Линия для поперечной плазменной резки металла представляет собой большую плазменную установку для автоматического раскроя конструкционных, нержавеющих сталей, цветных металлов. Они выпускаются разных видов по конструктивному исполнению, но их основой является преимущественно портальная механическая конструкция и система ЧПУ (числового программного управления).
Из каких узлов состоит линия?
Оборудование этого типа обеспечивает максимальную автоматизацию процесса плазменной резки. При этом они довольно просты в обращении при условии работы в автоматическом режиме.
Конструктивно линия продольно-поперечной плазменной резки металла состоит из таких узлов:
- источник питания (ИП);
- портальная система;
- плазмотрон;
- система ЧПУ;
- рабочий стол.
Фото 1. Классическая конструкция автоматизированной линии с ЧПУ
Источник питания
Служит для преобразования переменного тока в постоянный с напряжением от 200 до 400 В (в зависимости от модели). Также он подает ток и напряжение для возбуждения пилотной и режущей дуги. Источник питания обеспечивает возможность регулирования силы тока, значение которой подбирается с учетом марки и толщины стали. Может иметь постоянную токовую или крутопадающую вольтамперную характеристику.
Фото 2. Внешний вид источника питания
Портальная конструкция
Эта система включает множество движущихся узлов – портал с направляющими для продольного перемещения, механизм для поперечного передвижения плазмотрона. В движение портал приводится реечным приводом, который обеспечивает безлюфтовое перемещение. Выпускаются машины с несколькими способами управления – моноприводы, 2-приводные системы, а также шаговые и серводвигатели.
Фото 3. Портальная система без координатного стола
Портальная система может иметь разное количество координат для перемещения плазмотрона – X, Y и Z (для выполнения косого реза, в результате которого получается фаска). Количество плазменных резаков тоже варьируется в зависимости от производственной необходимости – обычно устанавливается не больше двух.
Плазмотрон
Представляет собой устройство для создания и стабилизации плазменной струи. Подключается к источнику питания, имеет водяную систему охлаждения теплонагруженных узлов (электрода и сопла), которая повышает их эксплуатационный ресурс.
Фото 4. Внешний вид плазмотрона, установленного на портальной машине
Система ЧПУ
Числовое программное управление представляет собой компьютеризированную систему, которая позволяет в автоматическом режиме управлять приводами портальной плазменной установки.
Фото 5. Компьютеризированная система числового программного управления
Конструктивно ЧПУ состоит из таких аппаратных узлов:
- Рабочая консоль – для ввода специальной программы для раскроя, управления режимами работы оборудования.
- Панель оператора – для визуального контролирования процесса, возможности внесения корректировок в управляющую программу.
- Контроллер – для управления оснасткой установки продольно-поперечной резки.
Также конструкция системы включает ПЗУ и ОЗУ.
Координатный стол
Выполнен в виде металлического настила, который предназначен для расположения на нем обрабатываемого металлопроката. Обычно в месте проведения работ обустраивается качественная вытяжная система для удаления продуктов сгорания из помещения.
Фото 6. Установка плазменного раскроя в сборе с раскроечным столом.
Линия резки металла, линия продольной резки металла
I. Общая информация о линии поперечной-продольной резки
Линия поперечно-продольной резки могут выполнять размотку рулонов, правку, измерение, продольную и поперечную резку на мерные длины и укладывание в пакет.
Включает в себя разматыватель, правильное устройство, измеритель, ножницы, конвейер, укладчик, гидросистему, пневмосистему и электросистему и т.д., линия может проводить проверку точности подачи и резки. Может резать оцинкованную полосу из углеродистой стали холодной или горячей прокатки, жести, нержавеющей сталью и другие виды полосы с защитным покрытием.
Линия поперечно-продольной резки управляется с помощью PLC системы. Информация о длине, число резов и скорости может быть введена в систему PLC. Когда достигнуто необходимое количество резов, линия может автоматически останавливаться. Скорость линии можно регулировать. Там имеется высокоточный измеритель/датчик, и вся линия может работать автоматически и легким доступным управлением, с высоким качеством.
II. Технические характеристики
При загрузке:
Сталь х/к и г/к с защитным покрытием Наружный диаметр рулона: 1300 мм (макс.) Внутренний диаметр рулона: 600-610мм Ширина полосы: 1250мм (макс.) Толщина: 0.3мм -1.2мм (макс.) Вес рулона: 8тонн (макс.)
При разгрузке:
Макс. длина резания: макс. 6000 мм. Количество одновременно производимых продольных резов 10
Данные линии:
Скорость линии: макс. 30м/мин (макс.) Допуск по длине: ±1,0 мм/м Допуск по ширине: ± 0,5мм/м Допуск по планшетности: ± 1.2мм/м2 Источник входящего напряжения: перем. ток 380В, 3 фазы, 50Гц Источник управляющего напряжения: перем. ток 220В, 50 Гц Электромагнитный клапан: перем. ток 220В, 50 Гц Позиция установки: слева направо Электрич. управляющий стол/control table: 1 для шкафа, 2 для управл. столов Производительность до 50 т/смену
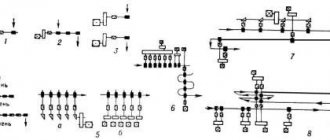
III. Комплектация:
1. Тележка для рулонов 2. Разматыватель 3. Узел подачи 4. Правильная машина 5. Система измерения 6. Узел продольной резки 7. Кромконаматыватель 8. Узел поперечной резки 9. Стол-рольганг 10. Укладчик листов и троллейная тележка 11. Гидросистема 12. Пневмосистема 13. Электросистема с PLC
IV. Описание оборудования
1. Тележка для рулонов
Применение:
Тележка для подачи рулонов с гидроприводом. Применяется для перемещения и погрузки рулонов на разматыватель.
Для экономии времени во время работы новый рулон загружается в тележку и поднимается на барабпн с помощью гидравлики и тележка начинает двигаться горизонтально надевая рулон на барабан разматывателя. Затем погрузочная тележка перемещается в исходное положение.
Конструкция:
Тележка для подачи рулонов изготовлена из высококачественных материалов; установлена на усиленных колесах и валах со роликовых подшипниках. Перемещение тележки осуществляется электродвигателем с зубчато-шестеренчатой передачей. Сигнальный кабель для управления гидравликой подъема и передвижения.
Технические данные:
- Тип автопогрузчика: с направляющей планкой.
- Грузоподъемность: 8 тонн (макс.)
- Функции подъема/спуска: 4 гидроцилиндра
2. Разматыватель
Применение:
Разматыватель осуществляет подачу на линию продольной резки, также помогает осуществлять частичную перемотку рулонов, так что их можно снова обвязать, пока они еще на барабане, перед отправкой на склад для дальнейшего использования.
Конструкция:
Рулон подается, конец полосы зажимается, и разжимается посредством гидрозажима. Конструкция сварная из термообработанной стали, установлен на усиленных валах на антифрикционных подшипниках. Барабан оснащен 4 сегментным подвижным клином с гидроуправлением для разжима.
Тормозная система с пневмоуправлением обеспечивает максимальное уменьшение провисания полосы. Предусмотрен аварийный тормоз для останова линии по любой причине.
Функция разматывателя следующая: захват нового рулона металла и подача полосы в правильную машину в заданном режиме. Оснащен тормозом и эл. двигателем. Как только полоса задается в правильную машину, тормозная система создает натяжение полосы. Оператор устанавливает тормозное натяжение полосы и регулирует его, полоса попадает непосредственно в правильную машину.
Технические данные:
- Режим работы: гидравлический
- Грузоподъемность: 8 тонн
- Внутренний диаметр: Ø600-610мм
- Натяжение: пневматический тормоз
- Наружный диаметр рулона: 1200мм
3. Узел подачи
Применение:
Ролик прижимает полосу и направляет ее к правильной машине.
Ролик работает синхронно с разматывателем и заправочным устройством для продвижения конца полосы.
Двигатель приводит в движение прижимной ролик и прижимает его к рулону для предотвращения отскока конца полосы, когда перевязочные ленты будут сняты. Прижимной ролик позволяет осуществить повторную обвязку нарезанных штрипсов, когда они перемотаны на разматыватель. Прижимной ролик может двигаться как в направлении подачи, так и в противоположное.
Конструкция:
Прижимной ролик изготовлен из высококачественной стали с опорами, обработанными соотв. образом, для установки на антифрикционных подшипниках. Ролик покрыт резиновым покрытием. Ролик приводится в действие электродвигателем. Ролик и его система привода установлены на сварной конструкции, которая, в свою очередь, смонтирована на смежном корпусе разматывателя.
4. Правильная машина
Применение
Правильная машина правит полосу и задает ее на линию резки.
Конструкция:
Правящие ролики изготовлены из высококачественной стали. Верхние ролики изгибают полосу от разматывателя, чтобы соответствовать линии резки, и регулируются вверх и вниз с помощью цилиндров. Нижний ролик приводится в действие двигателем.
Основная рама изготовлена из высококачественной толстолистовой стали и материалов, после снятия остаточных напряжений. Правильная машина оснащена закаленными зубчатыми колесами (55– 60HRC/по шкале Роквелла), роликоподшипниками с консистентной смазкой.
Нижняя станина удерживает работающие ролики, опорой для которых служат ряды коротких опорных роликов. Верхняя станина станка удерживает работающие ролики, опорой для которых служат ряды коротких опорных роликов. Ряды опорных роликов прикреплены к верхней станине с регулировкой клиновыми прокладками. Верхний мост и, следовательно, верхний ряд роликов перемещается параллельно вверх и вниз для регулирования выступа роликов в соотв. с толщиной полосы с помощью электродвигателя или вручную. Верхняя станина поворачиваться горизонтально по оси, чтобы обеспечить более правильную регулировку входных роликов. Положение станины, а следовательно, и выступ роликов и положение опорных роликов регулируются нажимной кнопкой. Несущая конструкция станка спроектирована с учетом возможных деформаций и имеет систему регулирования перемещениями верхней станины. Правильная машина приводится в действие двигателем переменного тока с переменной частотой вращения и с регулируемыми приводами.
Технические данные:
- Тип правильной машины: приводится в действие роликами.
- Рабочие ролики: – 13 шт.
- Размер роликов – Ø65 мм x 1300 мм Длина
- Материал – 42CrMO
- Твердость – 52 до 60 HRC /по шкале Роквелла
- Покрытие – Хромирование
- Подшипник — Роликоподшипник
- Привод рабочих роликов: двигатель переменного тока 37 кВт
5. Система измерения
Применение:
Замер длины резки устанавливается и контролируется посредством программно-логического контроллера PLC.
Конструкция:
Измерительный ролик имеет твердое хромовое покрытие. Программируемый блок ролика дает представление о длине резки, регулируемой датчиком. Ролик поднимается и опускается пневмоцилиндром.
6. Узел продольной резки
Применение:
Узел продольной резки должен обеспечивать резку рулонной ленты на штрипсы заданной ширины, и, в случае необходимости, обрезку кромки с двух сторон.
Узел для продольной резки листового металла имеет два вала с наборными ножами и вставками, которые крепятся к валу, и эти ножи при необходимости могут заменены на новые. Каждый нож снабжен распорными кольцами для точной настройки. Вставки с прокладками для регулировки. Вставки имеют следующие ширины 5мм, 10мм, 15мм, 20мм, 28мм, 30мм т.д.
Конструкция:
Материал валов: 42CrMo сталь, термообработаны, шлифованные и хромированные с необходимой блокировкой. Специально предназначены для тяжелых условий труда.
7. Кромконаматыватель
Кромконаматыватель обеспечивает намотку идущей в отход обрезанной кромки ленты. Привод кромконаматывателя от мотор-редуктора.
8. Узел поперечной резки
Применение:
Ножницы, гильотинного типа должны обеспечивать резку листового металла на штучные листы заданной длины. Привод ножниц от мотор-редуктора. Длина автоматически нарезается в соответствии с заданными параметрами, через PLC.
Конструкция
Станина ножниц
Станина полностью сварена из стальных пластин и обработана для снятия остаточного напряжения отпуском, между корпусом закреплены два гидроцилиндра. Жесткая стальная рама ножниц оптимально сконструирована. Стол рамы сварен с опорой из стальных пластин. Валы установлены в раму на антифрикционных подшипниках.
Наборные ножи
Верхние ножи поддерживаются эксцентриковыми установочными винтами и поворотным валом, приводимым в действие гидроцилиндром и цилиндром обратного хода. Роликовая направляющая: Верхний нож направляется четырехточечной роликовой направляющей. Для максимальной износостойкости предусмотрена сменная упрочненная накладка. Она заменяет смазку направляющей.
Гидроцилиндры
Цилиндры проходят точную обработку хонингованием и оснащены поршневым штоком с твердым хромовым покрытием с высококачественными уплотняющими элементами
Прижимное устройство
Оснащено опорными плитами и сочленено с гидроцилиндрами. Действие цилиндра удерживает стальную полосу внизу для резки. Он может прийти в исходное положение отскоком. Сила нажатия увеличивается в зависимости от толщины полосы. Гидравлические прижимные башмаки надежно удерживают лист, чтобы избежать проскальзывания и перегиба, результатом чего является чистый прямой разрез.
Технические данные:
- Тип: попутное резание
- Регулирование зазоров: верхний нож
- Твердость ножа: 52 до 60HRC / по шкале Роквелла
9. Стол-рольганг
Конструкция:
Конвейер состоит из ролика загрузочной части и хвостовой части с натяжным роликом ленты. Лента конвейера изготовлена из полиэстера или из высокосортной резины. Ролик загрузочной части приводится в действие приводом переменного тока с регулируемой частотой вращения. Корпус конвейера изготовлен и собран таким образом, чтобы устранять вибрацию. В конце конвейерного стола смонтирован нажимной/тянущий ролик. Верхний ролик должен отгибать карту от конвейера, чтобы оно соответствовало линии резки, и опускать на платформу. Нижний ролик оснащен электрическим приводом.
Технические данные:
- Приводной двигатель: двигатель перем. тока с переменной частотой
- Лента: бесконечная, полиэстер или специальная резина
10. Укладчик листов и троллейная тележка
Применение:
Складывать карты и штучные листы и разгружать.
Платформа для складывания представляет собой сварную конструкцию с поворотным держателем. Поворотный держатель активизируется пневмоцилиндром. Укладчик оборудован регулируемыми концевым и боковыми упорами. Держатель перемещается вперед и назад пневмоцилиндрами.
Троллейная тележка
Применение:
Транспортировка на склад. Тележка разработана так, чтобы передвигаться по рельсам на усиленных колесах. Колесо тележки упрочнено до 50 HRC / по шкале Роквела Боковое передвижение тележки: электродвигателем.
11. Гидросистема
Один гидравлический агрегат резервным насосом предназначен для нагнетания давления в линии.
Гидравлический агрегат состоит из:
- резервной насосной установки
- стандартные принадлежности.
Регулирующие клапаны:
- регулирующие клапаны для каждого оборудования или блока установлены на соответствующем оборудовании и трубопроводе.
- каждый регулирующий клапан / группа клапанов оснащена стопорным клапаном на линии Р и обратный клапан на линии T для легкости в обслуживании.
- реле давления предусмотрено для расширительного цилиндра разматывателя для блокировки
12. Пневмосистема
Пневматическое регулирование применяется для приведения в действие различного оборудования. Пневмораспределитель установлен на каждом агрегате и трубопроводе.
Пневмосистема состоит из.
- трубопровода на оборудовании с необходимыми гибкими трубами со вставными фитингами для легкого обслуживания.
Пневмооборудование линии должно питаться от сети сжатого воздуха давлением 0,4…0,6 МПа.
13. Электросистема с PLC
Фото разматывателя, ножниц продольной резки, листоукладчик
Другое техническое предложение на продольно-поперечную линию резки
| Характеристики подката: | 1×12000 кг или 2,00×1250 мм сталь 400 Н/мм² или 1,25×1250 мм Inox 600 Н/мм² |
| Вес рулона: | макс. 12000 кг максимальный вес только начиная с рулонов шириной 1000 мм |
| Толщина: Прочность: Ширина пластины: Длина резки: | мин. 0,40мм макс. 2,00мм макс. 1,25мм мин. 250 Н/мм² макс. 400Н/мм² макс. 600 Н/мм² мин. 250 мм макс. 1250 мм мин. 250 мм макс. 3000 мм |
| Скорость: | продвижение 1-ступенчатое, с преобразователем частоты до макс. 25 м/мин. |
| Допуски: | ±0,50/2000 мм длина при этих же условиях |
| Надежность/качество: | машина соответствует нормам 2006/42/EG – вкл. обозначение CE |
Конструктивные особенности оборудования
Установки для продольно-поперечного раскроя могут комплектоваться дополнительными системами и функциями. Одной из основных является автоматический контроль высоты, который имеет 3 режима – один для прожига и два для резания. Эта функция позволяет увеличить эксплуатационный ресурс расходных материалов и повысить качество резки.
Высота, на которой выполняется прожиг металлической заготовки, считается одним из самых важных параметров для повышения срока службы сопла и качества реза. В процессе работы система перемещает плазменный резак вниз до момента соприкосновения с поверхностью материала, а затем устанавливает его на нужной высоте. После прожигания металла плазмой контролер перемещает плазмотрон ближе к обрабатываемому металлопрокату.
Фото 7. Работа автоматической линии продольно-поперечного раскроя
При малом расстоянии между плазменным резаком и металлом увеличивается тепловая нагрузка на расходные материалы и риск столкновения с деталью. Чрезмерно большая высота негативно отражается на качестве резки – увеличивается ширина реза, зона термического влияния, что ведет к деформации заготовок. Поэтому важно подобрать оптимальное значение, а с этой задачей лучше всего справляется система автоматического контроля высоты.
Принцип работы линий
Линии для продольно-поперечной резки работают по принципу любого другого плазменного аппарата. Технология заключается в образовании плазменной дуги направленного действия в результате протекания тока от катода на анод. Высокоскоростная струя мгновенно нагревает стальную заготовку до температуры плавления и выдувает его из зоны реза.
Портальная система приводится в движение при помощи контроллера, который отвечает за перемещение технологической оснастки. Для этого в систему числового программного управления предварительно загружается разработанная технологом управляющая программа. При этом ЧПУ может воспроизводить контуры любой сложности.
Фото 8. Процесс вырезания заготовок сложной конфигурации
Управляющие программы разрабатываются для вырезания как единичных деталей, так и пакетного комплекта заготовок разных форм и размеров. С помощью специального ПО на компьютере они раскладываются на листе металла определенных габаритов. Это позволяет рационально использовать листовой металлопрокат, минимизировать количество отходов.
Принципы и преимущества продольно-поперечной резки металла
Технология раскроя металлических рулонов заключается в предварительном нарезании материала на полосы требуемой длины и затем в воздействии на заготовки электрическим током.
Металл разделяется плавлением путем точечного нагрева током определенных участков полос. Необходимая мощность и сила тока определяются исходя из толщины заготовки и ее физико-химических свойств, а также из частоты подаваемого тока.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Металлическая полоса в зоне реза должна локально нагреваться с целью снижения сопротивления во время продольного раскроя. Достигаемый эффект возможен благодаря уменьшению механических свойств металла с ростом его температуры. Линия продольной резки позволяет делать рез максимально гладким, с плавными закруглениями, создавая при этом полосы меньшей ширины.
Изделия, полученные продольно-поперечным раскроем, соответствуют стандартам, предъявляемым к производству гнутых профилей сварных труб с прямыми швами. Технология продольного раскроя рулонного металла еще и экономически выгодна, поскольку избавляет от необходимости в последующей обработке изготовленных металлических полос.
Поперечная резка металла похожа на продольную. Для захвата листовой заготовки используются специальные дисковые ножницы. Они фиксируют металлический лист между валами, который затем режется. Разрезаемый лист прижимается напряжением к верхнему валу. Верхний и нижний валы в процессе поперечного раскроя постоянно движутся, обеспечивая непрерывность подачи листов.
VT-metall предлагает услуги:
Металл под действием высоких температур теряет свою жесткость, поэтому для резки его зачастую предварительно нагревают с помощью электрического тока, а вместо режущих дисков используют стальные вальцы с высоким содержанием углерода. Такая модификация позволяет заметно улучшить качество раскроя материала.
Плюсы и минусы установок
Повышение производительности без потери качества выпускаемой продукции, минимизация производственных расходов – цели, которые преследует любое предприятие. Современные линии продольной и поперечной резки металла плазменной дугой гарантированно справятся с этими задачами.
Фото 9. Процесс резания профильной трубы
Оборудование обладает рядом преимуществ:
- Высокая скорость резания – в зависимости от модели, толщины и марки разрезаемой стали может достигать до 7 м/минуту.
- Повышенная точность – технически исправная машина вырезает заготовки с максимальной погрешностью до 0,35 мм.
- Технологическая гибкость – возможность вырезания заготовок любых форм и размеров.
- Минимальный уровень деформации вырезаемых деталей даже при работе с тонколистовой сталью – обеспечивается за счет направленного воздействия плазменной дуги и небольшой зоны термического влияния.
- Высокое качество реза – кромки получаются ровными, без шлака, наплывов и окалины, что позволяет исключить необходимость дополнительно их обработки перед сваркой.
Линия поперечной резки металла LICO
Линия поперечной резки LICO JOUANEL (Франция)
Автоматизированная линия поперечной резки рулонного металла — это оптимальное и высокотехнологичное решение для резки металла на листы. Технология резки металла на листы предъявляет особые требования к оборудованию. Линии — эфективное решение для тех, кто хочет получить качественную продукцию на современном оборудовании с применением высокоточного правильно-подающего оборудования.
Линии производятся с широким диапазоном характеристик по толщине — от 0,4 до 2,0 мм. при ширине исходной заготовки от 600 до 1500 мм. Линия поперечной резки металла имеет быструю самоокупаемость и приносит стабильную прибыль на протяжении всего срока эксплуатации. Наши линии поперечной резки, соответствуют всем европейским стандартами и гарантирующими высокое качество выпускаемой продукции.
Наше оборудование работает с различным металлом — холоднокатаной сталью, оцинкованной сталью, металлами с лакокрасочным и полимерным покрытием, алюминием и др. Толщина перерабатываемого материала достигает 2.0 мм. При этом скорость резки, в зависимости от комплектации линии, может достигать 30 м/мин. Грузоподъемные механизмы, как и разматывающие механизмы, работают в диапазоне от 5 до 15 тонн.
Управление линиями осуществляется современными цифровыми системами управления, которые обеспечивают высокую точность резки и правки листа.
Состав линии поперечной резки:
А)
Консольный разматыватель DPF1250/M/EI
- Ширина: 1250 мм
- Макс. Ø рулона 1500 мм
- Грузоподъемность 10 тонн
- Разжим лап гидравлический внутренний диаметр 470-540 мм
- Прижим рулона с гидравлическим приводом
- Загрузочная тележка CD5
- Грузоподъемность: 10 тонн
- Привод: гидравлический
- Управление через выносной кнопочный пульт
Б)
Подвижная телескопическая рампа с гидравлическим приводом.
Для облегчения подачи листа с рулона на подающий стол
Для плавной и стабильной подачи материала в станок, приемный стол с роликами и двумя приводными валами (1 стальной и 1 проризиненый), оснащен 4 подвижными направляющимим с механическими энкодерами. Направляющие перемещаются при помощии маховиков на каждом маховике установлен механическйи энкодер показывающий точную ширину между ними.
Правильное устройство с 8 валами (LICO DEC-3)
- 4 приводных вала
- 4 верхних вала с ручной регулировкой высоты с механическим счетчиком
В)
Модуль поперечной резки. Включает в себя электромеханическую гильотину. Закаленные ножи из инструментальной стали с 4-мя режущими кромками позволяют качественно без заусенцев, задиров и волнистости резать металл толщиной до 2,0 мм и шириной до 1500 мм.
Панель управления
— 6″ сенсорный экран — Световая индикация подачи питания — Кнопка аварийной остановки — Селектор выбора работы — Вперед/назад (ручной режим) — Ручная резка
АСУ
- Хранение в памяти 3 600 программ
- Автоматическая регулировка скорости для лучше точности реза (+/- 0,5 мм на двух метрах длины)
- Скорость размотчика 15 м/мин
- Автоматический расчет необходимого материала на программу
- Управление потерей металла при продольной резке автоматическая остановка продольной резки перед поперечным резом, а также для очистки лезвий (появляется сообщение, сообщающее оператору поднять лезвия и снова нажать на кнопку пуск чтобы закончить цикл, есть «опция автоматического подъема ножей» при наличии модуля продолной резки)
- Напряжение питания 400В, 3 фазы
С)
Приемный стол
- Максимальная рабочая длина 3 м
- Максимальная высота складирования 150 мм (вертикальное расхождение на 150 мм: +/- 1мм)
- 1 центральный ручной ограничитель, настраивается в зависимости от программы
- 1 система выравнивания устанавливается под линией реза
- Снятие палета после укладки в бок при помощи автопогрузчика.
Модульная линия LICO это целый комплекс по обработке листового металла, который позволяет не только подготавливать заготовки для последующего передела, но и получать готовые изделия. Она может включать в себя следующие опции:
- модуль нанесения защитной пленки;
- модуль продольного раскроя металла;
- модуль намотки отрезанных краев;
- модуль вырубки полосок;
- модуль пробивки отверстий;
- модуль поперечного или продольного Z- профилирования;
Производитель: Jouanel Industrie Страна производитель: Франция Cрок поставки: по запросу
Виды станков
Автоматические линии для плазменного раскроя подразделяются на несколько видов:
- Стационарные – имеют большие габариты, что исключает возможность их перемещения без демонтажа и применения специальной техники.
Фото 10. Стационарная установка
- Портативные – отличаются небольшими размерами, поэтому при необходимости могут быть перемещены на другой производственный участок или объект.
Фото 11. Переносная машина для продольной плазменной резки
Устройства бывают двух типов в зависимости от расположения направляющих для продольного перемещения обрабатывающего комплекса:
- непосредственно на раскроечном либо координатном столе;
Фото 12. Установка с направляющими рельсами, совмещенными с рабочим столом
- независимо от стола и других конструктивных узлов оборудования.
Фото 13. Линия с отдельностоящими рельсовыми направляющими
Также линии производятся с разными размерами координатного стола – стандартная ширина рабочей зоны может составлять от 1,5 (преимущественно портативные станки) до 8 м (стационарные машины).
Линия продольно-поперечного раскроя рулонного металла «K-4ППр-1500»
Область применения:
Автоматизированная линия позволяет кроить рулонный металл шириной 1500 мм на ленты меньшей ширины и заданной длины, а также листы заданной длины из тонколистовой рулонной стали с цинковым, полимерным покрытием и без.
Состав линии:
1.Разматыватель «RG-10-1500» приводной, «консольный» г/п 10 т с загрузочной телегой «ТG–10» 2.Машина продольно-поперечной резки «K-4ППР» 3.Наматыватель «SRG-10-1500» приводной, «консольный» для готовой ленты с устройством натяжения ленты с разделителями 10 шт, с разгрузочной гидравлической телегой. Ход. телеги 3,5 м
Технические характеристики линии:
Ширина рулона — до 1500 мм Ширина рабочей зоны – 1500+10 мм Толщина металла от 0,40 до 3,0 мм Минимальная ширина ленты: — для металла от 1,0 мм до 3,0 мм — 115 мм — для металла от 0,4 мм до 1,0 мм — 80 мм Внутренний диаметр исходного рулона — 500 — 610 мм Внутренний диаметр получаемых рулонов — 500 — 600 мм Скорость резания в режиме продольной резки до 30 м/мин (устанавливается в зависимости от толщины металла) Установленная мощность линии — 54 кВт Материал дисковых ножей и ножей гильотины — ХВГ, Х 12МФ Габаритные размеры (LxBxH) — 16000х2500х1700 мм Масса — 18000 кг
Рекомендуемые габариты компенсирующей ямы:
Длина — 3,0 м Ширина — 1,6 м Глубина — 4,0 м
- разматыватель
- телега
- Машина раскроя
- АСУ
- сматыватель
- фото
Автоматический разматыватель рулонов — «RG-10-1500» г.п 10 т. (приводной, консольный) с гидравлическим приводом разжима лап и устройством прижима ленты с приводным валком
Тип — Консольный с приставной страховочной опорой Вес — 2430 кг Грузоподъёмность — 10 000 кг Режим разжима лопастей разматывателя — принцип «клиновой» Привод разжима лопастей разматывателя — гидравлический «Duplomatic» Ограничения хода разжима — 500-610 мм Привод разматывателя 4МЦ2С — асинхронный, частотно-регулируемый инвертором «Веспер» Мощность привода разматывателя — 7,5 кВт с электротормозом Скорость размотки металла — до 40 м/мин Ширина разматываемого рулона(заготовки) — до 1520 мм Внутренний диаметр рулона — 500-600 мм Наружный диаметр разматыватываемого рулона — 1450 мм Режим работы — автоматический Слежение за петлей — выносная штанга Аварийный датчик отключения линии при натяжении петли — концевой выключатель Габаритные размеры (LxBxH) — 2300х1160х1300 мм Возможность реверсивного вращения( в обратную сторону) — предусмотрено Количество лопастей хобота разматывателя — 4 шт
Загрузочная телега «ТG-10»
Грузоподъемность — 10 т Привод подъема — гидравлический Электропривод перемещения по рельсам. Мощность привода — 1,5 кВт Длина рельсового пути — 3,5 п.м.
Машина продольно-поперечного раскроя «К-4ППР»
Состав машины: — Напраляющий заправочный стол; — Пара тянущих валов (верхний вал гуммирован полиуретаном); — 11-ти валковое правильное устройство с усиленными траверсами (верхняя, нижняя) и 4-мя парами опорных «башмаков» Плоскостность листа продольная на 1 м.п. по ГОСТ 19904-90, «Особо высокая». Привод — асинхронный, частотно-регулируемый — 15 кВт; — Блок продольных дисковых ножей с раздаточным приводным редуктором и открывающейся отводной опорой (для установки или съема продольных ножей); — Привод — асинхронный, частотно-регулируемый — 11 кВт; В стандартной комплектации: 6 пар ножей с полиуретановыми кольцами для металла от 1,0 мм до 3,0мм (δt≤ 400Н/мм2) — Отрезная электромеханическая гильотина. Обрабатываемая толщина металла до 3,0 мм (δt≤ 400Н/мм2) — Привод — асинхронный, мощность — 11 кВт — Система автоматизированного управления (АСУ), выполненная на базе процессора с многофункциональной панелью управления.
АСУ (автоматизированная система управления)
Режимы работ: Ручной — работа приводов от нажатия кнопок Полуавтоматический — работа привода гильотины от нажатия кнопки, остальные в автоматическом режиме
Автоматический — работа приводов по программе контроллера Режим смены материала — остановка линии и отрезка металла для безотходной смены материала Аварийный режим — остановка линии без сброса программы при выходе из строя или сбое в работе разматывателя, укладчика или гильотины
Суммарный счетчик всего переработанногоо металла Количество программируемых позиций (длина-количество) — 16 шт Панель управления — Сенсорная 10″, многофункциональная «DeltaEleсtronics» Контроллер и частотные привода — «DeltaEleсtronics» Выносные пульты управления Аварийный Трос-Stop, с кнопкой Stop — в комплекте Кнопочный пост для заправочных режимов работы на направляющем столе — 1шт
Автоматический сматыватель рулонов — «SRG-10М-1500» (приводной, консольный) с разгрузочной телегой «ТG-10», устройством натяжения ленты с разделителями
Тип — консольный, клиновой с гидравлическим разжимом лопастей Вес — 2700 кг Грузоподъёмность — 10000 кг Режим разжима лопастей разматывателя — клиновой Привод разжима лопастей разматывателя — гидравлический Ограничения хода разжима — 500 — 600 мм Привод сматывателя рулонов 4МЦ2С — асинхронный, частотно-регулируемый инвертором «Веспер» с тормозом Мощность привода сматывателя — 18 кВт с электротормозом Скорость cмотки металла — до 30 м/мин Ширина рулона(заготовки) — 1500 мм Наружный диаметр сматываемого рулона — 1350 мм Режим работы — автоматический Слежение за петлей — выносная штанга Аварийный датчик отключения линии при натяжении петли — концевой выключатель Габаритные размеры (LxBxH) — 2300х1300х1800 мм Возможность реверсивного вращения — предусмотрено Количество лопастей хобота сматывателя — 4 Прижимная штанга рулона — в комплекте Телега разгрузочная «ТG-10» — в комплекте Механический зажим концов лент перед сматыванием — в комплекте
Стоимость комплекта оборудования:
Линия продольно-поперечного раскроя рулонного металла «К-4ППР» — по запросу
Основные характеристики
Рабочие параметры и функциональность установок определяются номинальной мощностью используемого источника питания, наличием дополнительных систем автоматизации. Качество и точность реза зависит от системы числового программного управления и мастерства технолога, который разрабатывает технологические карты раскроя для управляющей программы. При работе нужно тщательно продумать расположение заготовок на листе относительно друг друга, задать необходимые припуски, где должна быть учтена не только ширина реза, но также колебания дуги и другие факторы.
Фото 14. Процесс резания несколькими плазменными резаками
К основным характеристикам автоматических линий для плазменной резки относятся:
- максимальная толщина реза;
- скорость резки;
- тип привода;
- геометрическая точность вырезаемых заготовок;
- длина направляющих и расстояние между ними;
- ширина оборудования;
- вертикальный ход резака.
Основные рабочие параметры самого процесса раскроя – ток, от которого зависит толщина разрезаемого металлопроката, время прожига, скорость резания и ширина реза.
Обеспечить идеально ровный рез без деформаций, наплывов и окалины можно только при условии правильной настройки силы тока, скорости продольного и поперечного перемещения плазмотрона при раскрое. Сопло тоже должно соответствовать рабочим характеристикам процесса, поскольку оно выпускается с разным сечением выходного отверстия. Также путем замены сопел можно значительно расширить спектр выполняемых работ для отдельно взятой установки.
Где применяются?
Сфера применения линий продольно-поперечной резки довольно широкая, поскольку плазменные установки предназначены для раскроя углеродистых (толщиной до 100 мм), легированных сталей (до 50 мм), чугуна (до 90 мм) и цветных сплавов на основе меди (до 80 мм) и алюминия (до 120 мм).
Фото 15. Эксплуатация линий в заводских условиях
Технология плазменной резки используется при производстве строительных металлоконструкций, разнообразных элементов промышленного, металлургического оборудования, деталей морских и авиасудов, сельхозтехники и т.д.
Автоматическая плазменная резка активно применяется во многих отраслях – львиную долю занимает тяжелое машиностроение, строительная промышленность, металлургия. Также линии используют в автомобиле -, авиа-, судостроении, мостостроении и других сферах деятельности.