Круги для заточки инструмента бывают не только абразивными(почитать о вулканитовых кругах). Конечно, чаще всего на наждаках стоят именно такие, поскольку без проблем выполняют требования владельца. Поточить кухонный нож или ножницы — без проблем. Однако существуют и другие виды — алмазные.
Они также подходят для заточки домашнего инструмента, но для более тонкой доводки. Поточить топор таким кругом не получится, слишком уж мелкое зерно у него. Итак, алмазные круги служат для заточки инструмента, ими затачивают твердый сплав(напайки на бурах для перфоратора, напайки на сверлах и дисковых пилах для циркулярной пилы).
Как видим, область применения достаточно велика. Плюсы таких кругов — они практически не изнашиваются, одного круга хватает на год и более(в зависимости от частоты использования). В бытность мою работы гравером по камню для заточки победитовых резцов(вырубать узоры на граните) мы пользовались алмазной чашкой, установленной на наждак — ее хватило на 3 года использования (а точили резцы из стали Р18 мы каждый день).
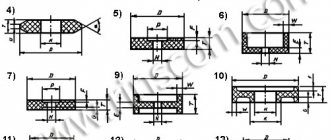
Рассмотрим классификацию алмазных кругов, как выбрать подходящий, на что обратить внимание. Первое — форма, бывает 3 вида — чашка, тарелка и прямой профиль.
Концентрация алмазов в алмазных кругах
Важной характеристикой алмазных кругов, которая определяет режущую способность и производительность, является концентрация алмаза в алмазоносном слое. Промышленность выпускает стандартные пропорции: 25%, 50%, 100% (при 100%-ной концентрации содержится 0,878 мг алмазного зерна в 1 кубическом мм алмазоносного слоя).
Характерной особенностью алмазного круга является то, что работа алмазоносного слоя происходит не за счет полного износа зерен, а вследствие выпадания их из круга.
Знакомство с алмазными отрезными дисками
Круги с алмазными режущими кромками для безводной резки впервые были созданы в конструкторских бюро японской компании Sankyo Diamond Tools, структурном подразделении корпорации Hitachi.
Множество технологий использовалось впервые, поэтому круги были недостаточно надежными и быстро выходили из строя. Например, алмазы и режущая часть крепились к стальному основанию при помощи высокотемпературной пайки. В процессе работы, при возникновении большой силы трения, металл нагревался, припой расплавлялся и рабочая часть попросту отваливалась. При водяном охлаждении такие круги работали более-менее сносно, но при сухом трении ресурс их был небольшой.
Дело в том, что алмаз не режет материал, а истирает его в пыль, большие силы трения сопровождаются быстрым нагревом — тепло не успевает отводиться по телу круга, кроме того, несмотря на наличие специальных прорезей, круг деформируется при нагревании. Изменения формы незначительны и не угрожают разрушением, но на прочность соединения оказывают отрицательное влияние.
Инженеры Sankyo Diamond предложили и другие решения — спекание рабочей части и основания под большим давлением. Такое соединение более прочное и выдерживает значительно большие температуры. Таким образом, удалось создать стойкие к нагреву и деформации сегментированные и сплошные диски. Технология используется до сих пор.
Второе решение — сварка лазером на молекулярном уровне. По такой технологии производятся только круги сегментированного вида. По прочности и надежности диски обоих видов практически одинаковы, хотя многие профессионалы считают, что изготовленные методом лазерной сварки лучше.
Подбор концентрации алмазного слоя
При подборе оптимальной концентрации алмаза в алмазоносном слое действует следующее правило:
— при небольшой контактной поверхности между шлифовальным кругом и обрабатываемой деталью, например при круглой шлифовке, необходимо выбирать высокую концентрацию алмаза. Благодаря этому обеспечивается износостойкость инструмента, даже при высоких нагрузках (100%).
— при большой контактной поверхности требуется принятия мер по снижению температуры в зоне шлифования и уменьшению усилий шлифования для исключения прижогов. В этом случае следует использовать низкую концентрацию алмаза (50%).
Круги с 25%-ной концентрацией применяются для доводочных работ.
Особенности подбора кругов по зернистости
Чем меньше размер зерна, тем выше качество обрабатываемой поверхности, ниже значение шероховатости. Но при этом следует учесть, что мелкий абразив уменьшает производительность, приводит к засаливанию поверхности круга. Поэтому мелкозернистые алмазные диски применяются на завершающем этапе, при финишной обработке поверхностей деталей, а также при заточке резцов, ножей и другого режущего инструмента. Среднезернистые круги применяются при получистовой обработке металлических изделий. Крупнозернистые – для черновой обработки и обдирки заготовок.
При подборе зернистости круга необходимо учесть и свойства материала обрабатываемой детали. Размер абразива должен увеличиваться при повышении вязкости или твердости обрабатываемого материала. От зернистости зависит и выбор глубины шлифования. Чем крупнее абразивное зерно, тем больше может быть величина поперечной подачи инструмента. Также возможно и увеличение глубины съёма слоя металла при применении СОЖ.
Применение алмазных кругов в зависимости от зернистости:
Зернистость круга выбирается в зависимости от требуемой чистоты обрабатываемой поверхности.
Для чернового шлифования применяют алмазные круги зернистостью: 400/315 315/250 250/200 200/160 160/125
Для чистового шлифования применяют алмазные круги зернистостью: 125/100 100/80
Для тонкого шлифования применяют алмазные круги зернистостью: 80/63 63/50 50/40
Для доводки и полирования алмазные круги зернистостью: 60/40 40/28 28/20 20/14 14/10 10/7 7/5 5/3 3/2
Твердость
Твердость является характеристикой кругов на керамических связках
| Группы твердостей | Мягкие | Средние | Твердые | ||||||
| Стандарт России | СМ1 | СМ2 | С1 | С2 | СТ1 | СТ2 | СТ3 | Т1 | Т2 |
| Международный стандарт | K | L | M | N | O | P | Q | R | S |
вначало
Связки для алмазных кругов
Алмазные круги на металлической связке (М) (В качестве металлической связки применяется бронза и ее модификации). Металлическая связка используется для предварительных операций, требующих съёма сравнительно больших припусков, для заточки твердосплавного инструмента, шлифования изделий из твердого сплава, стекла, керамики, полупроводниковых и труднообрабатываемых материалов с применением охлаждающей жидкости.
М2-01 М1-01 М2-02
Алмазные круги на органической связке (В) (В качестве органической связки применяется обычно бакелит). Органическая связка применяется для чистовых и доводочных работ: чистовой заточки и доводки режущего инструмента из твердых сплавов и сверхтвердых материалов, чистового шлифования и доводки измерительного инструмента, для обработки материалов высокой твердости.
В2-01 В1-02 В1-01
Кубический нитрит бора (CBN): Шлифование и доводка инструмента из вольфрамовых (Р18, Р12, Р9), вольфрамо-молибденовых (Р6М5) и других быстрорежущих сталей. Деталей из жаропрочных, нержавеющих и высоколегированных конструкционных сталей высокой твердости (НРС 55 и выше).
- Шлифовка и доводка однолезвийного инструмента: медицинских, маникюрных, ножниц, ножей, топоров, пил, коньков, стамесок, рубанков, цепи бензопил…
- Шлифовка и доводка многолезвийного инструмента: пилы для деревообработки, разверток, зенкеров, сверл, фрез.
- Шлифование корпусных изделий, резьбы, профиля зубьев шестерен… Деталей, получение высокой точности которых ограничивается большими тепловыми деформациями.
Как подобрать алмазный диск для болгарки
При подборе алмазного диска необходимо обращать внимание на тип материала, для которого предназначен диск, на его размер, посадочный диаметр и скорость вращения диска.
Материал, с которым предстоит работать
Большинство алмазных кругов предназначены для работы с неметаллическими материалами. Чаще всего они применяются для резки бетона, керамики, стекла, кирпича и асфальта. Но существует ряд дисков, созданных для резки металлов различной твердости. При покупке следует помнить, что разные виды алмазных дисков предназначены для работы с различными материалами. Есть диски, предназначенные для работы с бетоном, керамической плиткой, мрамором, гранитом, песчаником, камнем и асфальтом.
Существует определенное правило выбора диска — для мягких материалов выбираются круги с твердой обвязкой алмазов, а для твердых — с мягкой. Это определяется степенью износа искусственных алмазов, находящихся на ободе круга.
При резке твердых материалов они истираются быстрее и следующие выходят на их место из достаточно мягкой режущей полосы. Мягкие же материалы на алмаз влияют мало, он должен находиться на своем месте максимально долго, что и обеспечивает твердое вещество, в которое вкраплен минерал.
Кроме того, для разных кругов используются различные искусственные алмазы.
Промышленным способом производится два вида алмазов:
- Монокристаллические, представляющие собой одну пространственную структуру правильной формы;
- Поликристаллические, состоящие из нескольких прочно связанных между собой монокристаллов меньшего размера.
Первые очень прочные и используются для резки твердых материалов и металлов, вторые могут разрушаться при контакте с ними, поэтому используются на более дешевых инструментах, предназначенных для сравнительно мягких материалов.
Размеры алмазных дисков
От размеров диска зависит максимальная глубина реза и, в некоторых случаях, скорость работы. Основные диаметры — 115, 125, 180 и 230 мм, что соответствует абразивным кругам для УШМ наиболее распространенных марок. В продаже можно встретить и алмазные диски диаметром 150, 300 и более миллиметров. Большие диаметры устанавливаются на мощные режущие машины — бензорезы, отрезные станки стационарного типа и т.д.
Наиболее распространенные посадочные отверстия дисков могут быть — 22,2 мм или 25,4 мм. Покупайте диск только того размера, для которого предназначен ваш инструмент.
Никогда не устанавливайте диск большого размера на болгарку, которая предназначена для работы с диском меньшего размера, предварительно сняв защитный кожух. Это очень опасно, так как при разрушении металлического диска можно нанести смертельный урон своему здоровью. Если же у вас есть такие идеи, то найдите в интернете фото последствия работы с алмазным диском без защитного кожуха и вам навсегда перехочется работать без защиты.
Скорость вращения диска
Также на дисках указывается максимальная скорость вращения и линейная скорость. Если возможности вашего инструмента превышают характеристики диска, то ставить его нельзя — центробежные силы попросту разорвут его.
Примеры спецификации
Круги АЭРОБОР® из эльбора на керамической связке
Пример: АЭРОБОР 1А1 100х5х20х5 ЛКВ50 100/80 СТ1 100 50
| Профиль | Размеры круга DxTxHxX | Материал | Зернистость | Твердость | Концентрация | Макс. раб. скорость, м/с |
| АЭРОБОР 1A1 | 100х5х20х5 | ЛКВ50 | 100/80 | СТ1 | 100 | 50 |
Эльборовые круги, алмазные круги на керамической связке
Пример: 6A2 150x38x40x5x15 AС6 80/63 СT3 100 35
| Профиль | Размеры круга DxTxHxXxW | Материал | Зернистость | Твердость | Концентрация | Макс. раб. скорость, м/с |
| 6A2 | 150x38x40x5x1 | AС6 | 80/63 | СT3 | 100 | 35 |
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения. Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки. Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку. Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты. Во время работы всё внимание обращать на производимую операцию. Не работать без защитных очков или масок. Замена абразивных кругов возможна только на отключённом оборудовании. Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями. В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
СМОТРИТЕ ЭТО ПОЛЕЗНОЕ ВИДЕО:
Круги наждачные для заточного станка (наждак).
Заточные наждачные круги имеют свойство изнашиваться, поэтому время от времени их приходится менять.
Есть два основных вида заточных кругов: -белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.
Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др.
Читать также: Самодельное реле давления для компрессора
Диаметр наждачного круга чаще всего используется 200мм и толщиной 20мм.
Зеленый круг точило предназначен для заточки напаек на резцах, на дисковых пилах, заточки сверл по металлу и др. В основном используются круги ПП диаметром 300-350мм, а так-же чашечные и тарельчатые.
Заточные наждаки имеют разное зерно 8Н, 12Н, 16Н, 25Н, 40Н. Чем больше цифра, тем крупнее зерно и соответственно грубее обработка.
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, но край будет более гладким и острым.
Есть специальные наждачные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев.
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Классы точности и неуравновешенности
В маркировку шлифкругов с традиционными абразивами согласно ГОСТу должно входить обозначение классов точности и неуравновешенности (две последние позиции маркировочной строки). Для алмазных кругов указание этих параметров ГОСТом не предусмотрено. Во-первых, это инструмент с небольшим (в отношении общего объема корпуса) слоем абразивного композита, а во-вторых, по требованиям госстандартов он изготавливается с нормируемой высокой точностью. К примеру, торцевое и радиальное биения алмазных кругов по требованиям ГОСТ 16181-82 должны соответствовать 7÷8 степеням точности.