром ангидрид – на 1 литр 10 грамм.
- Серная кислота – на 1 литр 3 грамма.
Равномерную пленку советуем обрабатывать лаковым слоем, который будет защищать пластмассу. Также возможно дальнейшая обработка поверхности гальваническим методом.
Процесс металлизации пластмасс
Сенсибилизация — это процесс химического осаждения на поверхности тонкого слоя катализатора. Пластмассовые изделия помещают в раствор 30-40г/л двухлористого олова и 30-40 г/л соляной кислоты при цеховой температуре, затем промывают в дистиллированной воде и активируют поверхность в растворе 1-2 г/л двухлористого палладия и 1-2 мл/л соляной кислоты в течение 3-5 минут. Тонкий слой палладия, который образуется в результате катализирует осаждение меди из раствора химического меднения:
- сернокислая медь 100 г/л;
- едкий натр 100 г/л;
- натрий углекислый (безводный) 30 г/л;
- глицерин 100 г/л;
- формалин 33% 25-35 мл/л.
Процесс химического осаждения меди проходит при цеховой температуре в течение 20 мин. В результате получают готовый металлический подслой, для дальнейшего гальванического осаждения металла. Гальванический процесс проходит в стандартных электролитах никелирования, меднения, оловинирования или хромирования и отличается от классического нанесения покрытий гальваническим способом только особенностями крепления токопроводящих контактов. Заканчивают процесс металлизации также стандартно – детали промывают и сушат.
Возможно Вас заинтересуют статьи:
|
Никелирование пластиков
После активирования (без промывки!) детали сразу переносят в раствор для никелирования. Здесь есть выбор растворов (г/л):
- Никель сернокислый — 30, гипофосфит натрия — 10, ацетат натрия — 10. Температура раствора 90 °С, скорость наращивания пленки металла 15 мкм/ч.
- Никель хлористый — 30, гипофосфит натрия — 10, лимоннокислый натрий — 100, хлористый аммоний до рН= 8—9. Температура раствора 90 °С, скорость наращивания 6 мкм/ч.
- Никель хлористый — 30, Гипофосфит натрия — 10, лимоннокислый натрий — 10. Температура раствора 85 °С, скорость наращивания 5 мкм/ч.
Растворы готовят в следующей последовательности. Сначала в бОльшей части воды растворяют все компоненты, кроме гипофосфита натрия. Его отдельно растворяют в малой части воды. Непосредственно перед загрузкой деталей оба раствора смешивают.
Для клиентов в Москве
С радостью ответим на любые вопросы по телефонам в московском офисе:
Итак друзья, всё получилось! Как и было задумано)) Пока особо упоротые продолжают жрать кактус восстанавливать пластиковые!
о_О вистеон2, группа инициативных товарищей=)), скооперировавшись и найдя друг друга)) таки это сделали — а именно, восстановили металлические отражатели линз Вистеон1 (которые устанавливались в свое время на дорестайл мондео4, ленд ровер, ягуар, вольво и еще кучку марок) методом вакуумного напыления алюминия. Делали в питерском ЗАО «ВИМА» (не реклама! истины ради)… за чёткую, без сучка и задоринки, организацию сего действа выражаю категорические респект и уважуху!111 Денису (aka dionis-spb ) Денис, ты — человек! хороший!)) спасибо тебе еще раз огромное, без тебя нифига бы не вышло!
Осталась самая малость! внедрить на место… как говаривали мужики на моей первой работе: «… — нАчать да кончить. «=))
stay tuned! будет интересно)
зы. бюджет сего действа общий! с учетом покупки б/у модулей, их троекратной транспортировки (ко мне, от меня в Питер и уже готовые обратно ко мне)… конкретно само восстановление обошлось порядка 1700 руб. за пару отражателей, согласно мелкооптового прайса=)) из предыдущей записи
Цена вопроса: 3 700 ₽
Оборудование для вакуумного напыления
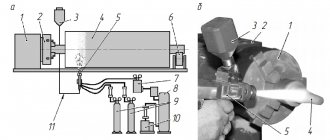
Установки вакуумной металлизации – довольно сложное и дорогое оборудование, потребляющее много электричества. Для создания комплексного технологического цикла требуется довольно просторное помещение, так как разместить следует несколько разнофункциональных устройств. Основные узлы вакуумной системы:
- Блок энергообеспечения и управления в совокупности с источником конденсируемых металлов.
- Газораспределительная система, создающая вакуумное пространство и регулирующая потоки газов.
- Рабочая камера для проведения вакуумной металлизации.
- Блок термического контроля, управления толщиной и скоростью напыления, свойствами покрытий.
- Транспортирующий блок, отвечающий за изменение положения заготовок, их подачу и изъятие из камеры.
- Устройства блокировки узлов, газовые фильтры, заслонки и прочее вспомогательное оборудование.
Магнетронное и ионно-плазменное вакуумное оборудование бывает разных габаритов, от небольших, с камерами в несколько литров до весьма крупных, с объемом камер в несколько кубических метров.
располагает достаточными производственными мощностями и соответствующим оборудованием для обеспечения различных способов вакуумного напыления. У нас можно заказать ионно-плазменное покрытие изделий из любых материалов такими металлами, как титан, медь, алюминий, латунь, хром, различные сплавы и пр. Гарантируем высокое качество работы и лояльные цены.