Приведенная ниже информация по классификации канатов далеко не нова, и мы практически ничего нового добавить не сможем. Аналогичные материалы вы легко сможете найти на прочих ресурсах, так зачем мы размещаем её у себя? Взглянув на нижепредставленную классификацию вы поймете, что видов каната большое количество и порой даже специалисту бывает достаточно сложно разобраться что такое Канат 12—ГЛ—ВК—Л—О—Н—1770 ГОСТ 2688–80.
Работая с одними и теми же канатами расшифровать все достаточно просто, но если клиент хочет купить нестандартный канат? Вот тут и начинается «Где посмотреть? Где взять? Что означает эта буква в наименовании?». Ранее мы уже публиковали материал о канатах, но подробно не описывали классификацию, поэтому мы надеемся что и данная статья будет вам полезна.
Классификация, технические требования, методы испытаний, правила приемки, транспортировки, и хранения стальных канатов изложены в ГОСТ 3241-91 «Канаты стальные. Технические условия».
Классификация стальных канатов
1. По основному конструктивному признаку:
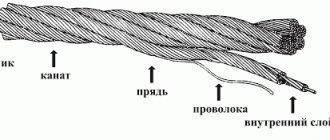
- одинарной свивки или спиральные состоят из проволок, свитых по спирали в один или несколько концентрических слоев. Канаты одинарной свивки, свитые только из круглой проволоки, называют обыкновенными спиральными канатами. Спиральные канаты, имеющие в наружном слое фасонные проволоки, называют канатами закрытой конструкции. Канаты одинарной свивки, предназначенные для последующей свивки, называют прядями.
- двойной свивки состоят из прядей, свитых в один или несколько концентрических слоев. Канаты двойной свивки могут быть однослойные или многослойные. Широкое распространение получили однослойные шестипрядные канаты двойной свивки. Канаты двойной свивки, предназначенные для последующей свивки, называют стренгами.
- тройнойсвивки состоят из стренг, свитых по спирали в один концентрический слой.
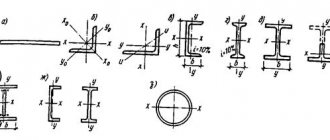
2. По форме поперечного сечения прядей:
- круглые
- фасоннопрядные (трехграннопрядные, плоскопрядные), имеют значительно большую поверхность прилегания к шкиву, чем круглопрядный.
3. По типу свивки прядей и канатов одинарной свивки:
- ТК — с точечным касанием проволок между слоями,
- ЛК — с линейным касанием проволок между слоями,
- ЛК-О — с линейным касанием проволок между слоями при одинаковом диаметре проволок по слоям пряди,
- ЛК-Р — с линейным касанием проволок между слоями при разных диаметрах проволок в наружном слое пряди,
- ЛК-З — с линейным касанием проволок между слоями пряди и проволоками заполнения,
- ЛК-РО — с линейным касанием проволок между слоями и имеющих в пряди слои с проволоками разных диаметров и слои с проволоками одинакового диаметра,
- ТЛК — с комбинированным точечно-линейным касанием проволок в прядях.
Пряди с точечным касанием проволок изготовляют за несколько технологических операций в зависимости от числа слоев проволок. При этом необходимо применять разные шаги свивки проволок для каждого слоя пряди и повивать следующий слой в противоположном направлении предыдущему. В результате проволоки между слоями перекрещиваются. Такое расположение проволок увеличивает их износ при сдвигах в процессе эксплуатации, создает значительные контактные напряжения, способствующие развитию в проволоках усталостных трещин, и уменьшает коэффициент заполнения сечения каната металлом. Пряди с линейным касанием проволок изготовляют за один технологический прием; при этом сохраняется постоянство шага свивки, и одинаковое направление свивки проволок для всех слоев пряди, что при правильном подборе диаметров проволоки по слоям, дает получение линейного касания проволок между слоями. В результате значительно снижается износ проволок и резко возрастает работоспособность канатов с линейным касанием проволок в прядях в сравнении с работоспособностью канатов типа ТК. Пряди точечно-линейного касания применяют при необходимости замены в прядях линейного касания центральной проволоки семипроволочной прядью, когда на однослойную семипроволочную прядь типа ЛК укладывается слой проволок одинакового диаметра с точечным касанием. Пряди могут обладать повышенными некрутящимися свойствами.
4. По материалу сердечника:
- ОС — с органическим сердечником — в качестве сердечника в центре каната, а иногда и в центре прядей, используются сердечники из натуральных, синтетических и искусственных материалов — из пеньки, манилы, сизали, хлопчатобумажной пряжи, полиэтилена, полипропилена, капрона, лавсана, вискозы, асбеста.
- МС — с металлическим сердечником — в качестве сердечника, в большинстве конструкций, применяется канат двойной свивки из шести семи проволочных прядей, расположенных вокруг центральной семи проволочной пряди, в канатах по ГОСТ 3066-80, 3067-88,3068-88 в качестве МС применяется прядь той же конструкции, что и в повиве. Их целесообразно применять тогда, когда надо повысить структурную прочность каната, уменьшить конструктивные удлинения каната при растяжении, а также при высокой температуре среды, в которой работает канат.
5. По способу свивки:
- Нераскручивающихся канатах — Н — пряди и проволоки сохраняют заданное положение после снятия вязок с конца каната или легко укладываются в ручную при незначительном раскручивании, что достигается предварительной деформацией проволок и прядей при свивке проволок в прядь и прядей в канат.
- Раскручивающихся канатах — проволоки и пряди предварительно не деформированы или недостаточно деформированы перед их свивкой в пряди и в канат. Поэтому пряди в канате и проволоки в прядях не сохраняют своего положения после снятия вязок с конца каната.
6. По степени уравновешенности:
- Рихтованный канат — Р — не теряет своей прямолинейности (в пределах допустимого отклонения) в свободном подвешенном состоянии или на горизонтальной плоскости, т.к. после свивки прядей и шпата соответственно напряжения от деформации проволок и прядей сняты рихтовкой.
- Нерихтованный канат — не обладает таким свойством, свободный конец нерихтованного каната стремится образовать кольцо, за счет напряжений деформации проволок и прядей полученных в процессе изготовления каната.
7. По направлению свивки каната:
- Правой свивки — не обозначается
- Левой свивки — Л
Направление свивки каната определяется: направлением свивки проволок наружного слоя — для канатах одинарной свивки; направлением свивки прядей наружного слоя — для канатов двойной свивки; направлением свивки стренг в канат — для канатов тройной свивки
8. По сочетанию направлений свивки каната и его элементов:
- Крестовой свивки — направление свивки прядей и стренг противоположны направлению свивки каната.
- Односторонней свивки — О — направление свивки прядей в канат и проволоки в прядях одинаковы.
- Комбинированной свивки — К с одновременным использованием в канате прядей правого и левого направления свивки.
9. По степени крутимости
- Крутящиеся — с одинаковым направлением свивки всех прядей по слоям каната (шести — и восьмипрядные канаты с органическим и металлическим сердечником)
- Малокрутящиеся — (МК) с противоположным направлением свивки элементов каната по слоям (многослойные, многопрядные канаты и канаты одинарной свивки). В некрутящихся канатах благодаря подбору направлений свивки отдельных слоев проволок (в спиральных канатах) или прядей (в многослойных канатах двойной свивки) устраняется вращение каната вокруг своей оси при свободном подвешивании груза.
10. По механическим свойствам проволоки
- Марка ВК — высокого качества
- Марка В — повышенного качества
- Марка 1 — нормального качества
11. По виду покрытия поверхности проволок в канате:
- Из проволок без покрытия
- Из оцинкованной проволоки в зависимости от поверхностной плотности цинка:
- группа С — для средних агрессивных условий работы
- группа Ж — для жестких агрессивных условий работы
- группа ОЖ — особо жестких агрессивных условий работы
- П — канат или пряди покрыты полимерными материалами
12. По назначению каната
- Грузолюдские — ГЛ — для подъема и транспортировки людей и грузов
- Грузовые — Г — для подъема и транспортировки и грузов
13. По точности изготовления
- Нормальной точности — не обозначается
- Повышенной точности — Т— ужесточенными предельными отклонениями по диаметру каната
14. По прочностным характеристикам Маркировочных групп временного сопротивления разрыву Н/мм2 (кгс/ мм2) — 1370 (140), 1470 (150), 1570 (160), 1670 (170), 1770 (180), 1860 (190), 1960 (200), 2060 (210), 2160 (220)
ПРАВИЛА ПРИЕМКИ
2.1. Канаты принимают партиями. Партия должна состоять из каната одного типоразмера, в одной упаковочной единице и быть оформлена одним документом о качестве, содержащим:
— товарный знак или наименование и товарный знак предприятия-изготовителя;
— наименование организации, в систему которой входит предприятие-изготовитель;
— номер каната по системе нумерации предприятия-изготовителя;
— номинальный диаметр каната в миллиметрах;
— направление свивки каната;
— способ свивки каната;
— длину каната в метрах;
— брутто каната в килограммах;
— марку каната;
— расчетное разрывное усилие всех проволок в канате в килоньютонах;
— маркировочную группу каната;
— дату изготовления каната;
— обозначение соответствующего стандарта на сортамент.
(Измененная редакция, Изм. № 3).
2.2. Испытаниям подвергают каждый канат на соответствие требованиям пп. 1а.1, 1.4—1.13 и 1.15, 1.16, 1.18—1.20.
(Измененная редакция, Изм. Ms 5).
2.3. 2.4. (Исключены, Изм. Ms 3).
2.5. Результаты испытаний на растяжение, скручивание, перегиб и контроль размера проволок считают удовлетворительными, если суммарная площадь поперечного сечения проволок, не соответствующих требованиям настоящего стандарта, составляет более 5 % номинальной площади сечения всех проволок в канате при 100 %-ном испытании и не более 2 % номинальной площади сечения каната — при 25 %-ном испытании проволок в канате. Проволоки, не удовлетворяющие по механическим свойствам требованиям настоящего стандарта, в расчет суммарного разрывного усилия не принимают.
В случае несоответствия результатов проверки требованиям настоящего стандарта допускается повторное испытание 100 % проволок канатов марки В и 50 % проволок канатов марки I.
При этом суммарная площадь поперечных сечений проволок канатов марки I, не соответствующих требованиям настоящего стандарта, должна составлять не более 4 % номинальной площади сечения каната.
Результаты повторных испытаний являются окончательными.
(Измененная редакция, Изм. № 5).
2.6. Канат оценивают по установленной низшей марке проволоки.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Наружный осмотр каната (пп. 1а. 1.2, 1.6, 1.7, 1.9—1.12) производят визуально.
3.1а. Для проверки механических свойств, размера проволок каната, поверхностной плотности цинка и сцепления его со стальной основой от каждого каната отбирают образцы длиной не менее: 1,0 м — для канатов из проволоки без покрытия;
1,5 м * * » » оцинкованной.
От образцов канатов отбирают проволоки в количестве, указанном в табл. 3. Количество проволок, полученное расчетом, округляют до целого числа в сторону увеличения.
Таблица 3*
| Вид испытания | Количество испытуемых проволок | |
| в канатах марки В | в канатах марки I | |
| Проверка на растяжение с о пре- | 100 % круглых и фасонных | 25 % круглых и фасонных |
| делением разрывного усилия и размера проволок | проволок | проволок, но не менее трех |
| Проверка на перегиб | 100 % круглых проволок | 25 % круглых проволок каждого диаметра, но не менее трех |
| Проверка на скручивание | 25 % круглых проволок каждого диаметра, но не менее трех | 10 % круглых проволок каждого диаметра, но не менее трех |
| Проверка поверхностной плотности цинка | 10 % каждого типоразмера проволок в канатах всех марок, но не менее трех | |
| Проверка прочности сцепления цинка со стальной основой | 10 % каждого типоразмера проволок, но не менее одной |
(Введен дополнительно, Изм. № 3; измененная редакция, Изм. № 5).
3.2. Диаметр каната (п. 1.13) проверяют в двух взаимно перпендикулярных плоскостях штангенциркулем по ГОСТ 166 с ценой деления 0,1 мм на расстоянии не менее 5 м от конца каната.
3.3. Диаметры проволок (п. 1.8) проверяют микрометром по ГОСТ 6507 с ценой деления 0,01 мм в поперечном сечении в двух взаимно перпендикулярных плоскостях.
3.2, 3.3. (Измененная редакция, Изм. № 5).
3.4. Канат удовлетворяет требованиям по нераскручиваемости, если при освобождении концов образца от зажимов и сварки зетобразные проволоки не выходят из замка.
Определение нераскручиваемости верхнего слоя фасонных проволок проводят на расстоянии не менее половины шага свивки от места отрезки.
3.5. Испытание проволок на растяжение (п. 1.16) проводят по ГОСТ 10446.
При 100 %-ном испытании суммарное разрывное усилие каната (п. 1.20) определяют суммой разрывных усилий всех проволок. При выборочном испытании суммарное разрывное усилие каната определяют как сумму произведений средних значений разрывных усилий испытанных проволок разных размеров на число их в канате.
Соответствие расчетного временного сопротивления разрыву проволок, указанному в заказе (п. 1.20), проверяют по значению суммарного разрывного усилия каната, полученного путем испытания проволок, деленного на расчетную площадь каната, указанную в соответствующем стандарте на сортамент.
3.6. Испытание проволок на скручивание (п. 1.15) — по ГОСТ 1545.
3.7. Испытание проволок на перегиб (п. 1.15) — по ГОСТ 1579.
3.8. Качество цинкового покрытия проволок (пп. 1.18 и 1.19) проверяют по ГОСТ 7372.
3.9. Шаг свивки каната (пп. 1.4 и 1.5) проверяют линейкой по ГОСТ 427 с ценой деления 1 мм на расстоянии не менее 5 м от конца каната.
(Измененная редакция, Изм. № 5).
3.10. Отсутствие хрупкости в местах соединений проволок гарантируется технологией изготовления каната.
(Введен дополнительно, Изм. № 5).
* Табл. 1 и 2. (Исключены, Изм. № 5).
4. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Канаты наматывают на деревянные барабаны по ГОСТ 11127, а также на возвратные барабаны с использованием их в установленном порядке или на металлические барабаны по НТД.
По требованию потребителя канаты, намотанные на барабан, по верхнему слою витков обертывают бумагой по ГОСТ 8828, которую обвязывают проволокой по ГОСТ 3282 или другой проволокой по НТД, или шпагатом по ГОСТ 17308 и обшивают досками.
Упаковку канатов, отгружаемых в районы Крайнего Севера и труднодоступные районы, производят по ГОСТ 15846.
(Измененная редакция. Изм. № 1, 3, 4, 5)
4.2. Диаметр цилиндра барабана должен быть не менее 45-кратного диаметра каната.
Борт барабана должен выступать над наружным слоем каната не менее чем на 50 мм.
На барабане канат должен быть уложен плотными неперепутанными рядами, без защемления, чтобы обеспечивалось свободное сматывание каната с барабана. Концы каната должны быть прочно прикреплены к барабану на внутренней щеке. Конец каната обвязывают отходами канатов и крепят к щеке.
Примечание. При изготовлении канатов больших длин, если барабан с канатом выходит за пределы железнодорожных габаритов, допускается транспортировать канаты намотанными на барабан, диаметр цилиндра которого может быть менее 45-кратного, но не менее 35-кратного диаметра каната, при условии обязательной перемотки каната после транспортирования на барабан стандартного размера потребителем.
(Измененная редакция, Изм. № 3).
4.3. К каждому барабану должен быть прикреплен металлический ярлык, на котором указывают:
а) товарный знак или наименование и товарный знак предприятия-изготовителя;
б) номер каната по системе нумерации предприятия-изготовителя;
в) условное обозначение каната;
г) длину каната в метрах;
д) брутто каната в килограммах;
е) дату изготовления каната.
(Измененная редакция, Изм. № 1, 3).
4.4. Допускается наматывать на один барабан несколько отрезков каната одного типоразмера. В этом случае на ярлыке барабана указывают число и длину отрезков в метрах в последовательности, соответствующей последовательности сматывания отрезков каната с барабана.
4.5. Транспортная маркировка груза — по ГОСТ 14192.
4.6. Канаты транспортируют по условию хранения 5 или 8 ГОСТ 15150 транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и условиями погрузки и крепления грузов, утвержденными Министерством путей сообщения. Транспортирование канатов по железной дороге производят повагонными или мелкими отправками.
При транспортировании каната, намотанного на барабан, ось последнего должна быть параллельна платформе, на которую установлен канат.
4.7. Хранение канатов — по условиям 5 ГОСТ 15150. При хранении каната, намотанного на барабан,ось последнего должна быть параллельна поверхности, на которую установлен канат.
4.5—4.7. (Измененная редакция, Изм. № 3).
4.8. При длительном хранении канаты следует периодически, не реже чем через 6 мес, осматривать по наружному слою и смазывать канатной смазкой.
(Измененная редакция, Изм. № 5).
4.9. (Исключен, Изм. № 3).
Примеры условного обозначения стальных канатов
- Канат 16,5 — Г — I — Н — Р — Т — 1960 ГОСТ 2688 — 80 Канат диаметром 16,5 мм, грузового назначения, первой марки, из проволоки без покрытия, правой крестовой свивки, нераскручивающийся, рихтованный, повышенной точности, маркировочной группы 1960 Н/мм2 (200 кгс/мм2), по ГОСТ 2688 — 80
- Канат 12 — ГЛ — ВК — Л — О — Н — 1770 ГОСТ 2688 — 80 Канат диаметром 12,0 мм, грузолюдского назначения, марки ВК, из проволоки без покрытия, левой односторонней свивки, нераскручивающийся, нерихтованный, нормальной точности, маркировочной группы 1770 Н/мм2 (180 кгс/мм2), по ГОСТ 2688-80
- Канат 25,5 — Г — ВК — С — Н — Р — Т — 1670 ГОСТ 7668 — 80 Канат диаметром 25,5 мм, грузового назначения, марки ВК, оцинкованный по группе С, правой крестовой свивки, нераскручивающийся, рихтованный, повышенной точности, маркировочной группы 1670 Н/мм2 (170 кгс/мм2), по ГОСТ 7668 — 80
- Канат 5,6 — Г — В — Ж — Н — МК — Р — 1670 ГОСТ 3063 — 80 Канат диаметром 5,6 мм, грузового назначения, марки В, оцинкованный по группе Ж, правой свивки, нераскручивающийся, малокрутящийся, рихтованный, маркировочной группы 1670 Н/мм2 (170 кгс/мм2), по ГОСТ 3063 — 80
Критерии выбора тросов
Критерии могут зависеть от признака, который берётся за основу. Однако существует и общепризнанные правила выбора по качеству и предназначению, эти правила называются ГОСТ. В ГОСТе представлена более точная и подробная классификация всех известных видов стальных тросов и изделий. В соответствии с этой классификацией различают основные параметры, на которые стоит обратить внимание при покупке:
- предназначение, канаты и тросы бывают разные и предназначаются для разных целей, поэтому важно уточнить этот параметр;
- тип конструкции, которая определяется количеством прядей в канате;
- метод и направление свивки;
- прочность;
- материал сердечника;
- характеристики и свойства проволоки и другие.
Канаты стальные ГОСТ изготавливаются по требованиям технологического регламента, утвержденного государственными органами. Поэтому наличие отметки соответствия ГОСТу говорит о качестве изделия. Поскольку каждый вид изделия приведенного в классификации должен быть изготовлен из определенных материалов и по особой технологии которая утверждена в ГОСТ.
Например, трос стальной ГОСТ 5269 , материал сердечника для такого троса должен соответствовать перечню, приведенному в ГОСТ, то есть в качестве материала может использоваться пенька, сизаль и полипропилен, джут, химические и хлопчатобумажные волокна должны соответствовать нормативной документации.
Так же, как и в случае с предназначением каждого из видов, в Госте прописано все до мельчайших подробностей о том, какой канат где применяется. Знание ГОСТ позволяет выбрать качественное и надежное изделие, и этим знанием пренебрегать не стоит.
Рекомендации по применению различных конструкций канатов
Каждая конструкция каната имеет преимущества и недостатки, которые необходимо правильно учитывать при выборе канатов для конкретных условий эксплуатации. При выборе следует сохранять необходимые соотношения между диаметрами органов навивки и диаметрами канатов и их наружных проволок, а также необходимый запас прочности, обеспечивающий безаварийную работу.
Канаты одинарной свивки из круглых проволок — обыкновенные спиральные (ГОСТ 3062-80; 3063-80; 3064-80) обладают повышенной жесткостью, поэтому их рекомендуется применять там, где преобладают растягивающие нагрузки на канат (грозозащитные тросы высоковольтных линий электропередач, ограждения, растяжки и т.п.)
Канаты двойной свивки с линейным касанием проволок в прядях при простоте изготовления обладают сравнительно большой работоспособностью и имеют достаточное число разнообразных конструкций Последнее позволяет выбрать канаты для работы при больших концевых нагрузках, при значительном абразивном износе, в различных агрессивных средах, при минимально допустимых отношениях диаметра органа навивки и диаметра каната.
Канаты типа ЛК-Р (ГОСТ 2688-80, 14954-80) следует применять тогда, когда в процессе эксплуатации канаты подвергаются воздействию агрессивных сред, интенсивному знакопеременному изгибу и работают на открытом воздухе. Большая структурная прочность этих канатов позволяет использовать их во многих весьма напряженных условиях работы крановых механизмов.
Канаты типа ЛК-О (ГОСТ 3077-80, 3081-80; 3066-80; 3069-80; 3083-80) устойчиво работают в условиях сильного истирания благодаря наличию в верхнем слое проволок увеличенного диаметра. Эти канаты получили широкое распространение, но для их нормальной эксплуатации требуется несколько повышенный диаметр блоков и барабанов.
Канаты типа ЛК-З (ГОСТ 7665-80, 7667-80) применяют тогда, когда требуется гибкость при условии, что канат не подвергается воздействию агрессивной среды. Применять эти канаты в агрессивной среде не рекомендуется из-за тонких проволок заполнения в прядях, легко поддающихся корродированию.
Канаты типа ЛК-РО (ГОСТ 7668-80, 7669-80, 16853-80) отличаются сравнительно большим числом проволок в прядях и поэтому обладают повышенной гибкостью. Наличие в наружном слое этих канатов относительно толстых проволок позволяет успешно применять их в условиях абразивного износа и агрессивных сред. Вследствие такого сочетания свойств канат конструкции типа ЛК-РО является универсальным.
Канаты двойной свивки с точечно-линейным касанием проволок в прядях типа ТЛК — О (ГОСТ 3079-80) следует применять тогда, когда использование канатов линейным касанием проволок в прядях невозможно из-за нарушения установочных минимально допустимых соотношений между диаметрами органов навивки и диаметрами проволок каната или при невозможности обеспечения рекомендуемого запаса прочности.
Канаты двойной свивки с точечным касанием проволок в прядях типа ТК (ГОСТ 3067-88; 3068-88; 3070-88; 3071-88) не рекомендуются для ответственных и интенсивно работающих установок. Эти канаты можно применять лишь для не напряженных условий эксплуатации, где знакопеременные изгибы и пульсирующие нагрузки не значительны или отсутствуют (стропы, расчалочные канаты, временные лесосплавные крепления поддерживающие и тормозные канаты и т. п.)
Многопрядные канаты двойной свивки (ГОСТ 3088-80; 7681-80) в зависимости от принятых направлений свивки прядей по отдельным слоям изготовляют обыкновенными и некрутящимися. Последние обеспечивают надежную и устойчивую эксплуатацию на механизмах со свободным подвешиванием груза, а большая опорная поверхность и меньшие удельные давления на внешние проволоки позволяют достигать сравнительно большой работоспособности каната. Недостатками многопрядных канатов являются сложность изготовления (особенно предварительной деформации), склонность к расслоению, сложность наблюдения за состоянием внутренних слоев прядей.
Канаты тройной свивки (ГОСТ 3089-80) применяют тогда, когда основными эксплуатационными требованиями являются максимальная гибкость и упругость каната, а его прочность и опорная поверхность не имеют решающего значения. Органические сердечники в стренгах целесообразны тогда, когда канат предназначен для буксировки и швартовки, где требуются повышенные упругие свойства каната. Благодаря использованию проволок малых диаметров по сравнению с проволоками канатов двойной свивки канаты тройной свивки для нормальной эксплуатации требуют шкивы значительно меньших диаметров.
Трехграннопрядные канаты (ГОСТ3085-80) отличаются повышенной структурной устойчивостью, очень большим коэффициентом заполнения и большой опорной поверхностью. Применение этих канатов особенно целесообразно при больших концевых нагрузках и сильном абразивном износе. Рекомендуется использовать эти канаты как на установках со шкивами трения, так и при многослойной навивке на барабаны Недостатком трехграннопрядных канатов являются острые перегибы проволок на гранях прядей, повышенная жесткость каната, трудоемкость изготовления прядей.
Плоские канаты (ГОСТ 3091-80; 3092-80) находят применение в качестве уравновешивающих на шахтных подъемных установках. К достоинствам этих канатов следует отнести их не крутимость. Однако ручные операции, применяемые при сшивке канатов, и относительно быстрое разрушение ушивальника при эксплуатации ограничивают объем использования этих канатов в промышленности.
Транспортирование и хранение
5.1. Канаты транспортируют транспортом всех видов в крытых и открытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Размещение и крепление грузов при железнодорожных перевозках осуществляется в соответствии с Правилами погрузки и крепления грузов, действующими в установленном порядке. Транспортирование канатов по железной дороге проводится повагонными, малотоннажными или мелкими отправками. 5.2. Хранение канатов — по условиям 5 ГОСТ 15150. При хранении употребителя каната, намотанного на барабан, ось барабана должна быть параллельна полу, на котором барабан установлен. Поступившие на хранение канаты подлежат немедленному осмотру и смазке канатной смазкой оголенных при транспортировании и погрузочно-разгрузочных работах участков каната. При длительном хранении канаты должны периодически не реже, чем через 6 месяцев, осматриваться по наружному слою и смазываться канатной смазкой.
Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Орел, Оренбург, Пенза, Первь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.
Классификация канатов по отечественным и зарубежным стандартам
| ГОСТ | DIN | EN | BS | ISO |
| ГОСТ 2688-80 | DIN 3059-72 | EN 12385 | BS 302 6х19 (12/6/1) FC | |
| ГОСТ 3062-80 | DIN 3052-71 | |||
| ГОСТ 3063-80 | DIN 3053-72 | |||
| ГОСТ 3064-80 | DIN 3054-72 | |||
| ГОСТ 3066-80 | DIN 3055-72 | EN 12385 | BS 302 6х7 (6/1)WSC | |
| ГОСТ 3067-88 | DIN 3060-72 | EN 12385 | BS 302 6х19 (12/6/1)WSK | |
| ГОСТ 3068-88 | DIN 3066-72 | |||
| ГОСТ 3069-80 | DIN 3055-72 | EN 12385 | BS 302 6х7 (6/1) FC | |
| ГОСТ 3070-88 | DIN 3060-72 | BS 302 6х19 (12/6/1) WSC | ||
| ГОСТ 3071-88 | DIN 3066-72 | BS 302 6х37 (18/12/6/1) FC | ||
| ГОСТ 3077-80 | DIN 3058-72 | EN 12385 | BS 302 6х19 (9/9/1) FC | ISO 2408 |
| ГОСТ 3079-80 | ||||
| ГОСТ 3081-80 | DIN 3058-72 | EN 12385 | BS 302 6х19 (9/9/1) WRC | ISO 2408 |
| ГОСТ 7668-80 | DIN 3064-72 | EN 12385 | BS 302 6х36 (14/7&7/7/1) FC | ISO 2408 |
| ГОСТ 7669-80 | DIN 3064-72 | EN 12385 | BS 302 6х36 (14/7&7/7/1) IWRC | ISO 2408 |
| ГОСТ 14954-80 | DIN 3059-72 | EN 12385 | BS 302 6х19 (12/6+6F/1) IWRC |