ГОСТы на болт гайка шайба
ГОСТы На этой странице вы можете просмотреть или скачать тексты ГОСТов на метизы, крепеж, а также Технические условия и методы контроля на болт, гайку, шайбу плоскую и т.д.
Болты
- 7798-70 Болт с шестигранной головкой класс точности Б
- 7805-70 Болты с шестигранной головкой класс точности А
- 10602-94 Болты с шестигранной головкой с диаметром свыше 48 мм
- 12459-67 Болты усиленные к пазам станочным обработанным
- Р52644-2006 Болты высокопрочные с шестигранной головкой
- 22353-77 Болты высокопрочные (недействующий с 1 января 2008г., введен в действие ГОСТ Р52644-2006)
- 24379.1-80 Болты фундаментные (недействующий, заменен на ГОСТ 24379.1-2012 с 01.07.2013)
- 7801-81 Болты с увеличенной полукруглой головкой и усом
- 7802-81 Болты с увеличенной полукруглой головкой и квадратным подголовком
- 7808-70 Болты с шестигранной уменьшенной головкой
- 14724-69 Болты откидные
- 4751-73 Рым Болт
- 28778-90 Болты самоанкерующиеся распорные
- 7817-80 Болты с шестигранной уменьшенной головкой для отверстий из под развертки
Винты
- 10336-80 Винты невыпадающие
- 10341-80 Винты невыпадающие с полукруглой головкой
- 10621-80 Винт самонарезающий с полукруглой головкой
- 11074-93 Винты установочные с плоским концом и шестигранным углублением
- 11075-93 Винты установочные с цилиндрическим концом и шестигранным углублением
- 11738-84 Винты с цилиндрической головкой и шестигранным углублением
- 12458-67 Винты с буртиком
- 12463-67 Винты нажимные с рукояткой звездообразной
- 13428-68 Винты нажимные с цилиндр. концом для стан. присп..pdf
- 13429-68 Винты нажимные с концом под пяту для стан. присп..pdf
- 1476-93 Винты установочные с коническим концом прямым шлицем
- 1477-93 Винты установочные с плоским концом прямым шлицем
- 1491-80 Винт с цилиндрической головкой
- 17473-80 Винты с полугруглой головкой
- 17474-80 Винты с полупотайной головкой
- 17475-80 Винты с потайной головкой
- 8878-93 Винты установочные с коническим концом и шестигранным углублением
Гайки
- 10605-94 Гайки шестигранные диаметром свыше М48
- 11860-85 Гайки колпачковые
- 11871-88 Гайки круглые шлицевые
- 12460-67 Гайки с контрящим винтом
- 12461-67 Гайки с трапецеидальной резьбой шестигранные высокие
- 12462-67 Гайки с трапецеидальной резьбой шестигранные с буртиком
- 13426-68 Гайки с рукояткой для станочных приспособлений
- 13427-68 Гайки с отверстием под рукоятку для стан. присп.
- Р52645-2006 Гайки высокопрочные
- 22354-77 Гайки высокопрочные (с 1 января 2008г. отменен)
- 2524-70 Гайки шестигранные с уменьшенным размером под ключ
- 3032-76 Гайки Барашки
- 5915-70 Гайки шестигранные класс точности Б
- 5916-70 Гайки шестигранные низкие
- 5918-73 Гайки шестигранные прорезные и корончатые
- 5927-70 Гайки шестигранные класс точности А
- 9064-75 Гайки для фланцевых соединений
Заклепки
- 10299-80 Заклёпки с полукруглой головкой
- 10299-80 Заклёпки
- 10300-80 Заклёпки с потайной головкой
Кольца стопорные
- 13940-86 Кольца пружинные упорные плоские наружные концентрические
- 13941-86 Кольца пружинные упорные плоские внутренние концентрические
- 13942-86 Кольца пружинные упорные плоские наружные эксцентрические
- 13942-86 Кольца пружинные упорные плоские наружные эксцентричные
- 13943-86 Кольца пружинные упорные плоские внутренние эксцентрические
- 13943-86 Кольца пружинные упорные плоские внутренние эксцентричные
Шайбы
- 10450-78 Шайбы уменьшенные
- 10462-81 Шайбы стопорные с внутренними зубьями
- 10906-78 Шайбы косые
- 11371-78 Шайбы плоские
- 11648-75 Шайбы упорные быстросъёмные
- 11872-89 Шайба стопорная многолапчатая
- 13439-68 Шайбы конические для станочных приспособлений
- 13463-77 Шайбы стопорные с лапкой и носком
- 13464-77 Шайбы стопорные с лапкой уменьшенные
- 13943-86 Шайба стопорная внутренняя
- Р52646-2006 Шайбы высокопрочные
- 22355-77 Шайбы высокопрочные (с 1 января 2008г. отменен)
- 3057-90 Пружины тарельчатые
- 6402-70 Шайбы пружинные
- 6958-78 Шайбы увеличенные
- 9065-75 Шайба для фланцевых соединений
- 9065-75 Шайбы для фланцевых соединений
Шпильки
- 10494-80 Шпильки для фланцев с линзовым уплотнением
- 22034-76 Шпильки с ввинчиваемым концом 1-25d
- 22041-76 Шпильки с ввинчиваемым концом 2-5d А
- 22040-76 Шпильки с ввинчиваемым концом 2-5d В
- 22042-76 Шпильки для деталей с гладкими отверстиями В
- 22043-76 Шпильки для деталей с гладкими отверстиями А
- 9066-75 Шпильки для фланцевых соединений
Шплинты
- 397-79 Шплинты
Штифты
- 3128-70 Штифты цилиндрические незакалённые
- 3129-70 Штифты конические незакалённые
- 9464-79 Штифты конические с внутренней резьбой незакалёные
- 9465-79 Штифты конические с резьбовой цапфой незакалённые
Шурупы
- 1144-80 Шурупы с полукруглой головкой
- 1145-80 Шурупы с потайной головкой
- 1146-80 Шурупы с полупотайной головкой
- 11473-75 Шурупы с шестигранной головкой
Тех. условия и методы контроля
- 13152-67 Приспособления станочные
- 14724-69 Приспособления станочные
- 1491-80 Винты конструкция и размеры
- 1759.0-87 Болты винты шпильки гайки ТУ
- 1759.1-82 Болты винты шпильки гайки шурупы Допуски методы контроля
- 1759.2-82 Болты винты шпильки Дефекты поверхности методы контроля
- 1759.3-83 Гайки дефекты поверхности методы контроля
- Р52643-2006 Болты гайки шайбы высокопрочные ТУ
- 22356-77 Болты гайки шайбы высокопрочные ТУ (с 1 января 2008г. отменен)
- 23360-78 Соединения шпоночные размеры допуски
- 24071-97 Сегментные шпонки нормы взаимозаменяемости
- 24379.0-80 Болты фундаментные ТУ (недействующий, заменен на ГОСТ 24379.0-2012 с 01.07.2013)
- Р50403-92 Винты с потайной головкой ТУ
- Р50404-92 Винты с цилиндрической скруглённой головкой прямым шлицем ТУ
- Р50405-92 Винты с цилиндрической головкой прямым шлицем ТУ
- Р50406-92 Винты с полупотайной головкой ТУ
Основные характеристики гаек из углеродистой и легированной стали (ГОСТ 1759.5-87)
Таблица составлена для отображения твердости гаек с резьбой, имеющей крупный шаг. Важно, что нижние границы твердости приводятся только для гаек, которые были подвергнуты термообработке, либо нет реальной возможности предварительно испытать их, дав экспериментальную нагрузку. Во всех остальных случаях сведения о минимальных значениях твердости носят только справочный характер.
| Номинальный диаметр резьбы d, мм | Класс прочности | ||||||||||
| 04 | 05 | 4 | |||||||||
| Напряжение от пробной нагрузки σF ,МПа | Твердость по Виккерсу HV | Напряжение от пробной нагрузки σF, МПа | Твердость по Виккерсу HV | Твердость по Роквеллу НRСэ | Напряжение от пробной нагрузки σF , МПа | Твердость по Виккерсу HV | |||||
| не менее | не более | не менее | не более | не менее | не более | не менее | не более | ||||
| <4 | 380 | 188 | 302 | 500 | 272 | 353 | 27,8 | 36 | — | — | — |
| 4 -7 | |||||||||||
| 7- 10 | |||||||||||
| 10- 16 | |||||||||||
| 16-48 | 510 | 117 | 30 | ||||||||
| Номинальный диаметр резьбы d, мм | Класс прочности | ||||||||||
| 5 | 6 | 8 | |||||||||
| Напряжение от пробной нагрузки σF, МПа | Твердость по Виккерсу HV | Напряжение от пробной нагрузки σF МПа | Твердость по Виккерсу HV | Напряжение от пробной нагрузки σF, МПа | Твердость по Роквеллу НКСэ | Твердость по Виккерсу HV | |||||
| не менее | не более | не менее | не более | не менее | не более | не менее | не более | ||||
| <4 | 520 | 130 | 302 | 600 | 150 | 302 | 800 | 170 | 302 | — | — |
| 4-7 | 580 | 670 | 810 | 188 | |||||||
| 7 — 10 | 590 | 680 | 830 | ||||||||
| 10 — 16 | 610 | 700 | 840 | ||||||||
| 16-48 | 630 | 146 | 720 | 170 | 920 | 233 | 353 | 38 | |||
| Номинальный диаметр резьбы d, мм | Класс прочности | ||||||||||||
| 9 | 10 | 12 | |||||||||||
| Напряжение от пробной нагрузки σF. МПа | Твердость по Виккерсу HV | Напряжение от пробной нагрузки σF МПа | Твердость по Виккерсу HV | Твердость по Роквеллу НКСэ | Напряжение от пробной нагрузки σF, МПа | Твердость по Виккерсу HV | Твердость по Роквеялу НКСэ | ||||||
| не менее | не более | не менее | не более | не менее | не более | не менее | не более | не менее | не более | ||||
| < 4 | 900 | 170 | 302 | 1040 | 272 | 353 | 28 | 38 | 1150 | 295 | 353 | 31 | 38 |
| 4- 7 | 915 | 188 | 1040 | 1150 | |||||||||
| 7- 10 | 940 | 1040 | 1160 | ||||||||||
| 10- 16 | 950 | 1050 | 1190 | ||||||||||
| 16-48 | 920 | 1060 | 1200 | — | — | ||||||||
Для гаек, класс прочности которых соответствует 0,4, 4, 5, 6 и 9 минимальные показатели твердости НКСэ не определены. Верхняя граница твердости не должна превышать HRC 30.
Классы прочности гаек с высотой 0,8d, рассчитанных на резьбу не менее 0,6d, обозначается показателем, характеризующим предельно допустимый класс прочности болтов, рекомендованных для использования с ними, который соответствует сотой части экспериментального напряжения, зафиксированного в процессе испытаний.
Классы прочности гаек, высота которых варьируется от 0,5 до 0,8d, рассчитанных на резьбу от 0,4 до 0,6 d, обозначается двумя цифрами. Первая указывает, на максимально допустимую способность гайки в сочленении с болтом выдерживать нагрузку, которая меньше, чем тот же показатель для закаленной оправки и гайки, высота которой больше, чем 0,8d.
ГОСТ 1759.5-87 утвержден для регламентации химических характеристик и наиболее предпочтительных марок стали, используемых для производства гаек.
ПРИЕМКА
3.1. Правила приемки болтов, винтов, шпилек и гаек — по ГОСТ 17769.
3.2. Каждая партия крепежных изделий должна сопровождаться документом о качестве с указанием:
наименования или товарного знака завода — изготовителя;
условного обозначения изделия;
перечня и результатов проведенных испытаний;
массы нетто партии;
средств временной противокоррозионной защиты и срока защиты.
Примечания: 1. Допускается вкладывать документ о качестве изделий в тару или конвейер, при этом должна обеспечиваться сохранность его при транспортировании.
. До 01.01.92 обязательными испытаниями являлись:
по ГОСТ 1759.4 для классов прочности 8.8 — 12.9 определение временного сопротивления и определение ударной вязкости; для классов прочности 4.8; 5.8; 6.8 испытание на прочность соединения головки со стержнем;
по ГОСТ 1759.5 для классов прочности 8 — 12 испытание пробной нагрузкой.
Остальные испытания проводят по требованию потребителя.
(Измененная редакция, Изм. № 1).
Материалы для изготовления крепежных деталей
Хотя элементы крепежа выполняются не только из металлов, но и пластиков, дерева и других материалов, основной интерес вызывают крепежи, изготовленные из различных типов сталей, цветных металлов и сплавов. В силу высокой стоимости последних, основную массу производимого крепежа делают из различных марок сталей. Выбираемый материал зависит от требований к механическим и физико-химическим характеристикам крепежных изделий и определяется таблицей, которая приведена ниже:
| Марка стали крепежа | предел прочности σв, МПа | предел текучести σт, МПа | относительное удлинение σ5, % | ударная вязкость, aH, Дж/см2 | |
| Болты | Гайки | не менее | |||
| 12Х18Н10Т | 12Х18Н9Т, 10Х17Н13М2Т | 520 | 200 | 40 | 40 |
| 20Х13 | — | 700 | 550 | 15 | 60 |
| 14Х17Н2 | 20Х13, 14Х17Н2 | 650 | 12 | 60 | |
| 10Х11Н23Т3МР 13Х11Н2В2МФ | — Х12Н22Т3МР | 900 | 550 | 8 | 30 |
| 25Х1МФ | 25Х2М1Ф 20Х1М1Ф1ТР | 750 | 10 | 30 | |
Выбор определяется требованиями к коррозионной стойкости, температурной прочности, возможности работы под давлением, в агрессивных средах, наличию или отсутствию определенных магнитных свойств и т.п.
В целом ряде случаев, когда к крепежным элементам предъявляются высокие требования по коррозионной стойкости, массе, прочности, габаритам, высокой жаростойкости, отсутствии искры при ударе и множества других, для их изготовления используют другие металлы и сплавы. Речь идет о латуни, титане, тантале, бериллиевых сплавах, алюминиевых, вольфрамовых и других.
Защитные покрытия крепежных элементов
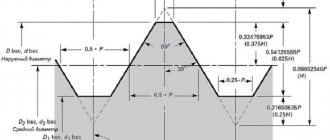
Крепежные элементы дополнительно защищаются с помощью создания оксидных пленок (оксидирования), а также покрытиями различного типа. Выбор покрытия определяется техническими требованиями, толщина зависит от размеров крепежа и шага резьбы. В частности, для самых популярных вариантов:
- При шаге резьбы P < 0.4 мм, толщина покрытия изменяется в диапазоне 3-6 мкм;
- При шаге резьбы 0.4 < P < 0.8 мм, толщина составляет 6-9 мкм;
- При шаге резьбы от P > 0.8 мм, толщина покрытия составляет 9-12 мкм.
Все необходимые определения содержатся в ГОСТ 1759.4—87. Покрытия должны соответствовать требованиям, указанным в табл.2:
| Обозначение | Покрытие | Рабочая температура, t °C, не боле |
| 00 | Крепёж без покрытия | |
| 01 | Цинковое покрытие крепежа с хроматированием | 300 |
| 02 | Кадмиевое покрытие с хроматированием крепежных деталей | 200 |
| 03 | Многослойное медно-никелевое покрытие крепежа | 600 |
| 04 | Многослойное медно-никелево-хромовое | 600 |
| 05 | Оксидное покрытие крепежа | 200 |
| 06 | Фосфатное с промасливанием покрытие крепежных изделий | 200 |
| 07 | Оловянное покрытие крепежа | 150 |
| 08 | Медное покрытие крепежных деталей | 600 |
| 09 | Цинковое покрытие крепежа (оцинкованный крепёж) | 200 |
| 10 | Оксидное анодизационное покрытие крепежа с хроматированием | 200 |
| 11 | Оксидное из кислых растворов покрытие крепёжных изделий | 200 |
| 12 | Серебряное покрытие крепежа | 600 |
| 13 | Никелевое покрытие крепёжных изделий | 900 |
Виды вредных факторов, влияющие на крепежные изделия
Среди большого количества факторов,опасных для метиза, мы можем выделить основные:
- Кислородное окисление.
- Окисление, усиленное повышенной влажностью.
- Сильное давление.
- Влияние опасных химических примесей.
- Высокая, или, наоборот, слишком низкая температура.
- Резкие и частые перепады температуры и давления.
История развития технологий показала, что лучший способ избежать воздействия большинства вредных факторов (помимо изготовления метиза из качественного сырья) — это обработка поверхности крепежного элемента защитными составами. Единственная альтернатива этому — изолирование места креплений с метизами. Однако такой способ обычно непрактичный, дорогой и ресурсозатратный.