Сварка по металлу известна минимум с 17 века. Но в тот период виды сварки по металлу были немногочисленны: кузнечное дело и литье. Привычные нам варианты появились лишь в тот момент, когда начала использоваться электрическая дуга и виды сварки стали разнообразнее. Сегодня классификация применяемых видов сварки существенно многообразнее.
В настоящий момент используется три основных варианта выполнения работ:
- механический;
- термический;
- термомеханический.
Введение электроники позволило повысить производительность и точность, автоматизировало процесс.
Физика, химия, немного лирики
Сварка — процесс неразрывного соединения разных конструкций нагреванием, деформированием или использованием того и другого.
Если коротко с точки зрения физики, в сварке используется либо тепло, либо давление, либо тепло с давлением вместе. Если коротко с химической точки зрения, в сварочном деле используется огромное количество разного рода порошковых лент, флюсов, электродов, газов и других комплектующих. Это зависит от материалов и условий. Благодаря химии мы имеем огромное число технических вариантов.
Важно! Мы не будет грузить вас полными списками видов сварки или всеми классификациями, какие существуют. Нам не хватит бумаги писать, вам не хватит терпения читать. Разобраться в логике группировки сварочных способов, чтобы потом легко находить информацию по каждому конкретному виду. В сети много сайтов, посвященных сварке: есть где найти все, что нужно.
Требования к сварочным швам
Требования, которые могут предъявляться к сварочным швам, по большей мере зависят от конечного назначения готовой конструкции. Тем не менее можно выделить несколько общих требований, которым должны удовлетворять соединения такого типа. Твёрдость и предел прочности сварного соединения должны иметь такие же показатели (или близкие), как и показатели основного металла. Испытания проводят на специальном оборудовании с образцом готового изделия.
Визуально контроль качества шва проверяют следующим образом. После завершения сварочных работ, производится очистка швов от шлака и окислов, также убираются все вспомогательные приспособления. Шов должен быть однородным, мелкочешуйчатым и иметь равномерную ширину. Наплывы, прожоги, сужения или перерывы должны отсутствовать. Металл, который наплавлен должен быть однородным, не иметь пор или поверхностных трещин.
Принципы классификаций, обзор
Классификация способов дуговой сварки.
Классификация видов сварки проводится по самым разным критериям, они аккуратно укладываются в смысловые рамки. Какие критерии самые важные? Пройдемся по некоторым, для начала лучше увидеть общую картинку.
Сколько видов сварки существует на сегодняшний день? Можно назвать цифру 150 со словом «около». Можно 250. Но цифры называть не советуем. Пока вы читаете эту статью, число видов может измениться – технологии на месте не стоят. А вот какая бывает сварка по материалам, физическим процессам, популярности, способам управления – говорить нужно, это как раз те самые принципы классификации, которые нам нужно понимать.
Пример простой понятной классификации по источнику энергии в сварке:
- электрический ток;
- электрическая дуга;
- трение;
- газовое пламя;
- лазерное излучение;
- электронный луч;
- ультразвук.
Еще один пример списка по типу сварочных швов. Их много, целые гроздья разных видов:
- стыковые, угловые швы – по соединению краев;
- по форме, длине – швы горизонтальные, вертикальные, кольцевые, прямолинейные, прерывистые, сплошные, длинные, короткие, средние;
- по виду используемого материала – швы для стали, цветных металлов, биметаллов, полиэтилена и др.;
- по объему наплавливаемого металла – усиленные, ослабленные, нормальные швы;
- по форме – продольные, поперечные швы;
- по количеству наложения слоев – сплошные, прерывистые, прихваточные, многослойные.
«Швейный» список можно продолжить, но нам важно понять общие принципы, поэтому заканчиваем с лирикой, двигаемся к главным способам.
Возможные дефекты сварочных соединений и швов
Электрическая сварка –это сложный процесс и не всегда все идет гладко.
В результате ошибок в работе швы и соединения могут иметь различные дефекты, среди которых:
- Кратеры. Небольшие углубления в валике сварочного шва. Могут появляться в результате обрыва дуги или ошибки в выполнении конечного фрагмента шва.
- Поры. Сварочный шов становится пористым в результате загрязнения кромок деталей ржавчиной, маслом и др. Кроме того, пористость может появиться при слишком быстром охлаждении шва, при высокой скорости сварки и при работе непросушенными электродами.
- Подрезы. Выглядят как небольшие углубления с обеих сторон шовного валика. Появляются при смещении электродов в направлении вертикальной стенки при сваривании угловых соединений. Помимо этого, подрезы образуются при работе длинной дугой или если значения сварочного тока слишком высоки.
- Включения шлака. Внутри сварочного валика находятся кусочки шлака. Это может случиться при загрязнении кромок, высокой скорости сварки или в том случае, если сварочный ток слишком мал.
Это наиболее часто встречающиеся дефекты сварочных швов, но могут быть и другие.
Дополнительная информация по свариванию вертикальных и горизонтальных швов электросваркой представлена в этой статье.
Основные понятие процесса сварки
Сварка – это технологический процесс создания надежных соединений путем нагревания, либо пластической деформации с установлением межатомных связей в последствии. Структура изделий получается не прерывной. К электроду и сварочному материалу через инвертор подводится энергия. Сначала плавится металл электрода, так получается сварочная ванна, в этой ванне происходит смешивание электрода с основным материалом, а шлаки, всплывающие на поверхность служат защитной пленкой. Процесс сварки – это ничто иной, как затвердевание металла после всех вышеперечисленных воздействий. Электроды бывают нескольких видов – плавящиеся (плавится прут электрода) и неплавящиеся (при неплавящемся электроде применяют присадочную проволоку, которая плавится в ванной отдельно).
Как правильно варить дуговой сваркой
Подготовительные работы
- правка деталей, предназначенных для сварки. Править металл можно как вручную, на правильных плитах, так и на различных листоправильных вальцах. Сильно деформированный металл иногда требует правки в горячем состоянии.
- разметка. Лист размечают согласно чертежу (или эскизу) с помощью измерительных инструментов и шаблонов. Размечая деталь, следует иметь в виду, что в процессе сваривния детали укорачиваются. Поэтому надо на каждый поперечный стык оставлять припуск в 1 мм, а на каждый погонный метр продольного шва – 0,1-0,2 мм;
- резка;
Очистка
Этой операции подвергаются основной материал и присадочный. На них не должно быть окалины, ржавчины, масел и других загрязнений: даже незначительное количество загрязнений приведет к дефектам сварного шва, снижению его прочности, а следовательно и надежности готового изделия. Особенно тщательно следует очистить кромки и прилегающих к ним зон шириной 25-30 мм;
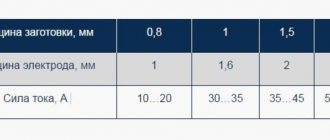
Подготовка кромок
Форма кромок зависит от толщины листа. Они должны быть притуплены одинаковым радиусом, а зазор между ними должен быть одинаковым по всей длине будущего сварного шва;
Сборка
На эту операцию приходится до 30% общей трудоемкости. Для удобства используются различные шаблоны и инструменты, и сварочные приспособления. Сборку надо производить в той последовательности, чтобы предыдущая операция не мешала выполнению последующей.
Технологические свойства сварочных работ
Существует множество технологических разновидностей видов сварочных работ в зависимости от материала и оборудования, наиболее распространенные из них: дуговые, электрошлаковые, газовые, световые, плазменные и электронно-лучевые.
Виды сварки по видам механизации и бесперебойности технологических свойств: воздушные, вакуумные, пенные, по флюсные и под флюсные виды.
По степени расплавления металла сварка подразделяется на атмосферную и струйную. Для струйной сварки характерно расплавленное вещество на шве.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Процесс сварки
Вне зависимости от количества видов сварки существуют 3 основных этапа процесса сварки, присущей всем технологическим разновидностям, это:
- Формирование контакта;
- Образование связи;
- Создание шва.
Формирование контакта
Формирование контакта происходит в результате доведения металла до температуры плавления или кипения, главное не перепутать сварочную ванну с плавкой железа.
Образование химической и металлической связи
Второй, наиболее важный шаг – образование сварочной ванны, она всегда выглядит одинаково вне зависимости от вида сварки. Ванна возникает в результате сплавления металла и вспомогательного материала, к примеру электрода под воздействием, температуры, на вид как белое пятно. От ширины и длины этого пятна зависит качество шва.
Создание и типы прочного соединения
Основными качественными характеристиками швов являются их ширина и высота.
По типу соединения выделяют (самые распространенные):
- стыковые – детали в одной плоскости (сваривают трубы, листы и тд).
- нахлесточные – детали располагаются параллельно, только одна идет внахлест к другой (сваривают листы, толщина которых не более 12 мм).
- торцовые – сваривают 2 торца элементов.
- угловые – элементы располагаются под углом друг к другу.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Приварим намертво, недорого, звоните
Прихватка конструкций перед сваркой.
Основные способы сварки – частое, но неверное определение классификации в данном контексте. Правильнее будет «самые популярные».
Перед вами тройка заслуженных призеров:
- Ручная дуговая — золото.
- Газовая — серебро.
- Полуавтоматическая — бронза.
Каждый призер относится к разным сварочным семействам, по идее их лучше описывать на своих законных местах вместе с близкими «родственниками». Но мы поступим неправильно – представим сварочных чемпионов в начале обзора.
Ручная дуговая сварка РД
Народная любимица №1, самый распространенный вид в быту и в промышленности. Три главных слова в РД – простота, дешевизна, транспортабельность. Физика процесса заключается в плавке специального покрытого электрода, который оставляет за собой след в виде варочного шва. Электроды применяются разные, в зависимости от металла. Дуга – это расстояние между электродом и поверхностью металла, который играет роль второго электрода.
По сути дуга представляет собой сильнейший разряд в газовом пространстве (воздухе). При РД плавятся три предмета: края двух соединяемых поверхностей с электродом. Чем лучше смешиваются продукты тройной плавки (для этого электрод двигают влево и вправо), тем качественнее шов.
Сварка РД имеет серьезные преимущества перед другими видами:
- способу РД легко научиться;
- варить можно в любых положениях в пространстве;
- варить можно самые разные металлы, в продаже есть электроды на любой вкус;
- доступное транспортабельное оборудование
Газовая сварка
Народная чемпионка №2, заслуженная серебряная медаль. Вот когда сварщики возят с собой газовые баллоны: им нужна смесь кислорода с каким-нибудь горючим газом – ацетиленом, пропаном или бутаном. Физика процесса – тоже плавление, но тепло подается не электродом, а газовой горелкой. Металл поверхностей плавится факелом горелки, процесс происходит плавно и довольно медленно. Чем толще слой металла, тем медленнее он плавится.
В чем газовая сварка лучше других способов:
- отлично варятся цветные металлы;
- оборудование проще, чем электрических методов;
- возможность контролировать смесь и пламя;
- не нужен мощный источник энергии, метод автономен.
Без минусов не обойтись, «газовые» недостатки следующие:
- очень медленный нагрев поверхностей;
- низкая концентрация тепла из-за рассеивания;
- высокая стоимость электричества.
По стоимости электричества дуговые способы могут поспорить с газовыми: при РД электричество тоже тратится нещадно. Но в итоге газовый метод из-за своей «тихоходности» обходится значительно дороже.
Важно! Там, где есть пара слов «горючий газ», обязательно присутствует вторая пара «техника безопасности». Правила по безопасности хорошо регламентированы, но выполнение требований несет дополнительные затраты денег и времени. Кстати, газовой сварке больше 100 лет – вот она, нержавеющая классика, аплодисменты.
Полуавтоматическая сварка
Классификация сварочной дуги.
Бронзовый чемпион, замыкает популярную тройку, но по своим перспективам легко обойдет первых призеров. По сути это вид знакомого нам дугового вида, прогрессивная эволюция РД. Отличается большим количеством технологических нюансов, вариантов, инструкций. Нам достаточно знать то, что «автоматическая часть» метода – это подача сварочной проволоки.
Ручная часть – сам процесс сварки с контролем подачи проволоки. Варить можно с газом (углекислым газом для новичков, аргоном для профессионалов), можно без газа, с подачей прямого тока. Вариант без газа любят в гаражах и на дачных участках, в этом случае нужна специальная порошковая или флюсовая проволока. Когда она горит, образуется газ с парами, которые защищают область горения.
Полуавтомат – безальтернативный метод на СТО: кузовные работы проводятся только с его помощью. В полуавтомате используются газ и специальная проволока вместо привычного электрода. Газ из горелки с проволокой подаются в сварочный рукав. В итоге процесс защищен от воздействия внешней среды. Режимы процесса определяет сварщик в зависимости от толщины металла.
У полуавтоматического метода серьезные преимущества перед другими видами:
- отличное качество шва;
- высокая скорость работы;
- удобство в работе;
- варятся как цветные и черные металлы;
- можно варить заржавевшие или оцинкованные металлы;
- широкий выбор материалов, скромные финансовые затраты.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Варим металлы
С народными любимцами разобрались, приступаем к «правильным» классификациям.
Начнем с настоящих тяжеловесов – типов сварки металлов, которые подразделяются на три группы по:
- Физическим признакам.
- Техническим признакам (механизация, непрерывность процесса, защита металла).
- Технологическим признакам (отдельные классификации для каждого способа – например, виды электродов).
По физическим признакам мы имеем три главных класса для всех видов сварки металлов:
Термический класс – сварочный процесс заключается в плавлении тепловой энергией:
- газовой;
- дуговой;
- лазерной;
- лучевой, термитной и т.д.
Важно! Основные виды сварки плавлением – самые распространенные в быту и в промышленности. Это самый густонаселенный класс, подавляющее большинство сварочных методов относится к нему.
Механический класс с использованием механической энергии:
- ультразвуковой;
- холодной;
- трением;
- взрывом и т.д.
Таблица сварки металлов.
Термомеханический класс, способы совместного действия тепловой энергии и давления:
- кузнечные;
- диффузионные;
- контактные и т.д.
В качестве примера варки металлов представляем МАДП – механизированную аргонодуговую сварку плавящимся электродом. Настоящий гибрид для электро-газового соединения металлов. Без него невозможная сварка цветных металлов или сложных сплавов.
Преимущества МАДП:
- соединение любых сплавов;
- устойчивость формы изделия из-за слабого нагрева;
- электроды нужно менять редко;
- широчайшая сфера использования;
Недостатки:
- сложно для новичков;
- невысокая скорость выполнения.
Правильный выбор – основа успеха
Ознакомиться с изделиями и приобрести сварочное оборудование можно на официальном сайте компании. Здесь же можно оставить заявку на приобретение оборудования для газовой сварки. В отдельных разделах сайта представлены аппараты ручной дуговой сварки и аппараты для аргонодуговой сварки. Владельцев малых и средних предприятий, связанных с производством металлоизделий, заинтересуют сварочные полуавтоматы MIG/MAG.
Варим полиэтилен
Области применения сварки пластмасс.
Что можно варить кроме металлов? Керамику. Стекло. Но на втором почетном месте стоят пластмассы или полимеры, прежде всего это полиэтиленовые трубы. С полиэтиленом можно работать терморезисторным, электромуфтовым методами, можно электросопротивлением: эти термины перечисляются в технической литературе. Не пугайтесь, все варианты можно называть коротко – сварка НЗ. НЗ – закладные нагреватели.
Суть процесса – расплавление полиэтилена в местах соединения с помощью металлических спиралей электрического нагревателя, который заложен в деталь. Способ чрезвычайно популярен, у него большие перспективы в промышленности: применяется в различных трубопроводах, замене старых металлических труб новыми полиэтиленовыми, установке и ремонте, развитии новых полимерных технологий.
В работе с пластмассами применяется еще один способ НИ или сварка нагретым инструментом. Самый простой вариант подвода тепла для нагрева полимерных поверхностей. Для работ с НИ существует множество вариантов сварочных инструментов – от простого электропаяльника для маленьких деталей до специальных сварочных аппаратов различной величины. Уважающие себя сантехники держат в своих рабочих чемоданах такого рода аппараты в обязательном порядке.
Кстати, способы сварки НЗ и НИ входят в том числе в список владения обязательными методами профессионального сварщика с подтвержденной квалификацией, например, аттестацией от НАКС — Национального Агентства Контроля Сварки.
Теперь классификация по типу механизации процесса:
- Автоматическая
- Автоматизированная
- Механизированная
- Ручная, начнем с нее.
Ручная сварка
Примеры сварных соединений.
Несмотря на быстрый рост новых автоматизированных способов, ручные методы незаменимы во многих случаях, этот вид сварки давно занимает законное важное место в современных технологиях.
Преимущества ручных способов:
- можно варить в труднодоступных местах;
- в разных положениях в пространстве;
- можно быстро переходить от одного материала, которые плавим, к другому;
- выбор электродов на любой вкус для любых видов стали;
- оборудование легко перевозить, просто обслуживать.
Кроме знакомого нам электрического дугового способа к этой группе относится ручной вариант аргонодуговой сварки с теми же принципами действия, как и механизированный вариант, о котором писалось выше.
К ручным видам относится точечная сварка своими руками, контактная метод, который возможен в домашних условиях в отличие от других контактных способов, применяемых только в промышленности.
Классическая газовая сварка также относится к ручным способам.
Виды защиты металлов при сварке
Разбрызгивание горячего металла является основной проблемой любых сварочных работ. Это происходит не только при ручном электродуговом способе, но и при полуавтоматическом даже в среде защитных газов. Брызги застывают и образуют на поверхности конструкции нагар и другие дефекты, тем самым снижая качество готовых металлоконструкций.
В некоторых случаях, например, из-за расположения шва в труднодоступном месте, нет возможности удалить металлические брызги механическим способом: срубить или отшлифовать. Поэтому рекомендуется зону шва на поверхностях свариваемых элементов предварительно обработать специальными средствами для защиты – пастой или жидкостью от налипания металлических брызг.
На сегодняшний день выпускается множество защитных составов для различных видов сварки металлов:
- жидкие средства, расфасованные в канистры и бутыли, наносятся на металлические поверхности кистью или распыляются через пульверизатор;
- аэрозоли, выпускающиеся в специальных флаконах;
- пасты, расфасованные в металлические или пластиковые банки с широким горлом.
Все защитные средства рекомендуется наносить в строгом соответствии с прилагаемой инструкцией изготовителя.
Сварщики с большим опытом работы иногда пользуются своими рецептами защитных составов. Например, мел, растворенный в воде до консистенции пасты, хорошо защищает поверхности от налипания металлических брызг. Такую самодельную пасту наносят на участок вокруг будущего шва, оставляя чистыми кромки.
По завершении сварочных работ требуется тщательно очистить поверхности шва и зону вокруг него от защитного покрытия. В состав многих средств для защиты металлических поверхностей от брызг входят масляные и жиросодержащие компоненты, значительно снижающие адгезию. Поэтому прежде чем нанести защитный слой, необходимо тщательно обезжирить участок обрабатываемой металлической поверхности.
Изобретатели сварочных технологий внесли большой вклад в развитие научно-технического прогресса. Наряду с уже известными способами создания неразрывного соединения, появились новые виды сварки металла. СМТ технология (Cold Metal Transfer), основанная на холодном переносе металла, позволяет качественно выполнить многие виды сварочных работ.
Новые методы сплавления металлических поверхностей успешно внедряются во все области промышленности, машиностроения и строительства. Именно благодаря сварке человечество получило большие корабли, самолеты, современные автомобили и мосты, способные выдерживать многотонные нагрузки.
Автоматические способы
Классификация способов сварки с помощью автоматизации:
- Электродуговая технология.
- Газоэлектрическая, электрическая дуга защищена газом, чаще всего – инертным типа аргона или гелия.
- Электрошлаковая технология.
Сварка вольфрамом — схемы применения.
Электродуговой способ: близкая родственница ручной дуговой — автоматическая сварка под флюсом или АФ – разновидность дугового способа с великолепными показателями производительности. Здесь тоже используется плавящийся электрод, вся работа проводится под специальным защитным слоем флюса. В ручном дуговом способе серьезный риск горения в воздухе самой дуги, поэтому сила подаваемого тока ограничена.
При АФ дуга защищена слоем флюса, риска горения нет. Сила сварочного тока никак не ограничена. Это делает возможным глубокое проплавление металла, в результате чего получается шов отличного качества. Слой флюса предотвращает разбрызгивание металла, его потери в процессе. Полная механизация метода позволяет допускать к АФ менее квалифицированных сварщиков. В итоге производительность способа АФ выше ручного дугового в 5 – 10 раз. Будем честными и представим недостатки АФ, их немного:
- флюсы стоят недешево;
- имеется вредное воздействие на оператора;
- работать можно только в ограниченном пространстве.
Электрошлаковая технология, «тяжелая артиллерия» на современном промышленном фронте. Это принципиально новый бездуговой способ плавления. Источником тепловой энергии выступает не дуга, а переменный ток, который проходит сквозь расплавленный шлак. Поверхности металла покрываются шлаком, который нагревается. Таким образом можно варить металлы практически любой толщины.
Преимущества бездуговой технологии:
- качественные плотные швы;
- швы сложной формы;
- отсутствие деформаций, особенно угловых;
- не нужно обрабатывать кромки;
- простота выполнения
- автоматизация труда, минимальное участие человека
Метод применяется в основном для крупногабаритных конструкций.
Особенности выбора подходящего вида и техники сварки
Классификация видов сварки настолько широка, что довольно часто специалисты (особенно начинающие) задаются вопросом — какие виды сварки существуют, с помощью которых даже непрофессионал смог бы осуществлять сваривание и получать при этом стыки безупречного качества.
Если перечислить все виды сварок не составит особых затруднений, то однозначно ответить какой из них самый лучший невозможно. Дело в том, что каждый среди тех какие виды сварки есть отличается техникой исполнения и используемым оборудованием. Также рассматривать необходимо и то, какими достоинствами и недостатками обладают конкретные виды сварок и их применение имеет четкое ограничение.
Аргоновая сварка
Сущность методики состоит в применении неплавящихся электродов. Преимуществами являются:
- идеальная фиксация тонких элементов;
- возможность контролировать глубину прогрева металла;
- намного меньше брызги от искр если сравнивать другие виды сварок, какие бывают и активно применяются;
- ровный, равномерный, красивый внешне шов, что особенно важно в случаях, где большое значение отводится эстетическим показателям готового изделия.
Недостатки:
- при ручном сваривании весьма низкая производительность;
- автоматическое соединение противопоказано для стыков с разной направленностью или слишком коротких;
- дорогостоящее оборудование.
Применяется сваривание аргоном при изготовлении металлоконструкций из алюминия, меди, титана, нержавеющей и легированной стали, сплавов цветных металлов.
Дуговая сварка
Достаточно распространенная классификация сварки, обладающая рядом положительных особенностей:
- возможность соединять детали в любых пространственных положениях;
- универсальность применения в местах с ограниченным доступом;
- рабочий процесс доступен на переменном и постоянном токе;
- невысокая стоимость.
Продолжением преимуществ выступают также и минусы:
- швы не отличаются желаемым качеством, на них присутствуют непровары и бугорки;
- весьма низкий КПД из-за высокого количества отходов;
- не подходит для состыковки тонких заготовок;
- низкие показатели производительности.
Применяют дуговую технику для изготовления лестниц, навесов, ограждений, стыковки труб, монтажа магистральных трубопроводов. Высокими эстетическими свойствами шов не отличается, но если выбирать какие виды сварки существуют для создания изделий из толстого металла, то одним из лучших способов считается дуговой.
Газопламенная техника
Сопоставляя современные виды сварки, которые подойдут для сваривания изготавливаемых из труб узлов и соединений, а также для монтажа трубопроводов среднего и малого диаметров, то здесь стоит отдать предпочтение газовому способу.
Очевидные преимущества:
- полная независимость от электропитания;
- удобность транспортировки оборудования из одного места в другое;
- отсутствие перегрева и прожогов металла;
- возможность создавать внутренние швы в трубах маленького диаметра.
Но есть у методики и некоторые недостатки. Это повышенные требования к профессионализму сварщика, достаточно большая площадь нагрева, низкие коэффициенты производительности.
Сваривание полуавтоматом
Технология аналогична дуговой, но здесь подача электрода происходит автоматически. В числе плюсов следует отметить:
- легкость и безопасность рабочего процесса;
- экономичность;
- отменная точность и хорошая производительность;
- ровность швов;
- возможность соединять детали от 2 до 30 мм толщиной.
Отрицательные моменты полуавтоматического способа:
- невозможность скорректировать стык во время рабочего процесса, поскольку увидеть его нельзя;
- если ток больше 200А, то расплавленный металл сильно разбрызгивается и необходимо удалять все окалины;
- применять полуавтомат можно только внутри помещений.
Что касается применения, то данная техника подходит для создания и монтажа металлических ограждений, лестниц, ворот, гаражей и других конструкций.
Чтобы выбрать наиболее подходящий для конкретных целей способ состыковки элементов необходимо знать какие бывают виды сварки, проводить аналогию каждого из них и только после тщательного анализа отдавать предпочтение конкретной технологии.
Дуговые способы
Выше мы разбирались с основными понятиями и физикой дуги (знаменитая РДС — ручная дуговая, абсолютный чемпион по популярности).
Но классификация способов сварки – дело строгое, поэтому представляем виды дуговой сварки отдельно взятым семейством:
Строение и свойства электрической дуги.
Ручные дуговые:
- РАД – ручная аргонодуговая неплавящимся электродом;
- РАДН – ручная аргонодуговая наплавка.
Автоматические способы дуговых:
- ААД, ААДН, АЛСН, АППГН и т.д. – обширная семья способов с применением либо электродов (плавящихся и неплавящихся), либо проволок, либо порошковых проволок. Варить можно с газом и без.
Дуговые под флюсом:
- знакомая нам АФ, автоматическая дуговая под флюсом;
- различные приварки, наплавки с ленточными или проволочными электродами;
- механизированная дуговая.
Дуговые с покрытыми электродами:
- вот где правильное место для народной чемпионки РДС;
- ручная дуговая наплавка;
Механизированные дуговые:
- МАДП, МПГН, МСОД и т.д. – многочисленная «механическая» семья.
Механический класс
Все виды, о которых говорилось выше, относятся к первому термическому классу. Главным героем в нем выступает тепловая энергия с плавлением. Следующий класс – механический. Главные «механические» слова в данном контексте – давление и пластическая деформация.
В нем также есть стройная классификация сварки:
- Холодная сварка (ковка)
- Сварка трением
- Ультразвуковая
- Взрывом
Иногда механические методы объединяют под названием «сварка давлением», здесь есть логика, но речь идет об одном и том же.
Одна из перспективных механических технологий – сварка трением. Тепло в ней тоже присутствует, но образуется оно от силы трения. Поверхности, которые нужно сварить, вращаются, с силой сжимаются. Технология сварки трением особенно эффективна при работе с деталями круглого сечения – сверл, резцов, разверток.
Таблица видов сварки.
Виды сварки трением:
- Сварка трением с перемешиванием.
- Радиальная сварка трением.
- Штифтовая сварка трением.
- Линейная.
- Инерционная.
Рассмотрим эти типы сварки подробнее:
- Сварка трением с перемешиванием – довольно новый способ, в нем необходимо специальное оборудование для сварки трением – инструмент для вращения с двумя элементами – основанием (буртом) и наконечником (пином). Шов формируется с помощью двух процессов выдавливания и перемешивания.
- Радиальная сварка трением применяется в работах с трубами: в ней вращается кольцо между стыками, которое создает трение.
- Штифтовая сварка трением: просверливается отверстие, вводится штифт из того же металла, что детали. Штифт вращается, выделяет тепло, формирует соединение в виде металлических нитей. Великолепная технология сварки трением, когда «нужно заделать дырку».
- Линейный способ. Здесь вращения нет. Детали просто трут друг об друга до выделения тепла, повышения пластичности, затем увеличивают давление, вплоть до необратимого соединения. При этом способе образуется идеальная ровная поверхность, ни в каких других методах такой нет.
- Инерционная сварка. Движение поверхностей происходит за счет массивного вращающегося маховика, который разгоняется специальным двигателем.
Механический класс подразумевает применение давления и механического воздействия, энергии.
Сварка трением (фрикционная)
Этот способ отличается от остальных – основа его метода состоит в получении повышенных температур при помощи трения металлических заготовок. Одна из деталей вращается, затем заготовки прижимаются друг к другу с постепенным усилением прижима.
Сварка трением
Холодная сварка
Холодная сварка выполняется на пластической деформации, которая разрушает окисную пленку на поверхностях и сближает металлические элементы до образования связи между ними без применения повышенных температур. Этот метод применим к тем металлам, которые обладают хорошими пластическими свойствами: алюминий, серебро, холосто, цинк, никель и тд.
Сварка взрывом
Этот метод не сильно распространен из-за отсутствия точности технологического процесса. Подвижную деталь располагают под углом к основной детали, параллельно, при помощи контролируемого детали соединяются путем совместной пластической деформации.
Ультразвуковая сварка
Соединение и скрепление деталей происходит за счет их сдавливания между собой и воздействия ультразвуковых колебаний. Этот метод применим для точечной и контурной сварки. Ультразвук нагревает изделия и активирует диффузию, затем образуются молекулярные связи и в конце шов кристаллизуется, таким образом возникает прочное соединение.
Термомеханический класс
Третий класс с точки зрения физики: здесь используются оба вида воздействия на поверхности: тепло и давление. Представляем виды и способы сварки термомеханическим способом:
- Диффузионная. Поверхности сдавливают, затем нагревают в высоком вакууме, добиваясь взаимной диффузии атомов. Эффективен, когда металлы для сварки плохо совмещаются друг с другом или материалы разные по своей природе, например, металл с керамикой. Способ недешевый, применяется в основном в аэрокосмической сфере, других высокотехнологических отраслях.
Разновидности сварки давлением.
Все следующие пункты – виды контактной сварки
- Контактная электрическая. Здесь все просто: перед тем, как надавить, нужно хорошенько разогреть. Поверхности разогревают током в местах соединения, затем сдавливают или осаживают. Отличный высокопроизводительный способ, хорошо поддается автоматизации. Широко применяется в строительстве, машиностроении.
- Шовная контактная – разновидность контактной сварки: шов формируется электродами внахлестку.
- Точечная контактная. Между двумя электродами размещают поверхности. Ток включается после плотного сжимания, в результате чего образуется сварная точка с диаметром, равным диаметру поверхности электрода. Чрезвычайно интересна разновидность – рельефная сварка. Контакт электродов проводят по определенным заранее выступам — рельефам, которые в итоге деформируются, поверхность выравнивается.
- Точечная конденсаторная — «сварка с запасенной энергией в конденсаторах». Отличается малым потреблением мощности, применяется в работе с мелкими деталями и при использовании оптических приборов – часовых механизмов, авиационных приборов и т.д.
Для термомеханического класса характерно комбинирование применения повышенных температур и механических изделий.
Кузнечная сварка
Сварка ковкой, ручная ковка — это одни из самых старинных способов сварки. Металл разогревается до необходимой температуры и дальнейшее его соединение происходит под действие кузнечного молота, либо гидравлическим прессом.
Контактная сварка
При контактной сварке применяется электрический ток, который соединяет металлы. Данный метод предусматривает формирование электрической дуги, которая расплавляет металл. Регулирование мощности тока позволяет обрабатывать более толстые металлы.
Точечная сварка
Самый распространённый вид – это точечная контактная сварка, так как данный метод может применяться и в домашних условиях. Детали зажимаются в электродах или специальных клещах, затем между электродами пускают ток, происходит разогрев металла, электроды сжимают сильнее и происходит «проковка», металл кристаллизуется под давлением.
Рельефная сварка
На металлических заготовка имеются специально подготовленные выпуклости – рельефы, и сварочные поверхности контактируют только в зонах данных рельефов, происходит пластическая деформация этих самых рельефов во всем остальном принцип метода тот же – через детали пропускают ток под усилием сжатия металлов.
Диффузионная сварка
Основа метода – физический процесс диффузии. Как известно, металлы, плотно прижатые друг к другу могут сливаться на молекулярном уровне.
Сварка происходит к защитной среде – вакууме, либо специальных защитных газах. Детали обрабатывают от шероховатостей, промывают ацетоном для обезжиривания, далее происходит нагрев металлов и их сжатие.
Сварка высокочастотными токами
При нагреве высокочастотными токами, металл помещается в магнитное поле, в процессе этого в металле индуцируется электродвижущая сила, которая вызывает в нем ток, происходит поверхностный эффект (ток распределяется неравномерно, у поверхности он больше, благодаря этому металл греется быстрее) и эффект близости (энергия более усиленно концентрируется у поверхности за счет распространения влияния собственного переменного магнитного поля и поля других источников).
Преимущества и недостатки сварки металла как способа соединения
В век технического прогресса без сварочных технологий невозможно обойтись не только на производстве, но и в быту. У каждого взрослого человека хотя бы раз в жизни возникала необходимость надежно соединить металлические элементы – поменять водопроводные трубы, провести ремонт отопительной системы, установить металлические ворота, отремонтировать автомобиль. На сегодняшний день сварка является широко востребованной технологией.
У сварочного способа соединения металлических элементов очень много преимуществ:
- Экономия металла.
Различные виды сварки металлов обеспечивают полное использование рабочих сечений элементов в соединительных узлах. Конструкциям придается наиболее оптимальная форма, рассчитанная на необходимую нагрузку. Сварочные технологии позволяют значительно уменьшить вес соединительных элементов в сварных узлах, использовать тонкостенные металлоконструкции, исключить перерасход материалов на литники и прибыли, уменьшить припуски на механическую обработку при замене литья, свести до минимума даже незначительные дефекты и брак.Если в клепаных конструкциях заклепки и косынки составляют более 4 % от общей массы, то в сварных металлоконструкциях вес швов не превышает 1-2 %. С помощью различных видов сварки металлов можно сэкономить материалы – в сравнении с клепкой на 25 %, при замене стального литья на 25–30 %, при замене чугунного литья – на 50–60 %.
VT-metall предлагает услуги:
Различные виды современных сварочных технологий широко используются в строительстве. Они облегчают и ускоряют процесс сборки металлических конструкций, позволяют увеличить жесткость и прочность сооружений, уменьшить вес стальных элементов на 15 %. Соединение деталей сварочным способом вместо клепки позволяет сэкономить металл – при постройке доменных печей на 12–15 %, при возведении стропильных ферм – на 10–20 %, при создании конструкций подъемных кранов – на 15–20 %.
- Снижение трудоемкости работ, сокращение сроков изготовления конструкций, уменьшение их себестоимости.
Все эти преимущества стали возможными за счет экономичного расхода металлических материалов. На металлургических комбинатах при постройке больших доменных печей изготовление стального кожуха осуществляется электрошлаковым способом за 15 дней. Если бы сварочные работы велись вручную, то понадобилось бы более 30 дней, а процесс клепки занял бы от 7 до 9 месяцев.Среди различных видов сварки металлов отдельно можно выделить простые и недорогие технологии с доступным техническим оборудованием. Это позволяет выполнять сварочные работы не только в строительстве и промышленном производстве, но и на небольших предприятиях, при индивидуальных работах.
- Возможность сборки сложных конструкций
. Не всегда можно изготовить изделие с помощью ковки или отливки. В этом случае поможет сварочный метод. Легче собрать штампованную или сварнолитую металлоконструкцию из отдельно изготовленных штампованных или литых элементов. Такой способ неразъемного соединения широко применяется в машиностроении, при постройке кораблей, самолетов, железнодорожных вагонов.Существенная экономия материальных средств расширяет область применения сварочных технологий. С помощью некоторых видов сварки можно соединять элементы, которые различаются способом металлообработки или в случаях, когда для изготовления конструкции используются прокатанные профили, штампованные, литые и кованые детали. Сварочный способ хорошо подходит для изготовления сложных конструкций из разнородных металлов и сплавов, например, меди и стали.
Трудно оспорить получаемую экономическую выгоду при производстве сложных конструкций с помощью новых видов сварки металлов, пришедших на смену традиционной ковке и литью. При изготовлении аналогичных кузнечно-штампованных и литых деталей срок работы возрастет в два раза. Тонна сложных сварных конструкций обойдется производителю в 1,5–2 раза дешевле, а их себестоимость за счет снижения веса и расхода материалов в 1,3–1,6 раза меньше, чем в литейном производстве. При этом неизменными остаются такие важные характеристики, как долговечность и износостойкость.
- Снижение стоимости технологического оборудования.
Оборудование для сварочных работ относительно доступно по цене, не вызывает сложностей в эксплуатации, отличается высокой производительностью и надежностью. Это в свою очередь положительно влияет на работу металлообрабатывающих предприятий и их производственные затраты. - Комплексная механизация массового производства, поточное изготовление продукции.
Выпуск сварных изделий одного типа можно поставить на поток, при этом механизация и автоматизация технологического цикла обеспечивается на 100 %. Как правило, увеличивается производительность труда и прибыльность бизнеса. - Широкое использование в сварных конструкциях современных материалов
. Основные виды сварки металлов, применяемые в промышленности, позволяют выпускать продукцию из сверхчистых металлов, высокопрочных сталей, легких сплавов, облегченных гнутых профилей, многослойного листового проката. - Изготовление мелких узлов и деталей
. Для производства полупроводниковых изделий требуются микродетали. Современные сварочные технологии позволяют выпускать надежные высокофункциональные элементы для таких приборов. - Возможность широкого применения сварочных технологий.
Металлообработка – необходимая составляющая большинства ремонтных работ. Современные виды сварочного скрепления позволяют быстро, качественно и экономично выполнить наплавку, резку, восстановить изношенную конструкцию, укрепить сооружение. - Герметичность, износостойкость и надежность сварных соединений
. - Оптимизация условий труда.
Современные сварочные технологии позволяют обеспечить высокую безопасность производства, низкий уровень производственного шума.
Недостатки основных виды сварки металлов:
- Загрязнение воздуха, высокая концентрация газов (продуктов плавления электродов) в помещении при внутренних работах.
- Возможность образования трещин на наплавленном шве. Из-за неравномерного распределения вредных примесей в слитке и прокате при сварке малоуглеродистой стали кипящей плавки швы иногда трескаются.
- Усадка сварных швов может вызвать деформацию металла и изменение формы готовой конструкции.
- Если соединяемые элементы нагреваются неравномерно, образуется остаточное сварочное напряжение.
- Отсутствие несложного и надежного метода контрольной проверки качества швов.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Чтобы свести до минимума негативное воздействие сварочного процесса и обеспечить высокое качество работ, разработан ряд эффективных мероприятий:
- производственные цеха оснащаются приточно-вытяжной вентиляцией;
- конструкции особого назначения изготавливаются из малоуглеродистой стали спокойной плавки;
- при наложении швов соблюдаются все правила, технологические операции производятся в строгой последовательности;
- сварочные работы выполняются с использованием жестких фиксаторов, при невозможности этого каждому элементу придается начальная деформация, противоположная последующим изменениям;
- еще до начала работ разрабатывается проект с учетом всех возможных отклонений конструкции от первоначальной формы;
- строго соблюдаются размеры сечения швов, не допускается отклонение от расчетов;
- применяются специальные сборочные приспособления.
Новейшие технологии обеспечивают высокое качество неразъемных соединений. Автоматическая сварка позволяет осуществлять самые ответственные работы и широко применяется при строительстве автомобильных и железнодорожных мостов, сложных инженерных сооружений.
Термический класс сварки
При помощи тепловой энергии, поверхности заготовок, деталей плавят локально. Тепло получают при помощи различных методов, ниже они рассмотрены подробно.
Дуговая сварка
Этот вид наиболее популярен. Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Газовая сварка
Газовая сварка – это вид сварки плавлением с дополнительным применением газов – кислорода, ацетилена. Тепло, выделяемое в процессе горения газов плавит поверхности вместе с присадочным материалом, тем самым формируя сварочную ванну. Подача газа регулируется с помощью редуктора на баллоне.
Электродуговая сварка
Принцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Ручная дуговая сварка
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)
Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Сварка под флюсом
Применения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сварка
Гипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.
Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
И на десерт
Особые виды сварки — понятие размытое, учитывая огромное число технических вариантов, групп, видов, подвидов. Каждый видит этот список по-своему.
В нашем списке классификация сварки определена по технологичности. Это уникальные способы, которые по праву относятся к технологиям высшего пилотажа.
Электронно-лучевая и плазменная сварка:
- Электронно-лучевая сварка. Здесь применяется электронная пушка и пучок ускоренных электронов из этой пушки. Работы проводятся в больших вакуумных камерах. Концентрация энергии и тепловая мощность – фантастические. Швы получаются узкими, глубокими. Применяется для производства высокоточных деталей из специальных сплавов – удовольствие недешевое.
- Плазменная сварка. Один из самых высокотехнологичных видов – название говорит само за себя. Плазма – струя ионизированного газа (аргона, гелия, водорода) высочайшей температуры. Такая струя варит все – от самых тугоплавких металлов до неметаллических поверхностей. Великолепная производительность с фантастическим качеством швов и поверхностей.
Обобщаем и закольцовываем
Сваркой называется процесс формирования неразъединимых соединений поверхностей разных конструкций.
Сначала все виды и способы сварки делятся на три мощных класса с точки зрения физики:
- Термический (греем и плавим)
- Механический (трем, давим, толкаем и пр.)
- Термомеханический (греем и давим одновременно)
Аргонодуговая сварка алюминия.
Внутри этих классов методы можно группировать как угодно:
- с дугой или без дуги;
- с газом или без него, можно с дугой и газом вместе;
- ручные или автоматические. Или полуавтоматические;
- какие виды сварочных электродов используешь;
- все виды контактной сварки;
- виды сварок металла или наоборот, полимеров;
- и так далее, список вариантов длиннейший.
Главное – узнавать, пробовать, учиться и двигаться вперед к профессиональным вершинам. Не забывать читать обзоры, нужно быть в курсе. Нам на месте стоять нельзя. Желаем чистого металла, хороших заказов и рабочего настроения.
https://www.youtube.com/watch?v=ocJFw1HwOpw