FOUNDRY SHOPS
Among the technological processes of metal processing, in terms of the variety of operations and working conditions, foundry remains one of the most complex and labor-intensive.
The technological process of foundry production consists of producing products by pouring molten metal into non-permanent (destructible) predominantly earthen forms or into permanent forms made of metal (chill casting), or other materials. Based on the type of metal, cast iron, steel, and non-ferrous castings are distinguished.
The main processes of foundry production are the preparation of charge materials for melting, loading into furnaces, melting of metal, release and pouring of metal into molds, knocking out hardened products from molds, cutting and cleaning of products. In parallel, the preparation of molding and core soil, preparation of molds and cores is carried out.
Metal smelting is carried out in smelting furnaces: cast iron is smelted in cupola furnaces (a type of shaft furnace); steel is usually used in electric arc furnaces; Non-ferrous metals and their alloys are produced by smelting in electric furnaces.
In the technology of modern foundry production, approximately 2/3 of iron casting is casting in earth molds and only the rest is produced by more advanced technological methods, such as precision investment casting, shell casting, metal casting, injection molding, centrifugal casting .
Making earthen molds begins with preparing the molding mixture. Its constituent materials: burnt earth (from used molds), sand, clay, coal. They are dried, sifted, and mixed.
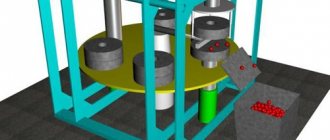
A model of the future casting is placed into a metal frame (flask), and all free space around it is tightly packed with earth using molding machines. After removing the model, a casting cavity is formed that corresponds to the shape of the future workpiece. To cast hollow products, rods are placed in the flask, repeating the shape of the inner surface of the product. The rods are also produced from special earthen mixtures with the addition of binding organic or synthetic substances and dried in special ovens. The rods should be easily destroyed and removed from the cavities during subsequent cleaning of the casting.
In mechanized foundries, the finished product from the molding machine is fed along a roller conveyor to a casting conveyor, where it is filled with metal, which is delivered in buckets along a monorail. Next, the filled forms are moved along the conveyor to the knockout site. During this period, the castings harden and partially cool. Release of castings from molds is usually done mechanically, by shaking on knockout vibration grids. In this case, the earth falls under the grate, from where it is returned for processing.
After cooling, the castings are cleaned of burnt marks, sagging, burrs, etc. For this, in most cases, hand-held mechanized pneumatic tools are used: chipping hammers, pneumatic grinders or emery wheels. Some parts, mainly small ones, are cleaned in upholstery (tumbling) drums. Other methods are also used for cleaning: shot blasting, electric spark, gas flame, electrohydraulic, etc.
Shell casting is more hygienic. At the same time, the consumption of molding materials, and therefore dust, is sharply reduced, high cleanliness of castings is achieved, which makes it possible to practically eliminate vibration-hazardous operations of cutting and cleaning castings.
The technology for making shell molds involves applying a mixture of sand with pulverbakelite or other fastener directly to the model, after which the shells harden at temperatures up to 350 °C.
The use of multi-position semi-automatic machines and automatic machines for the production of shell molds reduces the share of manual labor to a minimum.
For the production of casting molds and cores, a process is used that is based on the use of quick-drying molding compounds using liquid glass and purging with carbon dioxide. This method eliminates sources of heat generation and air pollution with carbon monoxide and hydrocarbons.
A promising method is the production of cores and molds from liquid self-hardening mixtures. The composition of the mixtures includes ferrochrome slag, chromium oxides, urea-formaldehyde-furan additives, gypsum, nepheline slag in various ratios and combinations. The use of this technological process is accompanied by the release of toxic gases, but at the same time it eliminates heat generation, noise, vibration and reduces dust formation.
Precision investment casting is carried out by making a stearin-paraffin model, which is first immersed in a special suspension of ethyl silicate and other refractory materials, then sprinkled with fine quartz sand and dried in ammonia vapor. Next, the stearin-paraffin model is melted, the shell is placed in a flask, filled around with a mixture of fireclay clay and quartz sand, and filled with metal. After the metal has cooled, the quartz film is separated using a caustic soda solution. This method eliminates such harmful operations as land preparation, molding, and knocking out flasks. The amount of work required to clean castings is sharply reduced.
Chill iron casting (in metal molds) also refers to a progressive method, with it only the production of rods remains unchanged.
Die casting of non-ferrous metals and alloys is carried out on special casting presses.
Radical improvement of working conditions in foundries is ensured through maximum mechanization of all processes and the creation of effective ventilation systems. The introduction of new progressive processes, as a rule, entails the emergence of new industrial hazards that require special attention from hygienists. At the same time, traditional methods of casting in earth molds, which are most widespread, continue to be the source of all the listed unfavorable factors in the production environment.
When preparing molding earth and core mixtures, molding flasks, knocking castings out of molds and cleaning them, and repairing the refractory masonry of melting furnaces, workers are exposed to intense dust. The content of free silicon dioxide in dust reaches 20–30% or more. The highest concentrations of dust, up to tens of milligrams per 1 m3, can be observed during the preparation of the molding sand, knocking out and cleaning of castings.
The air in foundries is often polluted with a variety of toxic substances. They are released during melting and pouring of metal, making rods, drying ladles and other processes. As a rule, carbon monoxide is detected, which is mainly formed when fuel burns in a cupola furnace, burning out organic components from the molding earth and cores. When stoves operate on solid and liquid fuels, sulfur dioxide may be released into the air in working areas.
With the use of new chemical materials and methods for producing molds and cores, the range of toxic substances in the indoor air of foundries has significantly expanded.
The process of pouring metal into shell molds is accompanied by sublimation and pyrolysis of the fastener. In this case, vapors of phenol and carbon monoxide are released, as well as destruction products in the form of acrolein, polycyclic aromatic hydrocarbons, including benzo(a)pyrene.
When producing casting molds using CO2 - a process in foundry production - in the event of violation of technological and sanitary-hygienic conditions in the working area, the concentration of CO2 increases by 3 - 5 times compared to the normal content of this gas in the air, which can have a very negative impact on well-being working.
The use of chromium-containing additives and chromium oxides in the production of cores and molds from liquid self-hardening mixtures leads to the release of chromium compounds into the environment, which are known to have pronounced allergic properties. When casting on gasified polystyrene foam models, styrene and its destruction products may be released.
When melting and pouring alloyed steels, compounds of manganese, chromium, nickel, selenium, lead and other compounds can enter the air of smelting shops, and when melting non-ferrous metals - compounds of copper, zinc, lead, magnesium, beryllium, etc.
Meteorological conditions. The air temperature in conveyor foundries in temperate climates on the hottest days can reach 35 - 38 ºС at the workplaces of cupola workers, steelworkers, and pourers, and 30 - 35 ºС in the knocking and molding area. Infrared radiation at the workplaces of cupola workers and steelworkers at the time of metal production can reach 3.3 kW/m2.
High levels of radiant heat are recorded at pourers' and beaters' workplaces, regardless of the ambient air temperature.
Vibration is one of the most unfavorable factors in foundry production. Moulders, casting cutters and sanders are exposed to local vibration. Workers working on knockout screens and some on mechanized forming are exposed to general vibration.
The greatest danger is posed by the cutting operations of large-sized castings. These works are performed in a forced working position, require significant physical effort and in the cold season are carried out at low air temperatures; all these circumstances are factors that aggravate the adverse effects of vibration. Vibration parameters, as a rule, significantly exceed permissible levels in a wide spectral range. Among those suffering from vibration disease, casting cutters constitute the main professional group in both absolute and relative terms. When cleaning small-scale castings on abrasive wheels, sanders, in some cases, press the product with a lever and support it with the upper part of the thigh to increase the feed gain. With this technique, vibration is transmitted not only to the hands, but also to the thigh and lower torso, which leads to additional functional disorders.
Noise. The main sources of noise in foundries are molding, carried out by shaking the flasks, pneumatic tools used for blowing molds and cleaning castings, emery machines, tumbling drums, and knockout grids. The noise intensity level can reach 100 – 110 dBA. The spectral composition is dominated by high-frequency noise. When electrohydraulic knocking out of rods from castings at the moment of discharge, high-frequency pulse noise with a level of 120 - 130 dBA occurs. Reducing it to standard levels requires the implementation of a set of noise protection measures.
Health activities. Architectural and planning solutions should provide for maximum separation of production areas (earth preparation, molding, melting, and casting, knocking out flasks, cleaning castings). This will prevent the spread of unfavorable factors in the production environment: dust, gases, excess heat, noise to adjacent workplaces. Hot production areas - smelting and pouring metal - must be equipped with aeration.
A radical improvement in working conditions is facilitated by the consolidation and centralization of foundries and the construction of so-called centrolites. At such large newly created enterprises, as well as reconstructed foundries, continuous casting methods, comprehensive mechanization and automation of labor-intensive and harmful processes and operations are carried out. These include: automation of land preparation processes (grinding, dosing, mixing); use of pneumatic transport to move bulk materials; equipping dust-producing units with exhaust ventilation; use of automatic molding machines and knockout grids; introduction of electro-hydraulic knockout of rods, replacement of casting cuttings with gas-plasma cutting, electric spark processing and other modern methods.
The reduction of labor-intensive and harmful working conditions for cleaning castings is facilitated by the introduction of advanced technological methods of casting - in shell molds, lost wax, die casting, injection molding, etc.
The creation of the necessary parameters of the air environment is facilitated by rationally organized ventilation. In areas with increased dust formation, local suction is used; they are also effective in areas with gas emissions. The improvement of the composition of the air environment is facilitated by the transfer of melting furnaces to electric heating (instead of flame heating).
In areas without excessive dust emissions, general supply and exhaust ventilation is organized. Workplaces at melting furnaces, metal casting, etc. are equipped with local forced ventilation - air showers.
When using casting methods in which the molding materials contain harmful chemicals, or these substances are formed as a result of sublimation or destruction of chemical compounds, it is necessary to implement a system of special measures: the preparation of especially aggressive mixtures should be carried out in special sealed installations, in isolated rooms, complete mechanization of all operations. Filling sites must be equipped with effective local and general ventilation. The roller conveyors along which the metal cooling in the molds moves must be covered with special casings; the casings are also equipped with local exhaust. This reduces air pollution and removes excess heat, in addition, the casings prevent the spread of radiant heat. To protect against infrared radiation, other generally accepted measures are used: thermal insulation of heating units; film adaptation; painting radiation sources in light colors; mechanization of the processes of loading furnaces and sealing tapholes; use of special tools with long handles: use of overalls and eye protection (glasses, shields).
Protection of workers from harmful effects and vibration is carried out through the development and implementation of safer mechanized vibration tools; use of vibration damping devices; systematic monitoring of the technical condition of tools, including bench testing of vibration parameters; compliance with recommended work and rest schedules; carrying out preventive physiotherapeutic and other medical measures (UV irradiation, massage, hydrotherapy, vitaminization, etc.). Due to the fact that cooling contributes to the development of vibration disease, it is important that the rooms where work is done with hand-powered tools are heated, and compressed air must be heated in cold weather.
To reduce noise levels and prevent its spread, noise absorption measures, sound insulation of equipment, or, if not possible, fencing and sound insulation of the operator’s workplace or control panel are used. Particularly noisy units that do not require constant monitoring, for example, tumbling drums for cleaning small castings, are installed outside the working premises.
Among the technological processes of metal processing, in terms of the variety of operations and working conditions, foundry remains one of the most complex and labor-intensive.
The technological process of foundry production consists of producing products by pouring molten metal into non-permanent (destructible) predominantly earthen forms or into permanent forms made of metal (chill casting), or other materials. Based on the type of metal, cast iron, steel, and non-ferrous castings are distinguished.
The main processes of foundry production are the preparation of charge materials for melting, loading into furnaces, melting of metal, release and pouring of metal into molds, knocking out hardened products from molds, cutting and cleaning of products. In parallel, the preparation of molding and core soil, preparation of molds and cores is carried out.
Metal smelting is carried out in smelting furnaces: cast iron is smelted in cupola furnaces (a type of shaft furnace); steel is usually used in electric arc furnaces; Non-ferrous metals and their alloys are produced by smelting in electric furnaces.
In the technology of modern foundry production, approximately 2/3 of iron casting is casting in earth molds and only the rest is produced by more advanced technological methods, such as precision investment casting, shell casting, metal casting, injection molding, centrifugal casting .
Making earthen molds begins with preparing the molding mixture. Its constituent materials: burnt earth (from used molds), sand, clay, coal. They are dried, sifted, and mixed.
A model of the future casting is placed into a metal frame (flask), and all free space around it is tightly packed with earth using molding machines. After removing the model, a casting cavity is formed that corresponds to the shape of the future workpiece. To cast hollow products, rods are placed in the flask, repeating the shape of the inner surface of the product. The rods are also produced from special earthen mixtures with the addition of binding organic or synthetic substances and dried in special ovens. The rods should be easily destroyed and removed from the cavities during subsequent cleaning of the casting.
In mechanized foundries, the finished product from the molding machine is fed along a roller conveyor to a casting conveyor, where it is filled with metal, which is delivered in buckets along a monorail. Next, the filled forms are moved along the conveyor to the knockout site. During this period, the castings harden and partially cool. Release of castings from molds is usually done mechanically, by shaking on knockout vibration grids. In this case, the earth falls under the grate, from where it is returned for processing.
After cooling, the castings are cleaned of burnt marks, sagging, burrs, etc. For this, in most cases, hand-held mechanized pneumatic tools are used: chipping hammers, pneumatic grinders or emery wheels. Some parts, mainly small ones, are cleaned in upholstery (tumbling) drums. Other methods are also used for cleaning: shot blasting, electric spark, gas flame, electrohydraulic, etc.
Shell casting is more hygienic. At the same time, the consumption of molding materials, and therefore dust, is sharply reduced, high cleanliness of castings is achieved, which makes it possible to practically eliminate vibration-hazardous operations of cutting and cleaning castings.
The technology for making shell molds involves applying a mixture of sand with pulverbakelite or other fastener directly to the model, after which the shells harden at temperatures up to 350 °C.
The use of multi-position semi-automatic machines and automatic machines for the production of shell molds reduces the share of manual labor to a minimum.
For the production of casting molds and cores, a process is used that is based on the use of quick-drying molding compounds using liquid glass and purging with carbon dioxide. This method eliminates sources of heat generation and air pollution with carbon monoxide and hydrocarbons.
A promising method is the production of cores and molds from liquid self-hardening mixtures. The composition of the mixtures includes ferrochrome slag, chromium oxides, urea-formaldehyde-furan additives, gypsum, nepheline slag in various ratios and combinations. The use of this technological process is accompanied by the release of toxic gases, but at the same time it eliminates heat generation, noise, vibration and reduces dust formation.
Precision investment casting is carried out by making a stearin-paraffin model, which is first immersed in a special suspension of ethyl silicate and other refractory materials, then sprinkled with fine quartz sand and dried in ammonia vapor. Next, the stearin-paraffin model is melted, the shell is placed in a flask, filled around with a mixture of fireclay clay and quartz sand, and filled with metal. After the metal has cooled, the quartz film is separated using a caustic soda solution. This method eliminates such harmful operations as land preparation, molding, and knocking out flasks. The amount of work required to clean castings is sharply reduced.
Chill iron casting (in metal molds) also refers to a progressive method, with it only the production of rods remains unchanged.
Die casting of non-ferrous metals and alloys is carried out on special casting presses.
Radical improvement of working conditions in foundries is ensured through maximum mechanization of all processes and the creation of effective ventilation systems. The introduction of new progressive processes, as a rule, entails the emergence of new industrial hazards that require special attention from hygienists. At the same time, traditional methods of casting in earth molds, which are most widespread, continue to be the source of all the listed unfavorable factors in the production environment.
When preparing molding earth and core mixtures, molding flasks, knocking castings out of molds and cleaning them, and repairing the refractory masonry of melting furnaces, workers are exposed to intense dust. The content of free silicon dioxide in dust reaches 20–30% or more. The highest concentrations of dust, up to tens of milligrams per 1 m3, can be observed during the preparation of the molding sand, knocking out and cleaning of castings.
The air in foundries is often polluted with a variety of toxic substances. They are released during melting and pouring of metal, making rods, drying ladles and other processes. As a rule, carbon monoxide is detected, which is mainly formed when fuel burns in a cupola furnace, burning out organic components from the molding earth and cores. When stoves operate on solid and liquid fuels, sulfur dioxide may be released into the air in working areas.
With the use of new chemical materials and methods for producing molds and cores, the range of toxic substances in the indoor air of foundries has significantly expanded.
The process of pouring metal into shell molds is accompanied by sublimation and pyrolysis of the fastener. In this case, vapors of phenol and carbon monoxide are released, as well as destruction products in the form of acrolein, polycyclic aromatic hydrocarbons, including benzo(a)pyrene.
When producing casting molds using CO2 - a process in foundry production - in the event of violation of technological and sanitary-hygienic conditions in the working area, the concentration of CO2 increases by 3 - 5 times compared to the normal content of this gas in the air, which can have a very negative impact on well-being working.
The use of chromium-containing additives and chromium oxides in the production of cores and molds from liquid self-hardening mixtures leads to the release of chromium compounds into the environment, which are known to have pronounced allergic properties. When casting on gasified polystyrene foam models, styrene and its destruction products may be released.
When melting and pouring alloyed steels, compounds of manganese, chromium, nickel, selenium, lead and other compounds can enter the air of smelting shops, and when melting non-ferrous metals - compounds of copper, zinc, lead, magnesium, beryllium, etc.
Meteorological conditions. The air temperature in conveyor foundries in temperate climates on the hottest days can reach 35 - 38 ºС at the workplaces of cupola workers, steelworkers, and pourers, and 30 - 35 ºС in the knocking and molding area. Infrared radiation at the workplaces of cupola workers and steelworkers at the time of metal production can reach 3.3 kW/m2.
High levels of radiant heat are recorded at pourers' and beaters' workplaces, regardless of the ambient air temperature.
Vibration is one of the most unfavorable factors in foundry production. Moulders, casting cutters and sanders are exposed to local vibration. Workers working on knockout screens and some on mechanized forming are exposed to general vibration.
The greatest danger is posed by the cutting operations of large-sized castings. These works are performed in a forced working position, require significant physical effort and in the cold season are carried out at low air temperatures; all these circumstances are factors that aggravate the adverse effects of vibration. Vibration parameters, as a rule, significantly exceed permissible levels in a wide spectral range. Among those suffering from vibration disease, casting cutters constitute the main professional group in both absolute and relative terms. When cleaning small-scale castings on abrasive wheels, sanders, in some cases, press the product with a lever and support it with the upper part of the thigh to increase the feed gain. With this technique, vibration is transmitted not only to the hands, but also to the thigh and lower torso, which leads to additional functional disorders.
Noise. The main sources of noise in foundries are molding, carried out by shaking the flasks, pneumatic tools used for blowing molds and cleaning castings, emery machines, tumbling drums, and knockout grids. The noise intensity level can reach 100 – 110 dBA. The spectral composition is dominated by high-frequency noise. When electrohydraulic knocking out of rods from castings at the moment of discharge, high-frequency pulse noise with a level of 120 - 130 dBA occurs. Reducing it to standard levels requires the implementation of a set of noise protection measures.
Health activities. Architectural and planning solutions should provide for maximum separation of production areas (earth preparation, molding, melting, and casting, knocking out flasks, cleaning castings). This will prevent the spread of unfavorable factors in the production environment: dust, gases, excess heat, noise to adjacent workplaces. Hot production areas - smelting and pouring metal - must be equipped with aeration.
A radical improvement in working conditions is facilitated by the consolidation and centralization of foundries and the construction of so-called centrolites. At such large newly created enterprises, as well as reconstructed foundries, continuous casting methods, comprehensive mechanization and automation of labor-intensive and harmful processes and operations are carried out. These include: automation of land preparation processes (grinding, dosing, mixing); use of pneumatic transport to move bulk materials; equipping dust-producing units with exhaust ventilation; use of automatic molding machines and knockout grids; introduction of electro-hydraulic knockout of rods, replacement of casting cuttings with gas-plasma cutting, electric spark processing and other modern methods.
The reduction of labor-intensive and harmful working conditions for cleaning castings is facilitated by the introduction of advanced technological methods of casting - in shell molds, lost wax, die casting, injection molding, etc.
The creation of the necessary parameters of the air environment is facilitated by rationally organized ventilation. In areas with increased dust formation, local suction is used; they are also effective in areas with gas emissions. The improvement of the composition of the air environment is facilitated by the transfer of melting furnaces to electric heating (instead of flame heating).
In areas without excessive dust emissions, general supply and exhaust ventilation is organized. Workplaces at melting furnaces, metal casting, etc. are equipped with local forced ventilation - air showers.
When using casting methods in which the molding materials contain harmful chemicals, or these substances are formed as a result of sublimation or destruction of chemical compounds, it is necessary to implement a system of special measures: the preparation of especially aggressive mixtures should be carried out in special sealed installations, in isolated rooms, complete mechanization of all operations. Filling sites must be equipped with effective local and general ventilation. The roller conveyors along which the metal cooling in the molds moves must be covered with special casings; the casings are also equipped with local exhaust. This reduces air pollution and removes excess heat, in addition, the casings prevent the spread of radiant heat. To protect against infrared radiation, other generally accepted measures are used: thermal insulation of heating units; film adaptation; painting radiation sources in light colors; mechanization of the processes of loading furnaces and sealing tapholes; use of special tools with long handles: use of overalls and eye protection (glasses, shields).
Protection of workers from harmful effects and vibration is carried out through the development and implementation of safer mechanized vibration tools; use of vibration damping devices; systematic monitoring of the technical condition of tools, including bench testing of vibration parameters; compliance with recommended work and rest schedules; carrying out preventive physiotherapeutic and other medical measures (UV irradiation, massage, hydrotherapy, vitaminization, etc.). Due to the fact that cooling contributes to the development of vibration disease, it is important that the rooms where work is done with hand-powered tools are heated, and compressed air must be heated in cold weather.
To reduce noise levels and prevent its spread, noise absorption measures, sound insulation of equipment, or, if not possible, fencing and sound insulation of the operator’s workplace or control panel are used. Particularly noisy units that do not require constant monitoring, for example, tumbling drums for cleaning small castings, are installed outside the working premises.
Products produced by LMZ
Of course, such enterprises are a vital part of the national economy. Foundries in Russia produce a huge number of different products. For example, castings, ingots, and ingots are produced in the workshops of such enterprises. Finished products are also produced at enterprises in this industry. These could be, for example, grates, sewer hatches, bells, etc.
Iron foundries in Russia supply their products, as already mentioned, mainly to enterprises in the mechanical engineering industry. Up to 50% of the equipment produced by such factories is made from cast billets. Of course, companies of other specializations can also be LMZ partners.
Main problems of the industry
The situation with foundry production in the Russian Federation today is, unfortunately, difficult. After the collapse of the USSR, the country's engineering industry fell into almost complete decline. Accordingly, the demand for shaped casting products has also decreased significantly. Later, sanctions and outflow of investment had a negative impact on the development of LMZ. However, despite this, Russian foundries continue to exist, supply high-quality products to the market and even increase production rates.
The main problem of enterprises of this specialization in the Russian Federation for many years has been the need for modernization. However, the implementation of new technologies also requires additional costs. Unfortunately, in most cases, such companies still have to buy the equipment necessary for modernization abroad for a lot of money.
Recommendations
- DeGarmo, E. Paul; Black, J. T.; Koser, Ronald A. (2003), Materials and Processes in Manufacturing
(9th ed.), Wiley, ISBN 0-471-65653-4, para. 277. - 4. American Foundry Society (now the American Foundry Society) (1989). Metalcaster Handbook and Manual: Second Edition
. Des Plaines, IL: American Foundrymen's Society, Inc. - Beeley, Peter (2001), Foundry Technology
(2nd ed.), Oxford, UK: Butterworth-Heinemann, ISBN 978-0-7506-4567-6 - Campbell, John (2003), Castings
(2nd ed.), Oxford, UK: Butterworth-Heinemann, ISBN 978-0-7506-4790-8
BLMZ
Almost all foundries in Russia, the list of which was provided above, were put into operation in the last century. BLMZ is no exception in this regard. This company, the oldest in the country, was founded in 1932. Its first products were spoked wheels for aircraft. In 1935, the plant mastered technologies for the production of shaped products from aluminum and magnesium alloys. In the post-war period, the company specialized mainly in the production of take-off and landing devices for aircraft. In 1966, products made from titanium alloys began to be produced here.
During the collapse of the USSR, the Balashikha plant managed to maintain the main direction of its activity. In the early 2000s, the company actively updated its technical fleet. In 2010, the plant began developing new production areas in order to expand the range of products.
Since 2015, BLMZ, together with the Soyuz scientific complex, began implementing a project to produce gas turbine units with a capacity of up to 30 MW. The office of the BLMZ company is located at the address: Balashikha, Entuziastov Highway, 4.
KULZ
This enterprise was founded in Kamensk-Uralsky during the war - in 1942. At that time, the Balashikha foundry was evacuated here. Later, the facilities of this enterprise were returned to their place. In Kamensk-Uralsk, its own foundry began to operate.
During the Soviet era, KULZ products were focused mainly on the country's military-industrial complex. In the 90s, during the conversion period, the enterprise was repurposed to produce consumer goods.
Today KULZ is engaged in the production of shaped castings intended for both military and civilian equipment. In total, the company produces 150 types of products. The plant supplies the market with brake systems and wheels for aircraft, radio components, blanks made of biometal and metal-ceramics, etc. The head office of KULZ is located at the following address: Kamensk-Uralsky, st. Ryabova, 6.
Nizhny Novgorod enterprise OJSC LMZ
The main product of JSC Foundry and Mechanical Plant (Russia, Nizhny Novgorod) is cast iron pipeline fittings. The products produced by this enterprise are used in the transportation of gas, steam, oil, water, fuel oil, and oils. The plant began its activities in 1969. At that time it was one of the workshops of the Gorky Flax Association. Today, its partners are many enterprises in the oil and gas industry, mechanical engineering, housing and communal services and water supply.