Wheels for sharpening tools are not only abrasive (read about vulcanite wheels). Of course, most often these are the ones that are used on sandpapers, since they fulfill the owner’s requirements without any problems. Sharpening a kitchen knife or scissors is no problem. However, there are other types - diamond.
They are also suitable for sharpening home tools, but for a finer finish. It will not be possible to sharpen an ax with such a circle, its grain is too fine. So, diamond wheels are used for sharpening tools; they are used to sharpen hard alloys (brazing on drill bits for a hammer drill, brazing on drills and circular saws for a circular saw).
As you can see, the scope of application is quite large. The advantages of such circles are that they practically do not wear out, one circle lasts for a year or more (depending on the frequency of use). When I was a stone engraver, we used a diamond cup mounted on emery to sharpen pobedite cutters (to cut out patterns on granite) - it lasted for 3 years of use (and we sharpened cutters made of P18 steel every day).
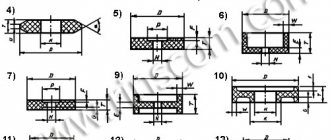
Let's look at the classification of diamond wheels, how to choose the right one, and what to pay attention to. The first is the shape, there are 3 types - cup, plate and straight profile.
Concentration of diamonds in diamond wheels
An important characteristic of diamond wheels, which determines cutting ability and productivity, is the concentration of diamond in the diamond-bearing layer. The industry produces standard proportions: 25%, 50%, 100% (at 100% concentration there is 0.878 mg of diamond grain in 1 cubic mm of diamond-bearing layer).
A characteristic feature of a diamond wheel is that the operation of the diamond-bearing layer occurs not due to complete wear of the grains, but due to their falling out of the wheel.
Introduction to Diamond Cutting Wheels
Wheels with diamond cutting edges for waterless cutting were first created in the design bureaus of the Japanese company Sankyo Diamond Tools, a structural division of Hitachi Corporation.
Many technologies were used for the first time, so the wheels were not reliable enough and quickly failed. For example, diamonds and the cutting part were attached to a steel base using high-temperature soldering. During operation, when a large friction force occurred, the metal heated up, the solder melted and the working part simply fell off. With water cooling, such circles worked more or less tolerably, but with dry friction their service life was short.
The fact is that diamond does not cut the material, but abrades it into dust; high frictional forces are accompanied by rapid heating - the heat does not have time to be dissipated throughout the body of the circle, in addition, despite the presence of special slots, the circle is deformed when heated. Changes in shape are insignificant and do not threaten destruction, but have a negative effect on the strength of the connection.
Sankyo Diamond engineers also proposed other solutions - sintering the working part and the base under high pressure. This connection is more durable and can withstand significantly higher temperatures. Thus, it was possible to create segmented and solid disks that are resistant to heat and deformation. The technology is still in use today.
The second solution is laser welding at the molecular level. This technology produces only segmented circles. In terms of strength and reliability, both types of discs are almost the same, although many professionals believe that those made by laser welding are better.
Selection of diamond layer concentration
When selecting the optimal concentration of diamond in the diamond-bearing layer, the following rule applies:
— with a small contact surface between the grinding wheel and the workpiece, for example during cylindrical grinding, it is necessary to select a high concentration of diamond. This ensures tool wear resistance, even under high loads (100%).
— with a large contact surface, it is necessary to take measures to reduce the temperature in the grinding zone and reduce the grinding forces to avoid burns. In this case, a low concentration of diamond (50%) should be used.
Wheels with a 25% concentration are used for finishing work.
Features of selecting wheels by grain size
The smaller the grain size, the higher the quality of the processed surface, the lower the roughness value. But it should be taken into account that fine abrasive reduces productivity and leads to clogging of the wheel surface. Therefore, fine-grained diamond discs are used at the final stage, when finishing the surfaces of parts, as well as when sharpening cutters, knives and other cutting tools. Medium-grained wheels are used for semi-finishing of metal products. Coarse-grained – for roughing and peeling of workpieces.
When selecting the grain size of the wheel, it is necessary to take into account the properties of the material of the workpiece. The size of the abrasive should increase as the viscosity or hardness of the material being processed increases. The choice of grinding depth also depends on the grain size. The larger the abrasive grain, the greater the cross feed of the tool can be. It is also possible to increase the depth of metal layer removal when using coolant.
Application of diamond wheels depending on grain size:
The grain size of the wheel is selected depending on the required cleanliness of the surface being processed.
For rough grinding, diamond wheels with grit size are used: 400/315 315/250 250/200 200/160 160/125
For finishing grinding, use diamond wheels with grain size: 125/100 100/80
For fine grinding, diamond wheels with grit size are used: 80/63 63/50 50/40
For finishing and polishing diamond wheels with grit: 60/40 40/28 28/20 20/14 14/10 10/7 7/5 5/3 3/2
Hardness
Hardness is a characteristic of ceramic bonded wheels
| Hardness groups | Soft | Average | Solid | ||||||
| Russian standard | SM1 | SM2 | C1 | C2 | ST1 | ST2 | ST3 | T1 | T2 |
| International standard | K | L | M | N | O | P | Q | R | S |
to the begining
Bundles for diamond wheels
Diamond wheels on a metal bond (M) (Bronze and its modifications are used as a metal bond). The metal bond is used for preliminary operations that require the removal of relatively large allowances, for sharpening carbide tools, grinding products made of carbide, glass, ceramics, semiconductor and difficult-to-cut materials using coolant.
M2-01 M1-01 M2-02
Diamond wheels on an organic binder (B ) (Bakelite is usually used as an organic binder). The organic binder is used for finishing and finishing work: fine sharpening and finishing of cutting tools made of hard alloys and superhard materials, finishing grinding and finishing of measuring tools, for processing high-hardness materials.
В2-01 В1-02 В1-01
Cubic boron nitrite (CBN) : Grinding and finishing of tools made of tungsten (P18, P12, P9), tungsten-molybdenum (P6M5) and other high-speed steels. Parts made of heat-resistant, stainless and high-alloy structural steels of high hardness (HRS 55 and above).
- Grinding and finishing of single-edged tools: medical, manicure, scissors, knives, axes, saws, skates, chisels, planes, chainsaw chains...
- Grinding and finishing of multi-blade tools: woodworking saws, reamers, countersinks, drills, cutters.
- Grinding of body parts, threads, gear tooth profiles... Parts whose high precision is limited by large thermal deformations.
How to choose a diamond blade for an angle grinder
When selecting a diamond blade, you need to pay attention to the type of material for which the disk is intended, its size, bore diameter and rotation speed of the disk.
Material to be worked with
Most diamond wheels are designed to work on non-metallic materials. They are most often used for cutting concrete, ceramics, glass, brick and asphalt. But there are a number of blades designed to cut metals of varying hardness. When purchasing, remember that different types of diamond blades are designed to work with different materials. There are discs designed to work with concrete, ceramic tiles, marble, granite, sandstone, stone and asphalt.
There is a certain rule for choosing a disc - for soft materials, discs with a hard diamond surround are selected, and for hard materials, with a soft one. This is determined by the degree of wear of the artificial diamonds located on the rim of the circle.
When cutting hard materials, they wear out faster and the next ones take their place from a fairly soft cutting strip. Soft materials have little effect on diamond; it must remain in its place for as long as possible, which is ensured by the solid substance in which the mineral is embedded.
In addition, different artificial diamonds are used for different wheels.
Two types of diamonds are produced industrially:
- Monocrystalline, representing one spatial structure of regular shape;
- Polycrystalline, consisting of several smaller single crystals tightly interconnected.
The former are very durable and are used for cutting hard materials and metals, the latter can be destroyed upon contact with them, therefore they are used on cheaper tools designed for relatively soft materials.
Diamond blade sizes
The maximum depth of cut and, in some cases, the speed of work depend on the size of the disc. The main diameters are 115, 125, 180 and 230 mm, which corresponds to abrasive wheels for angle grinders of the most common brands. Diamond blades with a diameter of 150, 300 and more millimeters can also be found on sale. Large diameters are installed on powerful cutting machines - gas cutters, stationary cutting machines, etc.
The most common disk mounting holes can be 22.2 mm or 25.4 mm. Buy only the size blade for which your tool is designed.
Never install a large blade on a grinder that is designed to work with a smaller blade without first removing the protective cover. This is very dangerous, since if the metal disk breaks, you can cause fatal damage to your health. If you have such ideas, then find on the Internet photos of the consequences of working with a diamond blade without a protective casing and you will forever stop wanting to work without protection.
Disk rotation speed
The maximum rotation speed and linear speed are also indicated on the discs. If the capabilities of your tool exceed the characteristics of the disk, then you cannot install it - centrifugal forces will simply tear it apart.
Specification Examples
AEROBOR® wheels made of CBN on a ceramic bond
Example: AEROBOR 1A1 100x5x20x5 LKV50 100/80 ST1 100 50
| Profile | Circle dimensions DxTxHxX | Material | Grain | Hardness | Concentration | Max. slave. speed, m/s |
| AEROBOR 1A1 | 100x5x20x5 | LKV50 | 100/80 | ST1 | 100 | 50 |
CBN wheels, ceramic bonded diamond wheels
Example: 6A2 150x38x40x5x15 AC6 80/63 CT3 100 35
| Profile | Circle dimensions DxTxHxXxW | Material | Grain | Hardness | Concentration | Max. slave. speed, m/s |
| 6A2 | 150x38x40x5x1 | AC6 | 80/63 | ST3 | 100 | 35 |
Safety at work
Operations involving grinding and cutting equipment have several hazards. This is the rotation of the device, the possibility of destruction of the disk while moving, the threat of touching rotating equipment. To maintain health, you need to fulfill the following requirements:
All work on electrical grinding equipment begins after checking the cable insulation, the presence of grounding, and the serviceability of the emergency shutdown button. Make sure that the wheels are in good condition: there are no cracks, chips, wear. Check the operation of the supply and exhaust ventilation. Overalls must be tucked in, long hair must be hidden under a cap. Before starting grinding, wait 2-3 minutes while the machine is running idle.
This will help identify hidden defects. While working, pay full attention to the operation being performed. Do not work without protective glasses or masks. Replacing abrasive wheels is only possible when the equipment is switched off. All rotating mechanisms are protected by casings, and the circles themselves are protected by transparent screens. When lifting these guards, the operation of the machine must be blocked by switches. When not working, the shields must be raised.
Modern grinding tools and machines greatly facilitate human work. And the correct choice of equipment will allow you to perform cleaning operations with the maximum level of cleanliness.
WATCH THIS USEFUL VIDEO:
Emery wheels for sharpening machines (emery).
Grinding sanding wheels tend to wear out, so they have to be replaced from time to time.
There are two main types of grinding wheels: - white (electrocorundum white), marked 25A. -green (silicon carbide green), marked 64C.
The white circle is intended for household work, sharpening such household products - axes, kitchen knives, shovels, etc.
Read also: Homemade pressure switch for a compressor
The most commonly used diameter of the sanding wheel is 200mm and thickness is 20mm.
The green wheel sharpener is intended for sharpening tips on cutters, on circular saws, sharpening drills for metal, etc. PP wheels with a diameter of 300-350 mm are mainly used, as well as cup and disc wheels.
Sharpening sandpapers have different grains: 8N, 12N, 16N, 25N, 40N. The higher the number, the larger the grain and, accordingly, the rougher the processing.
The coarser the grain of the grinding wheel, the faster the metal layer is ground off; the finer, the slower, but the edge will be smoother and sharper.
There are special emery grinding wheels for saws, their edges are made at an angle for easy sharpening of teeth.
Owners who prefer to make something instead of staring uselessly at the TV screen manage to set up micro-workshops even in apartments. God himself ordered people who have a private home or live in rural areas to acquire a solid set of tools and the simplest devices.
The sharpening machine, popularly called a sharpener, is so versatile that it is one of the first to appear in the workshop. Indeed, a sharpener will help to fit a handle to a shovel for a gardener, cut a groove in a printed circuit board for a radio amateur, make a punch from a piece of wire or fittings for a car owner, as well as many other operations. Its working body is an emery wheel, the characteristics of which will be the subject of discussion in this publication. Here you will also find tips on choosing the optimal abrasive for sandpaper in accordance with the purposes of their use.
Accuracy and imbalance classes
According to GOST, the marking of grinding wheels with traditional abrasives must include the designation of accuracy and imbalance classes (the last two positions of the marking line). For diamond wheels, GOST does not provide for these parameters. Firstly, this is a tool with a small (in relation to the total volume of the body) layer of abrasive composite, and secondly, according to the requirements of state standards, it is manufactured with standardized high accuracy. For example, the face and radial runout of diamond wheels, according to the requirements of GOST 16181-82, must correspond to 7 ÷ 8 degrees of accuracy.