Конструкционные особенности устройства
Семейство токарных станков Иж разработано так, чтобы обеспечивать минимальное отвлечение персонала и гарантировать стабильные режимы работы. Краткое описание особенностей функционирования и оснащения:
- при токарных работах, подача смазки на ходовой винт осуществляется автоматически;
- фартук, в котором устанавливается механика обработки — гарантирует высокую жесткость упора, снижает нагрузки на механизм коробки передач;
- большие диапазоны движения суппорта, значения подачи, оборотов главного вала обеспечивают высокую производительность, а также качество обработки поверхности;
- для регулировки скорости вращения шпинделя агрегата применен роботизированный механизм, он же отвечает за предварительную установку режима для проведения следующей операции;
- система приводных ремней и общая конструкция системы шестерен главного привода обеспечивают высокую скорость замены шкивов и не требует замены элементов для получения нужного режима эксплуатации;
- задняя бабка сконструирована таким образом, чтобы обеспечивать удобное управление в сочетании с высокой жесткостью.
- при нарезке резьбы не требуется менять колеса гитары за счет особой конструкции механики коробки подач;
- в конструкции головки резцов использована схема с беззазорной сцепкой. Это не только повышает точность установки рабочего органа, но и обеспечивает высокую жесткость;
- работу подачи регулирует всего одна рукоятка.
Конструкция всех моделей семейства отличается высокой прочностью и долговечностью. Все рабочие поверхности выполнены из износоустойчивого хромоникилевого чугуна. Все элементы проходят закалку, шлифовку. Компоновка станков классическая, не предусматривающая продольно фрезерный тип операций.
Для удобства работы оборудование оснащается лампой освещения рабочей области с изменяемым положением.
Системы безопасности включают:
- защиту от коротких замыканий электросистемы;
- структуру аварийного останова главного двигателя при превышении нагрузки на валу;
- блокировочные приспособления для недопущения одновременной подачи в двух направлениях;
- систему предотвращения случаев, когда валик и винт включаются одновременно.
Компания производитель, легендарный завод ИЖМАШ, предлагает несколько модификаций оборудования, отличающихся регулировкой главного привода и другими характеристиками. В частности, существуют системы без редуктора, в которых изменение скорости вращения шпинделя осуществляется модификацией оборотов электродвигателя. В станках такого класса используется более мощная модель привода в 5.5 кВт.
Станок токарно-винторезный универсальный 250ИТВМФ1
Станки токарно-винторезные моделей 250ИТВМ предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций. Станок модели 250ИТВМФ1 оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Особенности конструкции и принцип работы станка
Конструкция универсальных токарно-винторезных станков моделей 250ИТВМ выполнена на базе станка ИЖ1И611П и 250-ИТВ (ИЖ 250-ИТВ).
Станок модели 250ИТВМ является базовой моделью для станков 250ИТВМ.03, 250ИТВМФ1, 250ИТПМ.
Станок модели 250ИТВМФ1 дополнительно оснащается устройством цифровой индикации (УЦИ).
Станок 250ИТПМ (класс точности П по ГОСТ 8-82) применяется для выполнения более грубых и менее точных работ и изготавливается по особому заказу.
Конструкция станка модели 250ИТВМ.03 отличается от базовой модели 250ИТВМ большим межцентровым расстоянием (500 мм и 750 мм)
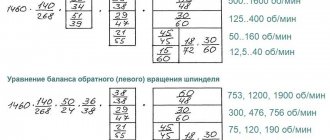
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (УЦИ).
Оснащение токарного станка 250ИТВМ.Ф1 УЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач.
На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В.
Подключение станка к электросети осуществляется пакетным включателем.
Класс точности станков 250ИТВМ В по ГОСТ 8-82
Станки предназначены для использования в условиях УХЛ4 ГОСТ 15150-69.
В станках использованы изобретения по авторским свидетельствам 173094, 312739, 249142, 28М05, 288496, 583912, 831503, 1199461.
Станки сертифицированы. Сертификат соответствия № РОСС RU.АЯ04.В10876, срок действия до 17.06.2006 года.
Особенности конструкции:
- Широкий диапазон оборотов шпинделя и подач, обеспечивают производительную обработку при хорошем качестве поверхности.
- Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент.
- Универсальная коробка подач даёт возможность нарезать все метрические резьбы и распространённые дюймовые и модульные резьбы без смены шестерён на гитаре.
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой.
- Беззазорная фиксация резцовой головки обеспечивает высокую жёсткость и точность установки.
- Ходовой винт смазывается автоматически при нарезании резьбы.
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла.
- Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы.
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жёсткому упору при точении.
- Возможно исполнение станка без редуктора с регулированием частоты вращения шпинделя.
Технические характеристики токарно-винторезного станка 250ИТВМ
| Наименование параметра | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 | 250ИТВМФ1.03 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | В | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 | 750 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 | 1051,90 |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Число ступеней продольных подач | ||||
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 | 0,01..1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | ||||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | ||
| Количество нарезаемых резьб метрических | ||||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | ||||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | ||||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Дискретность УЦИ по координатам X/Z. мм | — | — | 0,001/ 0,005 | 0,001/ 0,005 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 | 2005_810_1590 |
| Масса станка, кг | 1180 | 1240 | 1190 | 1050 |
Стандартная комплектация 250ИТВМ:
- 3-х кулачковый патрон (Ø 160 мм)
- Упор продольный
- Центр бабки задней (Морзе 3)
- Центр бабки передней (Морзе 4)
- Комплект сменных шестерён для нарезания резьб: метрических, модульных, дюймовых
- Быстросменный резцедержатель SWH 3-E в составе: — эксцентриковая быстросменная головка тип Е; — 3 сменных картриджа 20×100 мм тип D (для резцов с четырёхгранной державкой) для резцедержателя SWH 3-E — 1 сменный картридж 30×100 мм тип Н (для резцов с круглой державкой) для резцедержателя SWH 3-E
Дополнительная комплектация (за отдельную плату):
- Резцедержка задняя
- Поводковый патрон
- Планшайба с пазами
- 4-х позиционный резцедержатель
- Центр вращающийся (Морзе 3) для задней бабки
- Упор продольный 4-х позиционный
- Люнет неподвижный (Ø 6…70мм)
- Люнет подвижный (Ø 6…50 мм)
- Опора виброизолируящая ОВ-31М (4 шт.)
- Прецизионный быстросменный сверлильный патрон с коническим хвостовиком Морзе 3, диаметр зажимаемого инструмента 0,3 – 16 мм.
- Патрон цанговый типа 3911 фирмы BISON (Польша), с посадкой на шпиндель через переходный фланец. Зажим детали при помощи ключа. Комплект цанг диаметром Ø 3-25, шаг 1 мм (или 0,5 мм)
- Патрон цанговый типа 2912-М125/5С фирмы BISON (Польша) с ручным приводом при помощи рычага
- Комплект цанг диаметром Ø 3-25, шаг 1 мм (или 0,5 мм)
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Универсальный токарно-винторезный станок модели ИЖ-250 имеет высоту центров 150 мм и расстояние между центрами 500 мм.
Токарно-винторезный станок ИЖ-250 – один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок .
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель ).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на три подшипника качения:
- 44. Передний двухрядный роликоподшипник 70×110×30, 3182114
, класс точности (А) - 13. Упорный шарикоподшипник 55×78×16, А8111
, класс точности (А) - 14. Радиально-упорный шарикоподшипник 55×100×21, А46211
, класс точности (А)
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения.
Конец шпинделя резьбовой М68×6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной – 1420/2800 об/мин, мощностью – 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором – 1400 об/мин, мощностью – 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения – 2800 об/мин, мощностью – 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель – Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска – 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 125 мм
- Расстояние между центрами – 500 мм
- Высота центров – 150 мм
- Мощность электродвигателя – 2,6/3 кВт
- Вес станка полный – 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя – резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 33 мм
- Наибольший диаметр обрабатываемого прутка – Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) – 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач – 0,07..2,17 мм/об
- Пределы поперечных подач – 0,01..1,08 мм/об
- Пределы шагов резьб метрических – (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных – 0,2..6 модулей
- Пределы шагов резьб дюймовых – 24..3,5 ниток на дюйм
Токарно-винторезный станок 250ИТВ Ф1 с УЦИ
Станок токарно-винторезный 250ИТВ Ф1 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб. Станок оснащен системой цифровой индикации (СЦИ).
Оснащение станка СЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Особенности:
- Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности.
- Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент.
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой.
- Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки.
- Ходовой винт смазывается автоматически при нарезании резьбы.
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла.
- Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы.
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
- Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни.
- При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.
- После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение.
- В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы.
- Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об.
- Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач.
- Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
- Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта.
- Управление подачами осуществляется одной рукояткой.
- Направление включения рукоятки совпадает с направлением перемещения суппорта.
- Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач.
- На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В.
- Подключение станка к электросети осуществляется пакетным включателем.
Сведения о производителе токарно-винторезного станка 250ИТВМ
Производитель токарного станка 250ИТВМ — Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУØ 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ Ø 320 - 1336м
— станок токарно-револьверный Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный Ø 400 - ИЖ-250, ИЖ-250П
— станок токарно-винторезный повышенной точности универсальный Ø 250 - ИТ-42
— станок токарный с ЧПУ Ø 320
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Читать также: Варисторы виды и маркировка
Конструкторские особенности строения
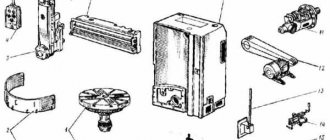
Составные части станка
Перечень составных частей
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
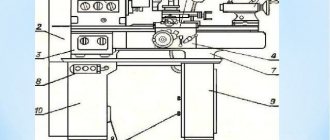
Конструкция и модификации станка
Внешний вид
Функциональное назначение токарных станков модели ИЖ-250 широкое. С их помощью можно выполнять обработку заготовок методом вращения. При этом деталь крепится в цанге, центрах или патроне. Дополнительно предусмотрена возможность формирования резьбы различного типа.
Конструкция оборудования стандартная, но имеет ряд особенностей. К ним относятся широкий диапазон переключения передач и подач режущего инструмента, возможность заранее выставить режим работы, который включится в определенный промежуток времени. Для удобства управления предусмотрен мнемонический механизм. Во время формирования резьбы смазка ходового винта выполняется автоматически.
Кроме этого, существует несколько типов модернизации станка, которые отличаются техническими и эксплуатационными качествами, а также комплектацией.
- ИЖ-250ИТВФ1. Оснащен блоком цифровой индикации. С его помощью можно существенно повысить производительность труда, так как рабочий не тратит время на измерение фактических размеров обрабатываемой детали;
- ИЖ-250ИТП. Предназначен для выполнения грубой обработки. Эта модель изготавливается только по особому заказу.
Во всех типах оборудования установлен редуктор с двенадцатью скоростями. Для привода применяются клиновые ремни повышенной надежности. Переключение блока шестерен происходит при смещении дисков, в которых есть отверстия под фиксирующие пальцы.
Повышение точности формирования резьбы осуществляется с помощью механизма-верньера, установленного на станок ИЖ-250. Дополнительно предусмотрена схема соединения гитары с ходовым винтом. Он позволяет повысить точность обработки.
Наибольшую популярность станки этой серии получили для комплектации производственных линий, специализирующихся на приборостроении. Это обусловлено возможностью индивидуальной комплектации и изменением некоторых параметров станка при заказе на заводе-производителе.
Технические возможности станка модели ИЖ-250
Станок ИЖ-250 создавался специалистами «Ижмаш» для обработки деталей, отличающихся небольшими размерами. Именно поэтому им активно оснащались приборостроительные и инструментальные заводы.
Станок этой модели способен длительное время обеспечивать высокую точность обработки в том случае, если на нем выполняются получистовые и финишные токарные операции. Для осуществления более грубых технологических операций, при которых на узлы агрегата оказываются значительные нагрузки, лучше использовать модернизированную версию данной модели станка – 250ИТП.
В свое время станок модели ИЖ-250 выпускался в нескольких вариантах конструктивного исполнения:
- ИТВМ03 – агрегат с увеличенным расстоянием между центрами;
- ИТВМФ1 – станок, дополнительно оснащенный цифровой индикацией;
- ИТПМ – модель, используемая преимущественно для выполнения токарных операций, не требующих высокой точности.
Органы управления ИЖ-250
Стоит отдельно сказать о модернизированной модели станка ИЖ-250 – ИТВМФ1. Последний за счет цифровой индикации позволяет выполнять обработку с высокой производительностью. Оператору, работающему на таком агрегате, требуется намного меньше времени для того, чтобы проводить измерение геометрических параметров детали и выполнять пробные проходы.
Цифровая индикация обеспечивает этому устройству еще ряд весомых преимуществ: нет необходимости запоминать обороты лимба и рассчитывать определенные параметры; линейная компенсация неточностей взаимодействия узлов станка, а также износа режущего инструмента в процессе обработки осуществляется в автоматическом режиме, без участия человека.
Технические возможности станка модели ИЖ-250 позволяют с высокой точностью и производительностью выполнять с его помощью нарезание различных типов резьбы (метрической, дюймовой, модульной), поэтому такую технологическую операцию стараются выполнять именно на этом агрегате.
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Технические характеристики модификаций токарного станка ИЖ-250
Все основные параметры трех модификаций токарно-винторезного станка ИЖ-250 представлены в таблице ниже.
Технические характеристики модификаций станка ИЖ-250
Устройство
Паспорт модели 250ИТВМ содержит информацию о главных действующих модулях установки – приводе, обеспечивающем вращательный момент резца, вторым элементом является электрическая схема. Последняя используется преимущественно для осуществления ремонтных работ либо в качестве основного средства качественной установки дополнительных модулей.
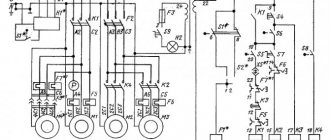
Электрическая схема станка
Привод функционирует благодаря 12-скоростному редуктору, который позволяет работать на необходимой скорости с возможностью предварительной настройки для последующего запуска
Важное назначение имеют клиновые ремни, которые в этом агрегате допускается менять без громоздкой разборки основных элементов
Механизм плавного переключения скоростей работает по следующей схеме:
- С поворотом маховика происходит смещение двух селекторных дисков.
- Внутри дисков моментально меняется комбинация отверстий, получившееся смещение полностью соответствует предполагаемой передаче, которую хочет включить рабочий.
- Отверстия соответствуют фиксирующим рычагам, обеспечивающим переключение необходимой скорости.
- Рукоять оттягивается, что сопровождается небольшим притормаживанием шестеренок, после чего происходит изменение передачи.
Технические характеристики станка 250ИТВМ
| Наименование параметра | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
| Дискретность УЦИ по координатам X/Z. мм | — | — | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
Список литературы:
Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000 Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации электрооборудования 250ИТВМ.00.000 РЭ1, 2000
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Станки токарные универсальные ИЖ 250 ИТВМ.01, 250ИТВМ.03, 250ИТВМ.Ф1, ИТВМ250.Ф3
ИЖ 250 ИТВМ (1И250В) современный станок модельного ряда Удмурт, Удмурт-2, 161-АМ, ИЖ-250, 95ТС-1, ИС1-1, 1И611П, 1ИС611В, выпускаемых в советские времена.
На данный момент ИЖ 250 ИТВМ.01 В НАЛИЧИИ 2шт.
Поставляем запчасти и оснастку для станков ИЖ, и осуществляем ремонт любой сложности станков ижевского производства.
Универсальный токарно-винторезный станок ИЖ 250 ИТВМ.01 — базовая модель гаммы ИЖ 250 ИТВМ.03, ИЖ 250 ИТВМ.Ф1 250 ИТВМ, ИТВМ 250 Ф3. Современная модель после ИЖ 1И611П (или 1 И611 ). Станок токарно-винторезный ИЖ 250ИТВМ.01 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб. Станок ИЖ 250 ИТВМ.Ф1 дополнительно оснащен системой цифровой индикации. Станок ИЖ 250 ИТВМ.03 отличается от базовой модели увеличенным межцентровым расстоянием до 750 мм. Станок ИЖ 250 ИТПМ в отличие от базовой модели предназначен для выполнения менее точных работ как и станки ИЖ 1И611П или просто 611 ИЖ.
Особенности конструкции токарных станков ИЖ 250 ИТВМ
Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой.
Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла. Станина станков ИЖ 250ИТВМ.01, ИЖ 250ИТВМ.Ф1, ИЖ 250ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении. Это отличные правопреемники станков ИЖ 1И611П.
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни.При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение.В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок ИЖ 250ИТВМ Ф1 оснащен системой цифровой индикации (СЦИ).
Оснащение токарного станка ИЖ 250 ИТВМ УЦИ
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта.Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач.На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
Технические характеристики станков ИЖ
ИЖ 250ИТВМ .01 | ИЖ 250ИТВМ .03 | ИЖ 250ИТВМ Ф1 | ИЖ 250ИТПМ | |
| Максимальная длина обрабатываемого изделия, мм | 500 | 750 | 500 | 500 |
| Максимальный диаметр обрабатываемой заготовки, мм: над станиной над суппортом | 240 168 | 240 168 | 240 168 | 240 168 |
| Максимальный диаметр прутка, обрабатываемого в патроне, мм | 24 | 24 | 24 | 24 |
| Максимальное сечение резца, мм | 16х16 | 16х16 | 16х16 | 16х16 |
| Конец шпинделя по ГОСТ 12593-93 | 4 | 4 | 4 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Перемещение пиноли, мм | 85 | 85 | 85 | 85 |
| Частота вращения шпинделя, мин-1 | 25-2500 | 25-2500 | 25-2500 | 25-2500 |
| Продольная подача, мм/об | 0,001-1,8 | 0,001-1,8 | 0,001-1,8 | 0,001-1,8 |
| Поперечная подача, мм/об | 0,005-0,9 | 0,005-0,9 | 0,005-0,9 | 0,005-0,9 |
| Шаг нарезаемой резьбы метрической, мм модульной, модули дюймовый, ниток на 1» | 0,2-48 0,2-12 24-0,5 | 0,2-48 0,3-12 24-0,5 | 0,2-48 0,2-12 24-0,5 | 0,2-48 0,3-12 24-0,5 |
| Мощность привода главного движения, кВт | 3 | 3 | 3 | 3 |
| Класс точности по ГОСТ 8-82 | В высокий | В высокий | В высокий | П повышенный |
| Шероховатость образца изделия, мкм | 0,63 | 0,63 | 0,63 | |
| Габаритные размеры, мм, не более длина ширина высота | 1790 810 1400 | 2005 810 1400 | 1790 955 1580 | 1790 810 1400 |
| Масса, кг, не более | 1180 | 1040 | 1290 | 1180 |
Ремонт токарных станков:
Кроме серийного выпуска новых станков, мы предлагаем услуги по текущему и капитальному ремонту ваших токарных станков.
Примеры выполненных нами работ по капитальному ремонту станков (от 550 000 руб. с НДС):
Устройство
Токарный станок ИЖ 250 оснащен мощным электрическим двигателем, который передает движение посредством 12-скоростного редуктора. Встроенный мотор рассчитан на работу в режиме 380 В. Его номинальная мощность – 3 кВт.
Агрегат укомплектован закрытым фартуком. Подачи суппорта в обоих направления осуществляются мастером вручную или с помощью ходового валика. Закрытый фартук также обеспечивает эффективное и точное нарезание резьбы посредством ходового винта. При этом мастер управляет подачами с помощью рукояти. Направление включения рукояти и направление движения суппорта идентичны. Немалый плюс конструкции состоит в том, что ходовой валик и винт не могут быть запущены одновременно, что обеспечивает встроенное блокировочное устройство.
Если станок ИЖ 250 укомплектован системой цифровой индикации, то это в значительной мере расширяет его функциональность. Эта опция позволяет проводить контроль размеров в дюймах или миллиметрах с точностью 0.1-100 мкм. СЦИ повышает точность обработки деталей, так как дает возможность осуществлять линейную компенсацию погрешностей механических деталей агрегата. Таковой может выступать, к примеру, износ направляющих.
В модели токарного станка ИЖ 250 предусмотрена особая коробка подач, которая обеспечивает значительный диапазон вариаций резьбы. Если у мастера возникает необходимость предельно точного нарезания – ходовой винт может быть напрямую соединен с гитарой, что позволит достичь нужного результата.
Токарно-винторезный станок Завод 250ИТВМ.Ф1
Станки серии 250ИТВМ являются универсальным оборудованием и обладают классом точности В (по ГОСТ 8-82), поэтому они идеально подходят для широкого перечня прецизионных токарных работ.
Станки модификации 250ИТВМ.Ф1 оснащены устройством цифровой индикации (УЦИ), позволяющим повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Станки токарно-винторезные предназначены для выполнения разнообразных высокоточных токарных работ в центрах, цанговых и кулачковых патронах, а также для нарезания метрических, дюймовых и модульных резьб.
Модификации продукта
- 250ИТВМ.Ф1 – базовая модификация станка с устройством цифровой индикации (УЦИ).
- 250ИТВМ.03.Ф1 – с увеличенным расстоянием между центрами.
Особенности продукта
- Класс точности – В (по ГОСТ 8-82)
- Цельнолитая станина, обеспечивающая высокий уровень виброгашения и жесткости
- Наличие устройства цифровой индикации (УЦИ)
Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности.
Преселективное управление скоростями шпинделя станка 250ИТВМ.01 позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой. Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки.
Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла.
Станина станков 250ИТВМ.01 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы.
Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Привод главного движения станка осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение.
В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы.
Станок модели 250ИТВМ.Ф1 оснащен системой цифровой индикации УЦИ.
ОСНАЩЕНИЕ ТОКАРНОГО СТАНКА 250ИТВМ.Ф1 УЦИ ПОЗВОЛЯЕТ:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач.
На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В.
Подключение станка к электросети осуществляется пакетным включателем.