Металлических деталей существует целая масса, они отличаются своей формой, весом, качеством, поэтому и виды обработки металлов резанием тоже будут отличаться друг от друга. Для изготовления любой детали понадобится металлический материал, им может выступать: сварные заготовки, пластмассы, штамповки, отливки сортовой прокат, поковки. Такие названия можно соединить в одну группу под названием «заготовки».
Чтобы деталь соответствовала всем заданным параметрам, токарь или фрезеровщик должен снять с заготовки весь лишний металл. До получения нужной формы, мастер будет обрабатывать деталь используя, станок для резки металла или слесарное ручное оборудование. Тот ненужный снятый слой металла называется «припуском на обработку». В этом и состоит вся сущность обработки металлов резанием.
Обработка металла
Существующие способы резания металла
Давайте подробно рассмотрим основные методы обработки металлов резанием, какие они бывают, чем выполняются и т. д.
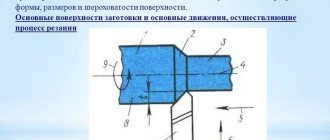
1. Точение (обточка). Выполняется, когда заготовка не слишком отличается размерами от нужной детали. Этот процесс может выполняться на таком оборудовании (станках): токарных, фрезерных, сверлильных, шлифовальных, долбежных, строгальных и т. д. Для этого резания используют резец токарного станка. Процесс происходит при большой скорости вращения детали, которую ей обеспечивает резец. Это движение называется «главным». А резец двигается медленно и поступательно, вдоль или поперек. Такой вид движения имеет название «движение подачи». Скорость резания определяется главным движением.
2. Сверление. Это методы обработки металлов резанием, где название говорит само за себя. Происходит на любом станке, где есть сверло. Заготовка зажимается прочно в тисках, а сверло вращается медленными поступательными движениями по одной прямой. В результате, в детали появляется отверстие с диаметром равным размеру сверла.
3. Фрезерование. Такие способы обработки металлов резанием могут выполняться лишь на специальных столах-станках — горизонтально-фрезерных. Главным инструментом станочника выполняющего фрезерную обработку металла, которое и совершает главное движение, является фреза. Движение подачи производит в продольном направлении заготовка, оно происходит под прямым углом относительно движению станка. Будущую деталь крепко зажимают на столе, и все время она остается неподвижной.
4. Строгание. Происходит на поперечном строгательном оборудовании, станках. Обработка заготовки происходит резцом, выполняющим медленные движения по заданному направлению и обратно. Главное движение принадлежит инструменту — немного изогнутому резцу. Движение подачи совершает заготовка, при чем, оно не сплошное, а прерывистое. Направление последнего движения прямо перпендикулярно главному. В этом виде станков движение резания высчитывается путем сложения рабочего и холостого ходов.
5. Шлифование. Мероприятие выполняется при помощи шлифовального круга на кругло шлифовальных станках. Режущий круг делает вращательные движения, а заготовка получает прямолинейную и круговую подачу, но если вытачивается деталь цилиндрической формы. Когда предметом обработки есть плоская поверхность, то заготовка получает подачу лишь в прямом направлении.
Проходившая выставка в Москве «металлообработка 2013» поражает наличием современного оборудования. фото оборудования с которой представлены в следующем сюжете :
Производители инструментов оп обработке металла
Есть производители, которые делают уже несколько десятилетий качественное оборудование для металлических заготовок. При этом представлены как отечественные, так и импортные компании.
Отечественные
Наиболее распространено в России оборудование ЗАО «НИР». Для производства оборудования компания применяет сплавы особой твердости. Основные преимущества их продукции:
- высокая износостойкость;
- есть возможность быстро сменить инструмент;
- имеется нанопокрытие;
- низкие затраты на заточку.
Не отстает по показателям и «Московский инструментальный завод». Изделия уже несколько десятилетий основаны на мировых стандартах. С использованием такого оборудования можно без проблем создать самую нестандартную резьбу, обработать на токарном станке муфту, трубу и любую другую деталь.
Импортные
Зарубежные заводы выпускают качественные инструменты, которые используются по всему миру. Одним из лидеров является израильская компания ISCAR, которая выпускает инструменты для точения, сверления, фрезерования.
Для обработки титана, алюминия, нержавеющий стали, чугуна можно использовать крепкий и надежный немецкий инструмент фирмы АРНО.
В пятерку лидеров входит и японская фирма SUMITOMO. Свое оборудование они производят из твердых сплавов, алмазов и с применением CBN. Продукцию используют для токарной и фрезеровальной работы разных уровней сложности.
Различия по размерам
При выборе любого инструмента важно обратить внимание на его размеры. Напильники бывают 6 классов, которые различаются по точности обработки.
Полезно знать. Токарных резцов существует более 20 видов. Они подразделяются на левосторонние и правосторонние.
Плашки или лерки, которыми нарезают резьбу отличаются по системе измерений. Она может быть в миллиметрах или в дюймах.
Основная терминология при резании металлов
Глубиной резания называется толщина металла, выраженная в миллиметрах, которая удаляется при одном движении станка. Подачей принято называть расстояние в миллиметрах, совершаемое за одно движение режущего предмета или на которое он передвигается за один свой оборот. Скорость резания — это длина, описанная в метрах, которая понадобится для работы станка за определенно взятый отрезок времени. Такой единицей измерения принято брать минуту.
Для тех, кто хочет лично разобраться в подробностях, достаточно набрать в поисковике — обработка металлов резанием справочник технолога.
Для любого вида резания нужно приложить усилия, чтобы помочь инструменту отделить слой металла. Такие усилия называются «усилиями резания», именно это понятие помогает найти сопротивление резанию. Сила, с которой материал противостоит инструменту, называют «коэффициентом резания», для каждого металла он различный. Размер этой величины берется с сечением в 1 мм².
Какие бывают станки по назначению, мы уже описывали выше, а вот по уровню автоматизации они бывают: гидрофицированные, оснащенные программным управлением, автоматы и полуавтоматы.
В обработке металла давлением есть разные методы, которые используются в самых различных отраслях. Хотите сделать металлическую печку для бани самостоятельно? Как соорудить ее своими руками, читайте в этой статье.
Финальным этапом работы с металлом является его закалка. Как правильно ее производить, читайте в статье по https://elsvarkin.ru/texnologiya/texnologiya-zakalki-i-otpuska-stali/ ссылке.
Группы обрабатываемых резанием материалов / Workpiece material groups
Классификация разных материалов по обрабатываемости Группы ISO P M K N S H Величины предела прочности Сила резания Мягкая сталь с низким содержанием у
Классификация разных материалов по обрабатываемости Группы ISO P M K N S H Величины предела прочности Сила резания Мягкая сталь с низким содержанием углерода. Ферритовая сталь с низкой прочностью. 450 1350 021 Автоматная сталь с низким содержанием углерода 400 700 1500 022 Обычная конструкционная сталь и сталь с низким или средним содержанием углерода ( 05 C) 450 550 1500 025 P Обычная низколегированная сталь и литейная сталь отпущенная сталь углеродистая сталь ( 05 C) ферритовая сталь и сталь мартенситного класса нержавеющая сталь 550 700 1700 024 Обычная инструментальная сталь закаленная отпущенная сталь сталь мартенситного класса нержавеющая сталь 700 900 1900 024 Плохо поддающаяся обработке резанием инструментальная сталь закаленная высоколегированная сталь литейная сталь сталь мартенситного класса нержавеющая сталь 900 1200 2000 024 Высокопрочная сталь плохо поддающаяся обработке резанием закаленная сталь групп 3 -6 сталь мартенситного класса нержавеющая сталь 1200 2900 022 Нержавеющая сталь Нержавеющая сталь легко поддающаяся обработке резанием 1750 022 M Молибденсодержащая нержавеющая сталь аустенит и дуплекс плохо поддающиеся обработке резанием 1900 020 Аустенит и дуплекс плохо поддающиеся обработке резанием 2050 020 Аустенит и дуплекс исключительно плохо поддающиеся обработке резанием 2150 020 Чугун Чугун средней твердости серый чугун 1150 022 K Низколегированный литейный чугун ковкий литейный чугун литейный чугун с шаровидным графитом 1225 025 Легированный литейный чугун средней твердости ковкий литейный чугун чугун GGG средняя обрабатываемость резанием 1350 028 Высоколегированный литейный чугун плохо поддающийся обработке резанием ковкий литейный чугун чугун GGG плохо поддающийся обработке резанием 1470 030 Цветные металлы N Сплав цветных металлов легко поддающийся обработке резанием алюминий с 16 Si латунь цинк магний 700 025 Сплав цветных металлов тяжело поддающийся обработке резанием алюминий с 16 Si бронза медь алюминиевые сплавы (никель медь магний) 700 027 Жаропрочные сплавы и титановые сплавы Никель- кобальт- и железосодержащие жаропрочные сплавы с твердостью 30 HRc инколой 800 и инконель 601 617 и 625 монель металл 400 2600 024 S Никель- кобальт- и железосодержащие жаропрочные сплавы с твердостью 30 HRc инконель 718 и 750-X инколой 925 и монель металл K-5008 3300 024 Титановые сплавы Ti-6Al-4V 1450 023 Значение 1 1.1 спец. сила резания при переднем угле 0 градусов. При других передних углах значение kc1.1 необходимо увеличить или уменьшить прим. на 1 на градус переднего угла. Значение Rm (предел прочности при растяжении) является дополнительной информацией для заказа правильной группы инструмента если обрабатываемый материал для повышения прочности был прокатан или термообработан. Техническая информация Общая 797 Таблица аналогов марок сталей разных стран мира Группы материалов Сталь Rm (Н/мм2) kc 1.1 (Н/мм2) mc
Для чего предназначен каждый станок
- Токарные станки производят отверстия в цилиндрах и конусах. Им можно нарезать резьбу, просверлить или зенкеровать. Инструментом этого станка есть резцы разных типов.
- Сверлильные станки делают такие же операции, как и токарные, но еще умеют растачивать резьбы или отверстия. Работа выполняется при помощи сверл, энкеров, разверток, метчиков, резцов.
- Фрезерные станки предназначены для работы с плоской поверхностью или фигур, которые сложно сконструированы. Такие операции проводятся с помощью множества лезвий, которые имеет фреза. Такой инструмент тоже имеет свою классификацию.
- Строгальные станки работают с помощью резцов. Обрабатывают плоские и фасонные заготовки, могут выстрогать траншею.
- Шлифовальные станки шлифуют с высокой точностью, производят все отделочные работы. Инструмент такого станка — брус и круг.
- Зуборезные станки помогают вырезать зубья на детали формой конуса или цилиндра.
Если Вы захотите прочесть подобную информацию в несколько развернутом виде, то Вам понадобится учебник обработка металлов резанием, или регулярное издание такое как «журнал металлообработка и станкостроение».
Обработка давлением
Обработка металла давлением применяется для изменения формы детали без нарушения ее целостности. Существуют следующие виды:
- Штамповка.
- Ковка.
Перед ковкой заготовку нагревают, опирают на твердую поверхность и наносят серию ударов тяжелым молотом так, чтобы заготовка приняла нужную форму.
Исторически ковка была ручной, кузнец разогревал деталь в пламени горна, выхватывал ее клещами и клал на наковальню, а потом стучал по ней кузнечным молотом, пока не получался меч или подкова. Современный кузнец воздействует на заготовку молотом кузнечного пресса с усилием до нескольких тысяч тонн. Заготовки длиной до десятков метров разогреваются в газовых или индукционных печах и подаются на ковочную плиту транспортными системами. Вместо ручного молота применяются кузнечные штампы из высокопрочной стали.
Ковка
Для штамповки требуется две зеркальные по отношению друг к другу формы — матрица и пуансон. Тонкий лист металла помещают между ними, а потом с большим усилием сдвигают. Металл, изгибаясь, принимает форму матрицы. При больших толщинах листа металл нагревают до точки пластичности. Такой процесс называют горячая штамповка.
Во время штамповки могут выполняться такие операции, как:
- гибка;
- вытягивание;
- осаживание;
- и другие.
С помощью штамповки выпускают широчайший ассортимент изделий — от корпусов бытовой техники до колесных дисков и бензобаков.
Оценка режущих качеств инструмента
Стойкость режущего инструмента измеряется длительностью его использования – в минутах – между переточками, при сохранении параметров износа режущей части, необходимых для выполнения работ с соответствующим качеством.
Режущие качества инструмента определяются его возможностями выполнять операции резания материалов. Чтобы охарактеризовать и сравнить режущие свойства инструмента наиболее точно, следует выбрать некоторое количество заготовок одного типа, прошедших обработку данным инструментом, и обозначить основные параметры, в том числе:
- длину рабочего хода инструмента;
- рассчитать общую длину заготовок и площадь обработанной поверхности;
- объем стружки (срезанного слоя);
- определить число переточек и период стойкости инструмента.
Что влияет на режущие качества инструмента?
Учитывая невозможность высокой точности при определении количественных характеристик режущих свойств инструмента в условиях реального производства, эту работу целесообразно выполнять в специальных лабораторных условиях. Только с учетом полученных данных возможна разработка оптимального технологического процесса обработки деталей.
Проведение исследований режущих качеств инструментов в лабораторных условиях гарантирует, что будут максимально учтены следующие факторы:
- свойства стали и твердых сплавов, из которых изготовлен инструмент и его режущая часть с учетом их химического состава, физических свойств: твердость, пластичность, структура, пределы прочности по всем показателям, стойкость к износу и высоким температурам;
- форма инструмента, длина, жесткость, параметры режущей части, количество режущих кромок, точность изготовления;
- критерии износа;
- выбор режимов резания – скорости, подачи, толщины снимаемого слоя, СОЖ;
- технические качества станка: жесткость системы СПИД (станок-приспособление-инструмент-деталь), отсутствие вибраций, люфтов, проблем с точностью передачи крутящего момента от электродвигателя к движущимся механизмам станка и пр.