The information below on the classification of ropes is far from new, and we cannot add practically anything new. You can easily find similar materials on other resources, so why do we host it? Looking at the classification below, you will understand that there are a large number of types of rope and sometimes even a specialist can find it quite difficult to understand what Rope 12—GL—VK—L—O—N—1770 GOST 2688–80 is.
Working with the same ropes, it’s quite easy to decipher everything, but if the client wants to buy a non-standard rope? This is where “Where to watch?” comes in. Where to get? What does this letter in the name mean? We have previously published material about ropes, but did not describe the classification in detail, so we hope that this article will be useful to you.
Classification, technical requirements, test methods, rules for acceptance, transportation, and storage of steel ropes are set out in GOST 3241-91 “Steel ropes. Technical conditions".
Classification of steel ropes
1. According to the main design feature:
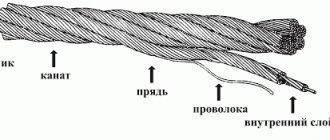
- single lay or spiral wires consist of wires twisted in a spiral into one or several concentric layers. Single lay ropes, twisted only from round wire, are called ordinary spiral ropes. Spiral ropes that have shaped wires in the outer layer are called ropes of a closed structure. Single lay ropes intended for subsequent laying are called strands.
- double lays consist of strands twisted into one or more concentric layers. Double lay ropes can be single-layer or multi-layer. Single-layer six-strand double lay ropes are widely used. Double lay ropes intended for subsequent laying are called strands.
- triple lays consist of strands twisted in a spiral into one concentric layer.
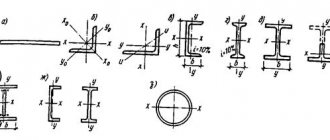
2. According to the cross-sectional shape of the strands:
- round
- shaped strands (three-sided strands, flat strands) have a significantly larger surface area for contact with the pulley than round stranded ones.
3. By type of laying of strands and single lay ropes:
- TK - with point contact of wires between layers,
- LC - with linear contact of wires between layers,
- LK-O - with linear contact of wires between layers with the same diameter of wires along the layers of the strand,
- LK-R - with linear contact of wires between layers with different diameters of wires in the outer layer of the strand,
- LK-Z - with linear contact of the wires between the layers of the strand and the filling wires,
- LK-RO - with linear contact of wires between layers and having in strands layers with wires of different diameters and layers with wires of the same diameter,
- TLC - with a combined point-linear contact of wires in strands.
Strands with point contact of wires are produced in several technological operations depending on the number of layers of wires. In this case, it is necessary to apply different wire laying steps for each layer of the strand and twist the next layer in the opposite direction to the previous one. As a result, the wires between the layers intersect. This arrangement of wires increases their wear during shear during operation, creates significant contact stresses that promote the development of fatigue cracks in the wires, and reduces the coefficient of filling of the rope section with metal. Strands with linear contact of wires are produced in one technological step; At the same time, the consistency of the lay pitch is maintained, and the same direction of the lay of the wires for all layers of the strand, which, with the correct selection of wire diameters across the layers, results in a linear contact of the wires between the layers. As a result, the wear of the wires is significantly reduced and the performance of ropes with linear contact of the wires in the strands increases sharply in comparison with the performance of TK type ropes. Strands of point-linear touch are used when it is necessary to replace the central wire in linear touch strands with a seven-wire strand, when a layer of wires of the same diameter with a point touch is laid on a single-layer seven-wire strand of the LK type. The strands may have increased anti-twist properties.
4. According to core material:
- OS - with an organic core - as a core in the center of the rope, and sometimes in the center of the strands, cores made of natural, synthetic and artificial materials are used - hemp, manila, sisal, cotton yarn, polyethylene, polypropylene, nylon, lavsan, viscose, asbestos.
- MC - with a metal core - in most designs, a double lay rope of six to seven wire strands located around a central seven wire strand is used as a core; in ropes in accordance with GOST 3066-80, 3067-88, 3068-88, MC is used as MC a strand of the same design as in the braid. It is advisable to use them when it is necessary to increase the structural strength of the rope, reduce the structural elongation of the rope during tension, and also at high temperatures of the environment in which the rope operates.
5. According to the laying method:
- Non-untwisting ropes - H - strands and wires retain a given position after removing the ties from the end of the rope or are easily laid manually with slight untwisting, which is achieved by preliminary deformation of the wires and strands when twisting the wires into a strand and strands into a rope.
- Unwinding ropes - wires and strands are not pre-deformed or are insufficiently deformed before they are laid into strands and into a rope. Therefore, the strands in the rope and the wires in the strands do not retain their position after the ties are removed from the end of the rope.
6. By degree of balance:
- The straightened rope - P - does not lose its straightness (within the permissible deviation) in a free suspended state or on a horizontal plane, because After laying the strands and spar, respectively, the stresses from deformation of the wires and strands are removed by straightening.
- Unstraightened rope does not have this property; the free end of an unstraightened rope tends to form a ring due to the deformation stresses of the wires and strands obtained during the rope manufacturing process.
7. In the direction of the rope lay:
- Right lay - not indicated
- Left lay - L
The direction of lay of the rope is determined by: the direction of lay of the outer layer wires - for single lay ropes; direction of lay of the outer layer strands - for double lay ropes; direction of lay of the strands into the rope - for triple lay ropes
8. According to the combination of lay directions of the rope and its elements:
- Cross lay - the direction of lay of strands and strands is opposite to the direction of lay of the rope.
- One-sided lay - O - the direction of lay of the strands into the rope and the wires in the strands are the same.
- Combined lay - K with the simultaneous use of strands of the right and left directions of lay in the rope.
9. According to the degree of coolness
- Torsional - with the same direction of lay of all strands along the layers of the rope (six- and eight-strand ropes with an organic and metal core)
- Low-twisting - (MC) with the opposite direction of lay of rope elements in layers (multi-layer, multi-strand ropes and single lay ropes). In non-rotating ropes, due to the selection of laying directions of individual layers of wires (in spiral ropes) or strands (in multilayer double lay ropes), rotation of the rope around its axis is eliminated when the load is freely suspended.
10. According to the mechanical properties of the wire
- Brand VK - high quality
- Grade B - high quality
- Brand 1 - normal quality
11. According to the type of surface coating of the wires in the rope:
- Made from uncoated wires
- From galvanized wire , depending on the surface density of zinc:
- group C - for medium aggressive working conditions
- group Ж - for harsh aggressive working conditions
- coolant group - especially harsh aggressive working conditions
- P - rope or strands coated with polymer materials
12. According to the purpose of the rope
- Cargo - GL - for lifting and transporting people and cargo
- Freight - G - for lifting and transporting cargo
13. According to manufacturing accuracy
- Normal accuracy - not indicated
- Increased accuracy - T - tightened maximum deviations along the rope diameter
14. According to the strength characteristics of Marking groups of temporary tensile strength N/mm2 (kgf/mm2) - 1370 (140), 1470 (150), 1570 (160), 1670 (170), 1770 (180), 1860 (190), 1960 (200), 2060 (210), 2160 (220)
ACCEPTANCE RULES
2.1. Ropes are accepted in batches. The batch must consist of a rope of the same standard size, in one packaging unit and be issued with one quality document containing:
— trademark or name and trademark of the manufacturer;
— name of the organization in whose system the manufacturer is included;
— rope number according to the manufacturer’s numbering system;
— nominal diameter of the rope in millimeters;
— direction of lay of the rope;
— method of laying a rope;
— length of the rope in meters;
— gross rope in kilograms;
— brand of rope;
— calculated breaking force of all wires in the rope in kilonewtons;
— rope marking group;
— date of manufacture of the rope;
— designation of the corresponding standard for the assortment.
(Changed edition, Amendment No. 3).
2.2. Each rope is tested for compliance with the requirements of paragraphs. 1a.1, 1.4—1.13 and 1.15, 1.16, 1.18—1.20.
(Changed edition, Rev. Ms 5).
2.3. 2.4. (Excluded, Rev. Ms 3).
2.5. The results of tests for tensile, torsion, bending and wire size control are considered satisfactory if the total cross-sectional area of the wires that do not meet the requirements of this standard is more than 5% of the nominal cross-sectional area of all wires in the rope at 100% testing and not more than 2% nominal cross-sectional area of the rope - with 25% testing of wires in the rope. Wires that do not meet the mechanical properties of the requirements of this standard are not taken into account in calculating the total breaking force.
If the test results do not comply with the requirements of this standard, re-testing of 100% of the wires of grade B ropes and 50% of the wires of grade I ropes is allowed.
In this case, the total cross-sectional area of the wires of grade I ropes that do not meet the requirements of this standard must be no more than 4% of the nominal cross-sectional area of the rope.
The results of repeated tests are final.
(Changed edition, Amendment No. 5).
2.6. The rope is evaluated according to the established lowest grade of wire.
3. TEST METHODS
3.1. External inspection of the rope (clause 1a. 1.2, 1.6, 1.7, 1.9-1.12) is carried out visually.
3.1a. To check the mechanical properties, size of the rope wires, surface density of zinc and its adhesion to the steel base, samples with a length of at least 1.0 m are taken from each rope: for ropes made of uncoated wire;
1.5 m * * » » galvanized.
Wires are taken from rope samples in the quantities indicated in the table. 3. The number of wires obtained by calculation is rounded up to a whole number.
Table 3*
| Type of test | Number of tested wires | |
| in ropes grade B | in ropes grade I | |
| Tensile test with pre- | 100% round and shaped | 25% round and shaped |
| dividing the breaking force and wire size | wired | wires, but not less than three |
| Bend check | 100% round wires | 25% round wires of each diameter, but not less than three |
| Torsion test | 25% round wires of each diameter, but not less than three | 10% round wires of each diameter, but not less than three |
| Checking the surface density of zinc | 10% of each standard size of wire in ropes of all brands, but not less than three | |
| Checking the adhesion strength of zinc to a steel base | 10% of each wire size, but not less than one |
(Introduced additionally, Amendment No. 3; amended edition, Amendment No. 5).
3.2. The diameter of the rope (clause 1.13) is checked in two mutually perpendicular planes with a caliper in accordance with GOST 166 with a division value of 0.1 mm at a distance of at least 5 m from the end of the rope.
3.3. The diameters of the wires (clause 1.8) are checked with a micrometer in accordance with GOST 6507 with a division value of 0.01 mm in the cross section in two mutually perpendicular planes.
3.2, 3.3. (Changed edition, Amendment No. 5).
3.4. The rope meets the requirements for non-untwisting if, when the ends of the sample are released from the clamps and welding, the Z-shaped wires do not come out of the lock.
Determination of the untwistability of the top layer of shaped wires is carried out at a distance of at least half the lay pitch from the cutting point.
3.5. Tensile testing of wires (clause 1.16) is carried out according to GOST 10446.
During a 100% test, the total breaking force of the rope (clause 1.20) is determined by the sum of the breaking forces of all wires. During selective testing, the total breaking force of the rope is determined as the sum of the products of the average values of the breaking forces of tested wires of different sizes and their number in the rope.
Compliance with the calculated tensile strength of the wires specified in the order (clause 1.20) is checked by the value of the total breaking force of the rope obtained by testing the wires, divided by the calculated area of the rope specified in the corresponding standard for the range.
3.6. Testing wires for twisting (clause 1.15) - according to GOST 1545.
3.7. Testing wires for bending (clause 1.15) - according to GOST 1579.
3.8. The quality of the zinc coating of the wires (clauses 1.18 and 1.19) is checked according to GOST 7372.
3.9. The pitch of the rope lay (clauses 1.4 and 1.5) is checked with a ruler in accordance with GOST 427 with a division value of 1 mm at a distance of at least 5 m from the end of the rope.
(Changed edition, Amendment No. 5).
3.10. The absence of fragility at the joints of the wires is guaranteed by the rope manufacturing technology.
(Introduced additionally, Amendment No. 5).
* Table 1 and 2. (Excluded, Amendment No. 5).
4. PACKAGING, LABELING, TRANSPORTATION AND STORAGE
4.1. The ropes are wound on wooden drums in accordance with GOST 11127, as well as on return drums using them in the prescribed manner, or on metal drums in accordance with NTD.
At the request of the consumer, the ropes wound on a drum are wrapped along the top layer of turns with paper in accordance with GOST 8828, which is tied with wire in accordance with GOST 3282 or other wire in accordance with NTD, or twine in accordance with GOST 17308 and sheathed with boards.
Packaging of ropes shipped to the Far North and hard-to-reach areas is carried out in accordance with GOST 15846.
(Changed edition. Changes No. 1, 3, 4, 5)
4.2. The diameter of the drum cylinder must be at least 45 times the diameter of the rope.
The side of the drum must protrude above the outer layer of the rope by at least 50 mm.
On the drum, the rope must be laid in dense, untangled rows, without pinching, to ensure free unwinding of the rope from the drum. The ends of the rope must be firmly attached to the drum on the inner cheek. The end of the rope is tied with waste ropes and attached to the cheek.
Note. When producing ropes of large lengths, if the drum with the rope extends beyond the railway dimensions, it is allowed to transport the ropes wound on a drum, the cylinder diameter of which may be less than 45 times, but not less than 35 times the diameter of the rope, subject to mandatory rewinding of the rope after transportation to consumer standard size drum.
(Changed edition, Amendment No. 3).
4.3. Each drum must have a metal label attached to it indicating:
a) trademark or name and trademark of the manufacturer;
b) rope number according to the manufacturer’s numbering system;
c) symbol of the rope;
d) length of the rope in meters;
e) gross rope in kilograms;
f) date of manufacture of the rope.
(Changed edition, Amendment No. 1, 3).
4.4. It is allowed to wind several pieces of rope of the same size onto one drum. In this case, the number and length of the sections in meters are indicated on the drum label in the sequence corresponding to the sequence of winding the rope sections from the drum.
4.5. Transport marking of cargo - in accordance with GOST 14192.
4.6. Ropes are transported according to storage conditions 5 or 8 of GOST 15150 by all types of transport in accordance with the rules for the transportation of goods in force on transport of this type, and the conditions for loading and securing cargo, approved by the Ministry of Railways. Transportation of ropes by rail is carried out by carload or small shipments.
When transporting a rope wound on a drum, the axis of the latter must be parallel to the platform on which the rope is installed.
4.7. Storage of ropes - according to the conditions of 5 GOST 15150. When storing a rope wound on a drum, the axis of the latter must be parallel to the surface on which the rope is installed.
4.5—4.7. (Changed edition, Amendment No. 3).
4.8. During long-term storage, ropes should be periodically, at least every 6 months, inspected along the outer layer and lubricated with rope lubricant.
(Changed edition, Amendment No. 5).
4.9. (Deleted, Amendment No. 3).
Examples of symbols for steel ropes
- Rope 16.5 - G - I - N - R - T - 1960 GOST 2688 - 80 Rope with a diameter of 16.5 mm, cargo purpose, first grade, made of uncoated wire, right-hand cross lay, non-unwinding, straightened, high precision, marking group 1960 N/mm2 (200 kgf/mm2), according to GOST 2688 - 80
- Rope 12 - GL - VK - L - O - N - 1770 GOST 2688 - 80 Rope with a diameter of 12.0 mm, for cargo purposes, grade VK, made of uncoated wire, left one-sided lay, non-unwinding, unstraightened, normal accuracy, marking group 1770 N/mm2 (180 kgf/mm2), according to GOST 2688-80
- Rope 25.5 - G - VK - S - N - R - T - 1670 GOST 7668 - 80 Rope with a diameter of 25.5 mm, cargo purpose, grade VK, galvanized according to group C, right-hand cross lay, non-unwinding, straightened, increased accuracy , marking group 1670 N/mm2 (170 kgf/mm2), according to GOST 7668 - 80
- Rope 5.6 - G - V - Zh - N - MK - R - 1670 GOST 3063 - 80 Rope with a diameter of 5.6 mm, cargo purpose, grade B, galvanized according to group Zh, right lay, non-unwinding, low-twist, straightened, marking group 1670 N/mm2 (170 kgf/mm2), according to GOST 3063 - 80
Cable selection criteria
The criteria may depend on the characteristic that is taken as a basis. However, there are generally accepted rules for choosing according to quality and purpose ; these rules are called GOST. GOST presents a more accurate and detailed classification of all known types of steel cables and products. In accordance with this classification, there are main parameters that you should pay attention to when purchasing:
- purpose, ropes and cables are different and intended for different purposes, so it is important to clarify this parameter;
- type of construction, which is determined by the number of strands in the rope;
- laying method and direction;
- strength;
- core material;
- characteristics and properties of wire and others.
GOST steel ropes are manufactured in accordance with the requirements of technological regulations approved by government agencies. Therefore, the presence of a mark of compliance with GOST indicates the quality of the product. Since each type of product listed in the classification must be made from certain materials and using a special technology that is approved in GOST.
For example, a steel cable GOST 5269 , the core material for such a cable must comply with the list given in GOST, that is, hemp, sisal and polypropylene can be used as the material, jute, chemical and cotton fibers must comply with regulatory documentation.
Just as in the case of the purpose of each type, the GOST spells out everything down to the smallest detail about which rope is used where. Knowledge of GOST allows you to choose a high-quality and reliable product, and this knowledge should not be neglected.
Recommendations for the use of various rope designs
Each rope design has advantages and disadvantages that must be properly taken into account when selecting ropes for specific operating conditions. When choosing, you should maintain the necessary relationships between the diameters of the winding elements and the diameters of the ropes and their outer wires, as well as the necessary safety margin to ensure trouble-free operation.
Single lay ropes made of round wires - ordinary spiral ones (GOST 3062-80; 3063-80; 3064-80) have increased rigidity, so they are recommended for use where tensile loads on the rope predominate (lightning protection cables of high-voltage power lines, fences, guy wires and etc.)
Double lay ropes with linear touching of the wires in the strands, while being easy to manufacture, have relatively high performance and have a sufficient number of different designs. The latter allows you to select ropes for work under large end loads, with significant abrasive wear, in various aggressive environments, with the minimum permissible ratios of the diameter of the winding element and rope diameter.
Ropes of the LK-R type (GOST 2688-80, 14954-80) should be used when, during operation, the ropes are exposed to aggressive environments, intense alternating bending and work in the open air. The great structural strength of these ropes allows them to be used in many very stressful operating conditions of crane mechanisms.
LK-O type ropes (GOST 3077-80, 3081-80; 3066-80; 3069-80; 3083-80) work stably under conditions of severe abrasion due to the presence of increased diameter wires in the upper layer. These ropes are widely used, but their normal operation requires a slightly increased diameter of blocks and drums.
Ropes of type LK-Z (GOST 7665-80, 7667-80) are used when flexibility is required, provided that the rope is not exposed to an aggressive environment. It is not recommended to use these ropes in aggressive environments due to the thin filling wires in the strands, which are easily corroded.
Ropes of the LK-RO type (GOST 7668-80, 7669-80, 16853-80) are distinguished by a relatively large number of wires in the strands and therefore have increased flexibility. The presence of relatively thick wires in the outer layer of these ropes allows them to be successfully used in conditions of abrasive wear and aggressive environments. Due to this combination of properties, the LK-RO type construction rope is universal.
Double lay ropes with point-linear contact of wires in strands of type TLK - O (GOST 3079-80) should be used when the use of ropes with linear contact of wires in strands is impossible due to violation of the minimum permissible installation ratios between the diameters of the winding organs and the diameters of the wires of the rope or if it is impossible to ensure the recommended safety factor.
Double lay ropes with point contact of wires in TK type strands (GOST 3067-88; 3068-88; 3070-88; 3071-88) are not recommended for critical and intensively operating installations. These ropes can only be used for non-stressful operating conditions, where alternating bends and pulsating loads are insignificant or absent (slings, bracing ropes, temporary timber fastenings, support and brake ropes, etc.)
Multi-strand double lay ropes (GOST 3088-80; 7681-80) , depending on the accepted directions of laying of the strands in individual layers, are made ordinary and non-twisting. The latter ensure reliable and stable operation on mechanisms with free suspension of the load, and the large supporting surface and lower specific pressures on the external wires make it possible to achieve a relatively high performance of the rope. The disadvantages of multi-strand ropes are the complexity of manufacturing (especially pre-deformation), the tendency to delamination, and the difficulty of monitoring the condition of the internal layers of the strands.
Triple lay ropes (GOST 3089-80) are used when the main operational requirements are maximum flexibility and elasticity of the rope, and its strength and supporting surface are not of decisive importance. Organic cores in strands are appropriate when the rope is intended for towing and mooring, where increased elastic properties of the rope are required. Due to the use of wires of small diameters compared to the wires of double lay ropes, triple lay ropes require pulleys of significantly smaller diameters for normal operation.
Triangular strand ropes (GOST 3085-80) are characterized by increased structural stability, a very high fill factor and a large supporting surface. The use of these ropes is especially suitable for high end loads and severe abrasive wear. It is recommended to use these ropes both in installations with friction pulleys and in multi-layer winding on drums. The disadvantages of triangular strand ropes are sharp bends of the wires on the edges of the strands, increased rigidity of the rope, and the complexity of manufacturing the strands.
Flat ropes (GOST 3091-80; 3092-80) are used as balancing ropes in mine hoisting installations. The advantages of these ropes include their non-twisting properties. However, the manual operations involved in sewing ropes and the relatively rapid destruction of the collar during operation limit the extent to which these ropes can be used in industry.
Transportation and storage
5.1. Ropes are transported by all types of transport in covered and open vehicles in accordance with the rules for the transportation of goods in force for this type of transport. The placement and securing of cargo during rail transportation is carried out in accordance with the Rules for Loading and Securing Cargo, which are in force in accordance with the established procedure. Transportation of ropes by rail is carried out by carload, low-tonnage or small shipments. 5.2. Storage of ropes - according to the conditions of 5 GOST 15150. When storing the user of a rope wound on a drum, the axis of the drum must be parallel to the floor on which the drum is installed. Ropes received for storage are subject to immediate inspection and lubrication of rope sections exposed during transportation and loading and unloading operations with rope lubricant. During long-term storage, ropes must be periodically inspected at least every 6 months on the outer layer and lubricated with rope lubricant.
Delivery within the Russian Federation:
Moscow, St. Petersburg, Arkhangelsk, Astrakhan, Barnaul, Belgorod, Bryansk, Vladimir, Volgograd, Vologda, Voronezh, Ekaterinburg, Ivanovo, Izhevsk, Yoshkar-Ola, Kazan, Kaluga, Kirov, Kostroma, Krasnodar, Kurgan, Kursk, Lipetsk, Omsk, Orel, Orenburg, Penza, Perv, Pskov, Rostov-on-Don, Ryazan, Samara, Saransk, Saratov, Sevastopol, Simferopol, Smolensk, Stavropol, Tambov, Tver, Tomsk, Tula, Tyumen, Ulyanovsk, Ufa, Chelyabinsk, Yaroslavl and others.
Classification of ropes according to domestic and foreign standards
| GOST | DIN | EN | B.S. | ISO |
| GOST 2688-80 | DIN 3059-72 | EN 12385 | BS 302 6x19 (12/6/1) FC | |
| GOST 3062-80 | DIN 3052-71 | |||
| GOST 3063-80 | DIN 3053-72 | |||
| GOST 3064-80 | DIN 3054-72 | |||
| GOST 3066-80 | DIN 3055-72 | EN 12385 | BS 302 6x7 (6/1)WSC | |
| GOST 3067-88 | DIN 3060-72 | EN 12385 | BS 302 6x19 (12/6/1)WSK | |
| GOST 3068-88 | DIN 3066-72 | |||
| GOST 3069-80 | DIN 3055-72 | EN 12385 | BS 302 6x7 (6/1) FC | |
| GOST 3070-88 | DIN 3060-72 | BS 302 6x19 (12/6/1) WSC | ||
| GOST 3071-88 | DIN 3066-72 | BS 302 6x37 (18/12/6/1) FC | ||
| GOST 3077-80 | DIN 3058-72 | EN 12385 | BS 302 6x19 (9/9/1) FC | ISO 2408 |
| GOST 3079-80 | ||||
| GOST 3081-80 | DIN 3058-72 | EN 12385 | BS 302 6x19 (9/9/1) WRC | ISO 2408 |
| GOST 7668-80 | DIN 3064-72 | EN 12385 | BS 302 6x36 (14/7&7/7/1) FC | ISO 2408 |
| GOST 7669-80 | DIN 3064-72 | EN 12385 | BS 302 6x36 (14/7&7/7/1) IWRC | ISO 2408 |
| GOST 14954-80 | DIN 3059-72 | EN 12385 | BS 302 6x19 (12/6+6F/1) IWRC |