Приобретать сталь в рулонах значительно выгоднее и удобнее (транспортировка, хранение), по сравнению с листовым прокатом. Однако такой вид фасовки в большинстве случаев не является подготовленным сырьем для производства металлоизделий. Чтобы использовать рулонную сталь по назначению, требуется раскроить металл на отрезки определенной длины и ширины. Для этого используют специальное оборудование (автоматизированное) продольно-поперечной резки, позволяющее получить стальные полосы и листы заданного размера.
Продольно-поперечная резка рулонной стали необходима для дальнейшего производства штамповочных изделий, холодногнутых профилей, устройства кровельных покрытий, систем вентиляции, воздуховодов. Полученные заготовки используют в автомобилестроении, возведении рекламных конструкций, строительстве (например закладные детали), сборке бытовой техники и т.д.
Оказываемые услуги
Специалисты подготовили к работе производственную линию роспуска металла в рулонах на ленты и штрипсы. Принимаем заказы на проведение поперечно-продольной резки листов и рулонов металла по Москве и области. Отлично отработанная технология порезки позволяет резать металл на полоски и создавать качественную продукцию, в которой отсутствует остаточное напряжение (нет эффекта скручивания и серповидности).
Помимо качественной продукции по доступной стоимости, наши заказчики получают следующие преимущества:
- Возможность лично оговаривать размеры отрезаемой ленты или полосы. В соответствии с ГОСТом 503-81 предусмотрено наличие фиксированного размера стандартной холоднокатаной ленты, однако наши клиенты могут заказать любой необходимый размер.
- Возможность заказа роспуска металла в штрипсы или ленты из нашего сырья. Это выгодно для небольших объемов заказа. В таком случае у вас не будет проблем, где купить заготовки и как транспортировать.
- Возможность дополнительно обрабатывать металл. На нашем предприятии вы можете не только воспользоваться услугой резки металла, а еще и обработать его или сделать просечку заготовок.
- У нас вы оформите заказ за несколько минут и получите быструю доставку.
Наши возможности
Рубка рулона и продольно-поперечная резка – являются одними из приоритетных видов услуг оказываемых ООО «ГК Стальной Дом». Наличие современных, высокотехнологичных производственных линий позволяет осуществлять:
- Резку холоднокатаной и оцинкованной стали.
- Металлов с деликатным покрытием (полимерное, лакокрасочное).
- Горячекатаной стали (только продольная резка).
Наша компания в минимальные сроки произведет резку рулонного металла:
- Лента и штрипс. Изготавливаются на линии продольной резки из рулонной стали 0,4-4 мм (толщина), 400-1600 мм (ширина), с внутренним Ø 508/610/760 мм и наружным Ø2000 мм. Скорость резания, в зависимости от исходных параметров рулонной стали составляет до 120/м/мин. Готовая стальная полоса выпускается с шириной от 35 мм.
- Лист и резка на «карточки» (раскрой штрипса на куски определенной длины). Производятся на линии поперечной резки из стальной ленты толщиной 0,45-3 мм. Параметры внутреннего/наружного диаметра и ширины рулона аналогичны продольной резке. Листовой материал выпускается длиной 350-4000 мм. Скорость резания составляет до 60 м/мин.
Производство пластин
Мы располагаем опытным штатом сотрудников-профессионалов и высокотехнологичным оборудованием, необходимым для обработки металлоизделий. С нашей помощью изготавливаются пластины из металла и заготовки для разнообразного применения:
- Изготовления деталей и заготовок из электротехнической стали (пластины для трансформаторов).
- Производство крепежных элементов, закладных деталей из стали строительного назначения.
- Изготовление пластин (сталь конструкционного типа) для деталей различных устройств и агрегатов.
- Для дальнейшей обработки – получение фрезерованных, шлифованных изделий, изделий с лазерной гравировкой.
Наши специалисты гарантируют полное соответствие заданных допусков и почти стопроцентный выход готовой продукции с каждой тонны металла. Мы обеспечиваем индивидуальный подход к каждому заказчику.
Линии поперечной резки
На практике разрезание листов ножницами по металлу неудобно и неэффективно, поэтому применяются специальные линии резки. С помощью линии можно измельчить рулон на части любой формы, от квадрата до ромба.
Типичные технические характеристики линии поперечной резки:
- допустимая ширина стального рулона — 0.16 м;
- максимальная толщина металлического листа — 0.4 см;
- минимальное количество отрезаемых частей — от 18, дальше всё зависит от длины листа;
- общая мощность моторов всех приводов — 206 кВт.
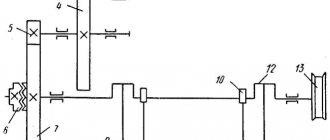
Линия для поперечной резки рулонной стали включает в себя следующие элементы: листовые ножницы с установленным под наклоном ножом, управляющий механизм, устройство для правильного разматывания, узел складывания отрезанных частей, валковая подача.
Весь комплекс функционирует согласно заранее установленному алгоритму, в котором многое зависит от заданных параметров — начальных и требуемых размеров заготовки, длины рулона или листа. Система может быть как полностью автоматизированной, так и управляемой оператором-специалистом.
В первом варианте линия должна самостоятельно остановиться, когда в разматывателе кончится материал.
Видео показывает суть технологии:
Подробнее о правильно-разматывающем устройстве
Этот узел предназначен, чтобы лист как можно меньше коробился до заправки его в ножницы. В то же время с листа при помощи специальных щеток удаляются остатки производственного налета и окалины. Агрегат обычно включают только когда нужно распустить горячекатаных металл на части.
Ножницы
По сути нет большой разницы между автоматическими и ручными ножницами, кроме того, что первые механически связаны со всей конструкцией в целом.
Если происходят неполадке в приводе, ножницы выключаются вместе с остальными элементами. Сам процесс нарезки контролируется через изображение на визуальном дисплее, причем погрешность фиксации рулона может колебаться до 0.4 миллиметра в большую или меньшую сторону, это сильно зависит от характеристик исходного материала.
Валковая подача
Качество разрезания очень сильно связано с точностью механизма, подающего металл. Технологию валковой подачи нельзя назвать предельно точной, но зато она универсальна и считается самой мягкой, предупреждающей удары и толчки, могущие испортить материал.
Валковая подача функционирует следующим образом:
- Привод, которым оснащено правильно-разматывающее устройство, взаимодействует с приводом односторонней подачи, так что исходная заготовка начинает двигаться в тот момент, когда лезвия ножниц находятся в самой верхней позиции.
- Как только рулон упирается в конечную плоскость, балка ножницы начинает свою работу. Лезвия перемещаются, отрезая часть стали заданного размера.
Если рулон относительно легкий, то для натяжения достаточно будет самих валков, для тяжелых уже понадобится включать электромотор.
Устройство складывания
Его техническое наименование — стапелирующий узел. Процесс укладывания отрезанных частей реализуется одним из двух методов: либо отрезки свободно падают под действием силы тяжести, либо их принудительно передвигают в нужное направление.
Конкретно в поперечной резке рулонной стали обычно используется именно второй вариант, это уменьшает количество действий по обслуживанию линии, а также упрощает перемещение материала на склад.
Если заготовки обычной формы, подойдут самые простые склизы (направляющие), в то время как отрезки сложной формы требуют особой конфигурации. Чтобы отрезок не застрял, необходимо обеспечить наклон склиза не менее 26 градусов.
В механизм устройства входят:
- система управления и контроля с необходимыми датчиками;
- разматывающий барабан;
- элемент для фиксации рулона по диаметру;
- узел для смазывания листа или рулона;
- электропривод;
- станина (основание).
Когда разрезать нужно лист, а не целый рулон, разматыватель можно вообще отключить. Принцип действия устройства в следующем: материал кладется на опору, одновременно центрируясь с помощью роликов.
Лист или рулон устанавливается строго горизонтально, после чего сталь подается в приспособление с обжимными и распрямляющими роликами. Каждый вид роликов можно настраивать независимо от другого. Оценить правильность настройки можно при помощи фотоэлементов и световых индикаторов.
Продольно-поперечная резка металла от
Наша компания предлагает услуги по продольно-поперечной резке металла любой сложности. Помимо этого наша организация располагает производственными мощностями по производству металлических изделий. Спектр оказываемых услуг осуществляется по Москве и Московской области
.
Стоимость наших работ по производству металлических конструкций исчисляется на метр, тонну. Расценки на наши услуги по оптовой стоимости заметно ниже, в отличие от покупки в розницу. Приглашаем частные лица, различные организации к продолжительному сотрудничеству с нашей компанией.
Собственные производственные и складские площади позволяют нам быстро и качественно обслуживать своих заказчиков. Современная техническая база оборудования, оснащения создаёт большую клиентскую платформу в нашей компании.
Изготовление различных металлических деталей, конструкций на заказ осуществляется нашими специалистами в разумные, короткие сроки. Наши изделия широко применяются в строительстве различных объектов (жилые, служебные здания). Вся производимая нами продукция имеет высокий уровень качества. Для сотрудничества рекомендуем всем клиентам обращаться в ЗАО «ВИЕР Групп».
Характеристики обрабатываемого тонколистового металла
- Сталь толщиной 0,3-8 мм.
- Максимальные параметры рулона. Ширина – 1600 мм, вес – не более 26 т, внешний диаметр – 1800 мм, внутренний диаметр – 780 мм.
- Максимальная ширина штрипса во время продольной резки: 1000 мм.
- Точность поперечной и продольной резки рулонной стали: 0,3 мм.
Продольно поперечная резка металла от нашей компании – это высокая производительность труда, отличное качество получаемых заготовок и разумная стоимость услуг.
Чтобы заказать услугу продольно поперечной резки металла, позвоните по телефону.
Способы резки металла
Существующие способы резки металла можно разделить на механические, термические и высокоточные. К механическим относится ленточнопильная, продольная и поперечная резка. К термическим – газокислородная и плазменная. К высокоточным – лазерная.
Особенности ленточнопильной резки металла
Для ленточнопильной резки металлов используют специальные станки. Они могут быть консольными, портальными, горизонтальными или вертикальными. Заготовку зажимают в тисках и разрезают с помощью ленточной пилы, зафиксированной на двух подвижных шкивах. Ее натяжение и давление на металл можно менять в зависимости от марки и механических свойств разрезаемого материала.
Современные станки оснащают компьютерами. Они могут работать не только с металлопрокатом, но и поковками толщиной до 320 мм. Компьютерное управление делает их очень точными: максимальное отклонение полученной заготовки или детали от заданных размеров не превышает 0,05 мм. Еще одно преимущество таких станков – возможность резать металл под углом до 50°. При этом скорость их работы достигает 100 мм/мин.
Ленточнопильная резка дает чистые кромки, которые не нужно дополнительно обрабатывать. Она не закаляет разрезаемый материал в результате перегрева, что важно для углеродистых и некоторых марок нержавеющих сталей. При этом такой способ нельзя применять для фигурной резки, а размеры разделываемой заготовки ограничены габаритами станка.
Ленточнопильная резка удобна для серийного изготовления заготовок или деталей простой формы
Особенности продольной резки металла
Продольную резку металла используют для разделки листовой стали на полосы и ленты. Для этого лист металла укладывают в специальную тележку станка продольной резки и с помощью прижимных вальцов подают в режущий блок. Он состоит из двух валов: на верхнем расположены режущие диски, на нижнем – платформы с канавками для прохода дисков. Лист металла проходит между ними и разрезается на полосы нужной ширины.
Основное преимущество этого способа резать металл – высокая скорость работы. Станок способен за минуту порезать до 300 погонных метров листового проката, но этот параметр напрямую зависит от толщины и марки металла. Продольная резка подходит только для тонколистовых материалов. Как правило, максимальная толщина разрезаемого металла не превышает 1,5 мм.
Продольная резка подходит только для тонколистовых металлов
Особенности поперечной резки металла
В этом случае применяют станки поперечной резки. В качестве заготовок для поперечной резки металлов используют рулонные материалы или полосы, полученные в результате продольной резки. Разделку металлов выполняют в режущем блоке, конструкция которого похожа на аналогичный блок в станках продольной резки. В результате получают заготовки заданных размеров и формы (треугольные, квадратные, прямоугольные, трапециевидные и прочие). Этот способ тоже подходит только для тонколистовых материалов.
Поперечная резка, как и продольная, подходит только для тонколистовых металлов
Особенности газокислородной резки металлов
При использовании газокислородной резки металла работы выполняют в два этапа: сначала материал разогревают ориентировочно до +1200…1300 °С, а затем разрезают. Для нагрева чаще всего используют пропан или ацетилен. Затем в место реза подают под давлением чистый кислород. Металл горит в нем с образованием расплавов оксидов, которые выдуваются струей газа.
Этот способ удобен тем, что с его помощью можно выполнять фигурную резку. Он подходит для листового проката толщиной до 300 мм, но для разделки таких заготовок их необходимо предварительно нагревать до +300…500 °С. Есть еще несколько ограничений. Так, если температура плавления металла ниже +1200…1300 °С, а температура плавления его оксидов выше этого показателя (к таким металлам относятся, например, алюминий или медь), то газокислородную резку использовать не стоит.
Такой метод удобен для разделки нелегированных или низколегированных сталей. Повышенное содержание легирующих элементов в металле (вольфрама, кремния, марганца, никеля или хрома) заметно затрудняет резку. В этом случае необходимо использовать флюсы, которые повышают текучесть оксидов металла и облегчают их выдувание из зоны реза.
С помощью газокислородной резки можно работать с толстолистовым прокатом
Особенности плазменной резки металлов
При применении плазменной резки металлов разделку материала выполняют струей ионизированного газа, нагретого до +15 000…30 000 °С. С помощью электрического поля плазма разгоняется до 1 500 м/с. Настолько высокие показатели температуры и скорости позволяют работать практически с любыми металлами, включая цветные, легированные и высокоуглеродистые.
Если необходимо резать черные металлы, то в качестве основы для создания плазмы используют кислород. Для разделки цветных металлов и сплавов применяют азот, водород или аргон. Оптимальная толщина листового проката из углеродистых сталей – до 60 мм. В этом случае скорость резки максимальная. Наибольшая толщина проката из углеродистых сталей, который можно резать плазменным способом – 100 мм, из нержавеющей стали – 75 мм, из алюминия и его сплавов – 50 мм.
Основные преимущества плазменной резки – высокая скорость разделки, возможность выполнять фигурную резку, высокая точность работы (отклонение от заданных контуров детали не превышает 0,1 мм). При ее использовании полученные детали имеют чистые кромки, не требующие дополнительной обработки. Единственное ограничение – толщина металла. Если она выше 100 мм, лучше использовать газокислородную резку.
Плазменная резка позволяет получить детали любой конфигурации
Особенности лазерной резки металлов
Лазерная резка металлов по скорости работы схожа с плазменной, но имеет ряд особенностей. При ее использовании материал разрезают с помощью лазерного луча. Он быстро нагревает металл в зоне воздействия, расплавляя и сразу испаряя его. В результате линия реза получается чистой и гладкой, но такое возможно только для тонколистовых металлов (толщиной ориентировочно до 10 мм).
Для более толстых материалов одного лазерного луча недостаточно. Линию реза нужно обдувать вспомогательным газом, чтобы выдуть частицы расплавленного металла. В качестве таких газов используют аргон, азот или кислород. Они ускоряют обработку металла и одновременно охлаждают место реза, чтобы нивелировать температурное воздействие на материал.
Лазерная резка отличается от всех остальных способов разделки металлопроката высокой точностью. При ее использовании максимальное отклонение полученных деталей от заданных контуров не превышает 0,05 мм. При этом с ее помощью можно работать только с тонким металлопрокатом: максимальная толщина латунных заготовок – 5 мм, алюминиевых или из нержавеющей стали – 10 мм, из углеродистых сталей – 16 мм.
Лазерная резка отличается максимальной точностью