Краткая характеристика оксида алюминия:
Оксид алюминия – неорганическое вещество, не имеющее цвета.
Оксид алюминия содержит три атома кислорода и два атома алюминия.
Химическая формула оксида алюминия Al2O3.
В природе встречается в виде глинозема и корунда.
В воде не растворяется.
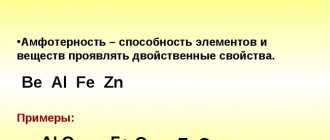
Амфотерный оксид. Проявляет в зависимости от условий либо основные, либо кислотные свойства. Свои химические свойства проявляет будучи разогретым до высоких температур- порядка 1000 оС.
Использование алюминиевой соли азотной кислоты
Вещество используется на текстильных фабриках для протравки тканей перед покраской, играет важную роль при дублении кожи, служит для изготовления нитей накаливания. Каталитические свойства применяется для очистки нефти от различных вредных примесей, а также может убирать коррозию с металлов и некоторых сплавов. Входит в состав некоторых антиперспирантов.
Опасность вещества для человека находится на низком уровне или отсутствует вовсе. Твердые элементы можно брать в руки без защитных перчаток, а нюхать материал без какого-либо опасения получить ожог дыхательный путей. Случаи попадания алюминиевого нитрата в пищеварительную систему человека не фиксировались, так что сказать об опасности сложно.
При проведении испытаний на крысах после внутреннего употребления погибла половина испытуемой группы. Так что наверняка опасность присутствует, но в любом случае, ни одно химическое вещество нельзя употреблять в пищу, пока его свойства не будут исследованы и не доказана польза для организма.
Физические свойства оксида алюминия*:
| Наименование параметра: | Значение: |
| Химическая формула | Al2O3 |
| Синонимы и названия на иностранном языке | aluminum oxide α-form (англ.) corundum (англ.) алюминия окись α-форма (рус.) корунд (рус.) |
| Тип вещества | неорганическое |
| Внешний вид | бесцветные тригональные кристаллы |
| Цвет | из-за примесей оксид алюминия, как минерал, может быть окрашен в разные цвета |
| Вкус | —** |
| Запах | — |
| Агрегатное состояние (при 20 °C и атмосферном давлении 1 атм.) | твердое вещество |
| Плотность (состояние вещества – твердое вещество, при 20 °C), кг/м3 | 3990 |
| Плотность (состояние вещества – твердое вещество, при 20 °C), г/см3 | 3,99 |
| Температура кипения, °C | 3530 |
| Температура плавления, °C | 2050 |
| Молярная масса, г/моль | 101,96 |
| Твердость по шкале Мооса | 9 |
Примечание:
* оксида алюминия α-формы.
** — нет данных.
Химические свойства оксида алюминия. Химические реакции оксида алюминия:
Оксид алюминия относится к амфотерным оксидам.
Химические свойства оксида алюминия аналогичны свойствам амфотерных оксидов других металлов. Поэтому для него характерны следующие химические реакции:
1. реакция оксида алюминия с алюминием:
4Al + Al2O3 ⇄ Al2О (t = 1450 °C).
В результате реакции образуется оксид алюминия.
2. реакция оксида алюминия с углеродом:
2Al2O3 + 9С → 2Al4С3 + 6CО (t = 1800 °C).
В результате реакции образуется соль – карбид алюминия и оксид углерода.
3. реакция оксида алюминия, углерода и азота:
Al2O3 + 3С + N2 → 2AlN + 3CО (t = 1600-1800 °C).
В результате реакции образуется соль – нитрид алюминия и оксид углерода.
4. реакция оксида алюминия с оксидом натрия:
Na2О + Al2O3 → 2NaAlО2 (t = 2000 °C).
В результате реакции образуется соль – алюминат натрия.
5. реакция оксида алюминия с оксидом калия:
K2О + Al2O3 → 2KAlО2 (t = 1000 °C).
В результате реакции образуется соль – алюминат калия.
6. реакция оксида алюминия с оксидом магния:
MgО + Al2O3 → MgAl2О4 (t = 1600 °C).
В результате реакции образуется соль – алюминат магния (шпинель).
7. реакция оксида алюминия с оксидом кальция:
CaО + Al2O3 → Ca(AlО2)2 (t = 1200-1300 °C).
В результате реакции образуется соль – алюминат кальция.
8. реакция оксида алюминия с оксидом азота:
Al2O3 + 3N2О5 → 2Al(NO3)3 (t = 35-40 °C).
В результате реакции образуются соль – нитрат алюминия.
9. реакция оксида алюминия с оксидом кремния:
Al2O3 + SiО2 → Al2SiО5.
В результате реакции образуется соль – силикат алюминия. Реакция протекает при спекании реакционной смеси.
10. реакция оксида алюминия с гидроксидом натрия:
Al2O3 + 2NaOH → 2NaAlO2 + H2О (t = 900-1100 oC).
Сплавление оксида алюминия с сухим гидроксидом натрия. В результате реакции образуется соль – алюминат натрия и вода.
11. реакция оксида алюминия с гидроксидом калия:
Al2O3 + 2KOH → 2KAlO2 + H2О (t = 900-1100 oC).
Сплавление оксида алюминия с сухим гидроксидом калия. В результате реакции образуется соль – алюминат калия и вода.
12. реакция оксида алюминия с карбонатом натрия:
Al2O3 + Na2СO3 → 2NaAlO2 + СО2 (t = 1000-1200 oC).
В результате реакции образуется соль – алюминат натрия и оксид углерода.
13. реакция оксида алюминия с плавиковой кислотой:
Al2O3 + 6HF → 2AlF3 + 3H2O (t = 450-600 oC).
В результате химической реакции получается соль – фторид алюминия и вода.
14. реакция оксида алюминия с азотной кислотой:
Al2O3 + 6HNO3 → 2Al(NO3)2 + 3H2O.
В результате химической реакции получается соль – нитрат алюминия и вода.
Аналогично проходят реакции оксида алюминия и с другими кислотами.
15. реакция оксида алюминия с бромистым водородом (бромоводородом):
Al2O3 + 6HBr → 2AlBr3 + 3H2O.
В результате химической реакции получается соль – бромид алюминия и вода.
16. реакция оксида алюминия с йодоводородом:
Al2O3 + 6HI → 2AlI3 + 3H2O.
В результате химической реакции получается соль – йодид алюминия и вода.
17. реакция оксида алюминия с аммиаком:
Al2O3 + 2NH3 → 2AlN + 3H2O (t = 1000 oC).
В результате химической реакции получается соль – нитрид алюминия и вода.
18. реакция электролиза оксида алюминия:
2Al2O3 → 4Al + 3О2 (t = 900 oC).
Электролиз проводят в расплаве. В результате химической реакции получается алюминий и кислород.
Пассивация металла
Одним из эффективных методов защиты поверхности металла от воздействия коррозии является обработка поверхности с помощью специальных химических растворов.
При их взаимодействии с металлом протекает химическая реакция, в результате которой на поверхности образуется нейтральное (пассивное) соединение способное противостоять протеканию коррозийных процессов. Такая обработка называется пассивация металла.
После завершения этого процесса на поверхности образуется оксидная плёнка. Она обладает химическими свойствами не вступать в реакцию окисления и тем самым предотвращает разрушение не только поверхностного слоя, но и всей детали.
Наиболее распространён этот вид обработки для стали, алюминия, никеля, меди и их сплавов. Кроме задач защиты от коррозии с помощью пассивации осуществляют декоративную обработку поверхности готового изделия и снижают удельное сопротивление контактов в электрических соединениях.
Описание технологии
В основу пассивации положены принципы химического взаимодействия поверхностного слоя металла с различными растворами других металлов, в результате, которого, на поверхности образуется поверхностный слой с новыми физическими и химическими свойствами. Процесс пассивации предполагает создание абсорбционных (фазовых) слоёв, которые изменяют структуру первоначального металла. Слой пассивации создаёт надёжный барьер, который препятствует процессу окисления и служит надёжной защитой от коррозии.
Для проведения подобных химических реакций используется различный металл. Это зависит от состава исходного металла, из которого изготовлена деталь. Для придания ей специфических свойств могут применяться: хром, никель, кобальт, марганец, молибден и другие редкоземельные металлы. В зависимости от их процентного содержания готовят раствор для пассивации и выбирают необходимое оборудование.
При пассивации нержавеющей стали в процессе её производства в её состав добавляют различные легирующие металлы. Они обеспечивают лучшее взаимодействие с химическими элементами, входящих в состав пассивирующего раствора.
Например, для создания на поверхности стали надёжной антикоррозийной плёнки применяют оксид хрома. Производится операция хромирования.Она полностью меняет физико-химические свойства поверхностного слоя.
При правильном проведении обработки получают ровный и одинаковый по плотности слой. Для проведения пассивации применяют различные кислоты. Чаще всего создаётся раствор на основе азотной кислоты.
Именно созданные соли на основе этой кислоты создают на поверхности стали защитную плёнку с высокими защитными характеристиками.
После завершения технологического процесса проводят проверку качества полученного слоя. Это необходимо для оценки поверхности обработанной детали. На практике используют различные методы проверки. Например, используют химический метод: обрабатывают поверхность раствором ферроцианида калия в азотной кислоте.
Такое воздействие позволяет визуально определить места некачественной обработки. В местах, где слой достаточно тонкий или отсутствует, то есть присутствует большое количество свободного железа, появиться характерный синий цвет. Этот способ применяется в заводских лабораториях.
Им проверяют выборочные детали из готовой партии.
Более простым, но длительным считается способ помещения готового изделия в обычную воду. После длительного пребывания в воде, места с плохой обработкой покрываются ржавчиной.
Технология проведения пассивации цветных металлов практически не отличается от технологии обработки стали. Основным отличием является состав применяемых растворов. Например, для обработки алюминия, меди, никеля применяют хроматы калия и натрия или хромовый ангидрид.
Ускорения процесса обработки осуществляется при добавлении в состав раствора различных солей и кислот.
Пассивация меди производится в растворах серной кислоты, обработка поверхности меди производится в растворе фосфорной кислоты, цинка и кадмия в растворах соляной и азотной кислоты.
В некоторых случаях процесс взаимодействия раствора с металлом применяют для решения других важных технических задач.Процесс разложения металла под воздействием окислов применяется для изготовления печатных плат в радиотехнике. Эта процедура называется травление.
В этом случае на поверхность металлизированной текстолитовой пластины наносится с помощью краски рисунок будущих токопроводящих полос и мест размещения радиодеталей.
Затем пластину с нанесённым рисунком опускают в ванну с раствором, под воздействием которого происходит химическое удаление слоя металла с поверхности текстолита. В результате пассивации на поверхности остаётся только метал, защищённый краской.
После этого пластину промывают в проточной воде и с помощью растворителей удаляют слой нанесённой краски. Результатом такой пассивации (травления) становиться готовая печатная плата для конкретного радиоэлектронного устройства.
Технология нанесения на основной слой изделия декоративного слоя не отличается от общего процесса пассивации. При создании ювелирных украшений на поверхность серебряной заготовки наносят тонкий слой золотой плёнки. Она формируется аналогичным образом. Таким образом, получают изделие с характерным золотым цветом.
Важным моментом для получения качественной плёнки при пассивации является финишная обработка. Во всех случаях необходимо после извлечении детали из ванны с раствором качественно её промыть. Это необходимо для того, чтобы прекратить процесс пассивации.
Если оставить часть активного раствора или даже его разбавленные компоненты, будет нарушена технология и качество полученной плёнки значительно снижается. После тщательной промывки рекомендуется просушить готовую деталь.
Это можно осуществить при естественной сушке или с применением специальных фенов. На производстве применяют сушильные камеры, которые обеспечивают равномерный поток тёплого воздуха.
Качественная подготовка поверхности, соблюдение всех режимов обработки, соблюдение времени пассивации, качественная промывка исушка позволяют получить качественный равномерный защитный слой, способный прослужить достаточно длительный срок.
Применение пассивации
К основным задачам пассивации относятся:
- предотвращение коррозийных процессов, протекающих в верхних слоях металла;
- защита от разрушения вновь созданных соединений, например, в месте сварочного шва (пассивациясварных швов);
- повышение электропроводности в месте электрического контакта;
- создание печатных плат по подготовленным шаблонам (травление);
- обработка готового изделия с целью придания новых декоративных и потребительских свойств.
Первая задача решается для большого количества металлов и их сплавов.Одним вариантов такой защиты является воронение. Во втором случае для создания прочного сварного соединения применяется пассивация анодов и конечная обработка полученного соединения после сварки. Проведение пассивации позволяет значительно повысить герметичность, полученных соединений.
Это особенно важно припрокладке трубопроводов. Такая обработка очень полезна при проведении сварки трудно свариваемых металлов, например алюминия. Пассивация меди или латуни производится для создания временной защиты от потускнения поверхности изделия на определённый срок (обычно около месяца).
Иногда это используется как временная консервация подготовленных деталей для хранения между операциями дальнейшей обработки или сборки.
Данный вид обработки необходим при эксплуатации изделий из металлов в следующих случаях:
- применение крепёжных элементов, особенно в условиях агрессивных сред и больших механических нагрузок;
- при сборке трубопроводов, особенно в местах сварных швов;
- для защиты котельного оборудования;
- деталей машин и механизмов, контактирующих с морской водой;
- элементы конструкций, работающих при изменении температурных режимов;
- отдельные элементы ручного и механического инструмента;
- готовые изделия, применяемые в быту (дверные ручки, мебельная фурнитураи тому подобное);
- декоративные поделки для интерьера;
- в радиоэлектронике для улучшения качества контактов;
- ювелирные украшения.
Решение задач повышения электропроводности решается с помощью нанесения наповерхность изготовленных контактов тонкого слоя металл, обладающего повышенной электропроводностью, например золота или серебра.
Виды пассивации
Основными и наиболее хорошо отработанными видами пассивации являются:
- химическая;
- электрохимическая.
Химическая
Химическая пассивацияпредполагает применение растворов солей различных металлов.Наиболее эффективно пассивация производится азотной кислотой. Кроме неё для формирования раствора пользуются серной кислотой или лимонной.
Для повышения качества процесса в раствор добавляют небольшое количество бихромата натрия. Его количество не превышает 6% от общей массы. Состав раствора подбирается индивидуально и во многом зависит от марки обрабатываемого металла.
Например, для пассивации железа применяют соли металлов, растворённые в серной кислоте высокой концентрации.
Сущность химической пассивации заключается в активном притяжении отрицательных ионов, которые присутствуют в растворе, к атомам металла.Это происходит благодаря наличию у них положительного заряда. В результате такой диффузии образуется поверхностный слой.
Для пассивации обязательно проводят предварительную подготовку поверхности изделия. Её тщательно зачищают механическими и химическими методами.От качества этой процедуры зависит конечный результат и надёжность образованной плёнки.Большое значение это имеет при пассивации цветных металлов: латуни, меди, бронзы.
Электрохимическая
Этот вид пассивации основан на принципах, заложенных в технике гальванической обработки изделий. Ускорение обработки осуществляется благодаря воздействию постоянного тока, который протекает через раствор, ускоряя химическую реакцию. Такая пассивация называется электрохимическая.
В состав такой установки кроме ванны, в котором размещают электролит, используется источник постоянного тока, соединительные провода и один электрод. Вторым электродом является сама деталь.
Другим вариантом контактов являются один электрод и корпус ванной (она должна быть изготовлена из металла, стойкого к воздействию электролита и электрического тока).
На практике применяют электрические установки с относительно невысоким уровнем напряжения. Его величина не превышает 12В.
В обоих случаях при включении установки через раствор пропускают электрический ток. Он является стимулятором протекания процесса пассивации на поверхности заготовки. На практике различаю анодную и катодную пассивацию.
При такой пассивации положительный потенциал подается на заготовку, а отрицательный — на корпус ванны. При использовании электрохимического способа защитная пленка образуется быстрее и получается более ровной. Но такая технология дороже химической пассивации, т. к.
в ней применяется более сложное оборудование и происходит расход электроэнергии.Под его действием защитная пленка получается равномерной. Именно так формируется плёнка на поверхности медных заготовок. Ток пропускают через растворы с растворёнными в них солями хрома.
Именно в них медь приобретает наибольшую стойкость к коррозии.
Важными параметрами в этом процессе является время протекания пассивации, плотность и состав электролита, критическая величина тока пассивации. Эти параметры рассчитаны для различных металлов и приведены в специальных таблицах. На основании этих данных рассчитывают допустимое время обработки.
Свойства металла после обработки
Основной задачей пассивации является улучшение физико-химических и механических характеристик поверхностного слоя материала, из которого изготовлена деталь. Остальные характеристики более глубоких слоёв сохраняются неизменными. Поэтому после завершения пассивации в поверхностном слое изменяются следующие свойства и характеристики:
- возникает слой с новым химическим составом;
- изменяется антикоррозийная активность (она значительно замедляется);
- улучшаются физические характеристики материала (только поверхностного слоя);
- в отдельных случаях повышается механическая прочность изделия;
- изменяется цвет детали (она приобретает более эстетичную форму);
- повышаются потребительские свойства, и улучшается товарный вид.
Пассивация нержавеющей стали позволяет значительно повысить антикоррозийные свойства и придать готовой детали совершенно другой цвет. Применение хрома или никеля в составе пассивирующего раствора позволяет получить блестящий металлический цвет.
Пассивация железа близкими к нему химическими элементами позволяет создать достаточно стойкий к коррозии внешний слой. Таки образом расширяется область применения таких изделий. Их можно использовать даже в активных и агрессивных средах. Кроме различных марок стали пассивации подвергают чугун.
Основной задачей является создание защитной плёнки от коррозии. В отдельных случаях при применении загущенного нитрата натрия поверхностный слой приобретает некоторую эластичность. В этом случае добиваются снижения хрупкости всей детали. Одним из видов стали является так называемое воронение.
В результате обработки получается надёжный внешний слой чёрного цвета
Аналогичным образом изменяются свойства поверхностного слоя цветных металлов. В результате пассивации образуются определённой толщины адсорбционные или фазовые слои. Помещение заготовки из алюминия стимулирует процесс естественной пассивации поверхностного слоя этого металла. При воздействии кислотных растворов защитные свойства поверхностного слоя алюминия увеличиваются.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Пассивация нержавеющей стали с целью ее защиты
Во время изготовления продукции из нержавеющей стали, как правило, ее погружают в ванну с азотной кислотой в конце производственного процесса для удаления загрязняющих веществ.
Кислота также активирует процесс окисления хрома в воздухе, который называется пассивации, где во время взаимодействия кислорода с хромом образуется защитный слой оксида хрома.
Пассивация происходит очень быстро — как правило, в течение 20 минут.
Сейчас некоторое нержавеющее пивоваренное оборудование, в частности, из нержавеющих материалов с более низкой стоимостью, скорее всего, было обработано, проштамповано, протравлено, отполировано и заварено лишь после того, как нержавеющая сталь была изготовлена и промыта кислотой.
В результате оно может иметь масла, полировальные составы, сварочные соединения и другие загрязняющие вещества, которые защищают сталь, но должны быть смыты с первого раза, когда вы очищаете ваши детали. К тому же, вы, вероятно, не захотите обнаружить эти масла и соединения в своем пиве.