There are a whole lot of metal parts, they differ in their shape, weight, quality, therefore the types of metal cutting will also differ from each other. To manufacture any part, you will need metal material, it can be: welded blanks, plastics, stampings, castings, rolled sections, forgings. Such names can be combined into one group called “blanks”.
In order for the part to meet all specified parameters, the turner or miller must remove all excess metal from the workpiece. Until the desired shape is obtained, the master will process the part using a metal cutting machine or hand-held metalworking equipment. That unnecessary layer of metal removed is called “machining allowance.” This is the whole essence of metal cutting.
Metal processing
Existing methods of cutting metal
Let's take a detailed look at the main methods of metal cutting, what they are, how they are performed, etc.
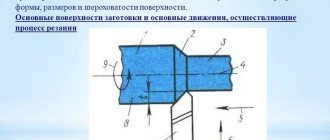
1. Turning (turning). Performed when the workpiece is not too different in size from the desired part. This process can be performed on the following equipment (machines): turning, milling, drilling, grinding, slotting, planing, etc. For this cutting, a lathe cutter is used. The process occurs at a high speed of rotation of the part, which is provided by the cutter. This movement is called the "main". And the cutter moves slowly and progressively, along or across. This type of movement is called the “feed movement.” The cutting speed is determined by the main movement.
2. Drilling. These are methods of processing metals by cutting, where the name speaks for itself. Happens on any machine where there is a drill. The workpiece is clamped firmly in a vice, and the drill rotates with slow translational movements in one straight line. As a result, a hole appears in the part with a diameter equal to the size of the drill.
3. Milling. Such methods of processing metals by cutting can only be performed on special tables-machines - horizontal milling machines. The main tool of the machine operator performing metal milling, which makes the main movement, is the milling cutter. The feed movement is carried out in the longitudinal direction of the workpiece; it occurs at right angles to the movement of the machine. The future part is firmly clamped on the table, and it remains motionless all the time.
4. Planing. Occurs on transverse planing equipment and machines. The workpiece is processed with a cutter that performs slow movements in a given direction and back. The main movement belongs to the tool - a slightly curved cutter. The feed movement is performed by the workpiece, and it is not continuous, but intermittent. The direction of the last movement is directly perpendicular to the main one. In this type of machine, the cutting movement is calculated by adding the working and idle strokes.
5. Sanding. The activity is carried out using a grinding wheel on cylindrical grinding machines. The cutting wheel makes rotational movements, and the workpiece receives a linear and circular feed, but if a cylindrical part is turned. When the workpiece is a flat surface, the workpiece receives feed only in the forward direction.
The exhibition held in Moscow “metalworking 2013” amazes with the presence of modern equipment. Photos of the equipment with which are presented in the following story:
Manufacturers of metal processing tools
There are manufacturers who have been making high-quality equipment for metal blanks for several decades. At the same time, both domestic and imported companies are represented.
Domestic
The equipment of JSC NIR is most widespread in Russia. To produce equipment, the company uses alloys of special hardness. The main advantages of their products:
- high wear resistance;
- it is possible to quickly change tools;
- there is a nano-coating;
- low sharpening costs.
The Moscow Tool Plant is not lagging behind in terms of performance. Products have been based on world standards for several decades. Using such equipment, you can easily create the most non-standard threads, machine a coupling, pipe and any other part on a lathe.
Imported
Foreign factories produce high-quality tools that are used all over the world. One of the leaders is the Israeli company ISCAR, which produces tools for turning, drilling, and milling.
For processing titanium, aluminum, stainless steel, cast iron, you can use strong and reliable German tools from ARNO.
The top five includes the Japanese company SUMITOMO. They make their equipment from hard alloys, diamonds and CBN. The products are used for turning and milling work of various levels of complexity.
Size differences
When choosing any tool, it is important to pay attention to its size. Files come in 6 classes, which differ in processing accuracy.
Good to know. There are more than 20 types of turning tools. They are divided into left-sided and right-sided.
The dies or dies used to cut threads differ in their measurement system. It can be in millimeters or inches.
Basic terminology when cutting metals
The depth of cut is the thickness of the metal, expressed in millimeters, which is removed with one movement of the machine. Feed is usually called the distance in millimeters made in one movement of the cutting object or by which it moves in one revolution. Cutting speed is the length, described in meters, that will be needed to operate the machine in a specific period of time. This unit of measurement is usually taken as a minute.
For those who want to personally understand the details, just type in a search engine - metal cutting technology directory.
For any type of cutting, effort must be made to help the tool separate the layer of metal. Such forces are called “cutting forces”; it is this concept that helps to find cutting resistance. The force with which the material resists the tool is called the “cutting coefficient”; it is different for each metal. The size of this value is taken with a cross section of 1 mm².
We have already described above what types of machines there are according to their purpose, but according to the level of automation they are: hydraulic, equipped with program control, automatic and semi-automatic.
There are different methods in metal forming that are used in a wide variety of industries. Do you want to make a metal sauna stove yourself? How to build it with your own hands, read this article.
The final stage of working with metal is its hardening. How to produce it correctly, read the article at https://elsvarkin.ru/texnologiya/texnologiya-zakalki-i-otpuska-stali/ link.
Workpiece material groups
Classification of different materials according to machinability ISO groups PMKNSH Tensile strength values Cutting force Mild steel with low carbon content
Classification of different materials by machinability ISO groups PMKNSH Tensile strength values Cutting force Mild steel with low carbon content. Ferritic steel with low strength. 450 1350 021 Automatic low carbon steel 400 700 1500 022 Regular structural steel and low to medium carbon steel (05 C) 450 550 1500 025 P Regular low alloy steel and cast steel tempered steel carbon steel (05 C) ferritic steel and martensitic steel stainless steel 550 700 1700 024 Normal tool steel hardened tempered steel martensitic steel stainless steel 700 900 1900 024 Hard-to-cut tool steel hardened high-alloy steel cast steel martensitic steel stainless steel 900 1200 2000 02 4 High-strength steel, difficult to cut hardened steel groups 3 - 6 martensitic steel stainless steel 1200 2900 022 Stainless steel Easy to cut stainless steel 1750 022 M Molybdenum-containing stainless steel austenite and duplex difficult to cut 1900 020 Austenite and duplex difficult to cut 205 0 020 Austenite and duplex exclusively difficult to cut 2150 020 Cast iron Medium hard cast iron gray cast iron 1150 022 K Low alloy cast iron ductile cast iron nodular cast iron 1225 025 Alloy cast iron medium hard ductile cast iron GGG cast iron medium machinability 1350 028 High-alloy cast iron, difficult to cut malleable cast iron GGG cast iron difficult to cut 1470 030 Non-ferrous metals N Alloy of non-ferrous metals easy to cut aluminum with 16 Si brass zinc magnesium 700 025 Non-ferrous alloy difficult to cut aluminum with 16 Si bronze copper aluminum alloys (nickel copper magnesium) 700 027 Heat-resistant alloys and titanium alloys Nickel-cobalt and iron-containing heat-resistant alloys with a hardness of 30 HRc incoloy 800 and Inconel 601 617 and 625 monel metal 400 2600 024 S Nickel-cobalt and iron-containing heat-resistant alloys with a hardness of 30 HRc incon spruce 718 and 750- X Incoloy 925 and Monel metal K-5008 3300 024 Titanium alloys Ti-6Al-4V 1450 023 Value 1 1.1 spec. cutting force at rake angle 0 degrees. For other rake angles, the kc1.1 value must be increased or decreased by approx. by 1 per degree of rake angle. The Rm (tensile strength) value is additional information for ordering the correct tool group if the material being processed has been rolled or heat treated to increase strength. Technical information General 797 Table of analogues of steel grades from around the world Groups of materials Steel Rm (N/mm2) kc 1.1 (N/mm2) mc
What is each machine intended for?
- Lathes make holes in cylinders and cones. They can be used for threading, drilling or countersinking. The tools of this machine are cutters of different types.
- Drilling machines perform the same operations as lathes, but they can also bore threads or holes. The work is performed using drills, anchors, reamers, taps, and cutters.
- Milling machines are designed to work with flat surfaces or shapes that are complex in design. Such operations are carried out using many blades that the cutter has. This tool also has its own classification.
- Planing machines operate using cutters. They process flat and shaped workpieces, and can plan a trench.
- Grinding machines grind with high precision and perform all finishing work. The tools of such a machine are a beam and a circle.
- Gear cutting machines help cut teeth into conical or cylinder shaped parts.
If you want to read such information in a somewhat expanded form, then you will need a textbook on metal cutting, or a regular publication such as the “magazine of metalworking and machine tool construction.”
Pressure treatment
Metal forming is used to change the shape of a part without compromising its integrity. The following types exist:
- Stamping.
- Forging.
Before forging, the workpiece is heated, supported on a hard surface, and a series of blows are applied with a heavy hammer so that the workpiece takes the desired shape.
Historically, forging was done by hand; the blacksmith heated the piece in the flame of a forge, grabbed it with tongs and placed it on an anvil, and then hit it with a smith's hammer until a sword or horseshoe was made. A modern blacksmith acts on a workpiece with a hammer from a forging press with a force of up to several thousand tons. Billets up to tens of meters long are heated in gas or induction furnaces and fed to the forging plate by transport systems. Instead of a hand hammer, forging dies made of high-strength steel are used.
Forging
For stamping, two forms are required that are mirrored in relation to each other - a matrix and a punch. A thin sheet of metal is placed between them, and then moved with great force. The metal, bending, takes the form of a matrix. For large sheet thicknesses, the metal is heated to the point of plasticity. This process is called hot stamping.
During stamping, operations such as:
- flexible;
- pulling;
- settling;
- and others.
Stamping is used to produce a wide range of products - from household appliance housings to wheel rims and gas tanks.
Assessment of tool cutting qualities
The durability of a cutting tool is measured by the duration of its use - in minutes - between regrinds, while maintaining the wear parameters of the cutting part necessary to perform work with the appropriate quality.
The cutting qualities of a tool are determined by its ability to perform cutting operations on materials. To characterize and compare the cutting properties of a tool most accurately, you should select a number of workpieces of the same type that have been processed by this tool, and identify the main parameters, including:
- tool stroke length;
- calculate the total length of the workpieces and the area of the processed surface;
- volume of chips (cut layer);
- determine the number of resharpenings and the service life of the tool.
What affects the cutting performance of a tool?
Considering the impossibility of high accuracy in determining the quantitative characteristics of the cutting properties of a tool in real production conditions, it is advisable to carry out this work in special laboratory conditions. Only taking into account the obtained data is it possible to develop an optimal technological process for processing parts.
Conducting research on the cutting qualities of tools in laboratory conditions ensures that the following factors are taken into account as much as possible:
- properties of steel and hard alloys from which the tool and its cutting part are made, taking into account their chemical composition, physical properties: hardness, ductility, structure, strength limits in all respects, resistance to wear and high temperatures;
- tool shape, length, rigidity, cutting part parameters, number of cutting edges, manufacturing accuracy;
- wear criteria;
- selection of cutting modes - speed, feed, thickness of the removed layer, coolant;
- technical qualities of the machine: rigidity of the AIDS system (machine-device-tool-part), absence of vibrations, backlash, problems with the accuracy of torque transmission from the electric motor to the moving mechanisms of the machine, etc.