Главная \ Каталог \ Токарные резцы с пластинам из твердого сплава
Основным видом металлорежущего инструмента для формирования геометрической формы детали, в том числе внутренних поверхностей фасонных деталей, нарезки резьбы и снятия фасок являются резцы токарные. Все резцы токарные вне зависимости от их типа (резцы отрезные или проходные, резьбовые резцы или резцы канавочные радиусные, резцы расточные для сквозных/глухих отверстий или резцы строгальные), а также исполнения режущей части (резцы из быстрорежущей стали, с твердосплавными пластинами, самокалы) могут использоваться на различных типах токарных станков.
Конструкция
Абсолютно все варианты, от наиболее распространенных до весьма специфических, состоят из двух следующих ключевых частей:
- державка, со строго определенным сечением, форма которого или прямоугольная, или квадратная, – для надежной фиксации в оборудовании;
- головка, с несколькими используемыми плоскостями и кромками (каждую из которых рассмотрим ниже) – для непосредственной обработки материала (будь то легированная сталь, чугун или какой-то другой).
По геометрии выделяют следующие способы исполнения:
- прямые – обе его вышеназванные составляющие располагаются либо параллельно, либо на одной оси;
- изогнутые – со слегка заметным искривлением профиля внутрь;
- отогнутые – с очевидным загибом, доходящим до почти зигзагообразной формы;
- оттянутые – головка по своей ширине уже державки и размещена либо симметрично по оси, либо со смещением, направо или налево.
Также абсолютно все актуальные сегодня типы резцов для токарных станков могут похвастаться определенной геометрией поверхностей, к взаимному расположению которых мы и переходим.
Плоскости
Выделяют три:
- Основная – параллельна опорной и, соответственно, вектору подачи инструмента, который может располагаться как продольно, так и поперечно.
- Плоскость резания – перпендикулярна предыдущей, в себя включает главную кромку, идет по касательной по отношению к заготовке.
- Главная секущая – проходит через основную кромку, перпендикулярна по своей роли к проекции.
Добавьте сюда же вспомогательную, которая секущая и расположена под углом в 90 градусов к соответствующей ей грани.
Важно, чтобы размеры оставались в пределах стандартного ряда, то есть не превышали 160Х100 – 630х1000 для инструментов прямоугольного сечения и 40Х40 – 400Х40 – для квадратного.
Углы резца
Их параметры зависят от разновидности и условий использования рассматриваемого нами элемента, а также от твердости материала его исполнения и характеристик обрабатываемых заготовок. Последние, в свою очередь, определяют остроту головки, а значит могут быть:
- Главные (по размещению плоскостей):
- передний задает степень деформации при воздействии, эффективность теплоотвода, прилагаемое усилие; должен уменьшаться с увеличением твердости поверхности детали;
- задний – влияет на силу трения, скорость износа, качество выполнения конечной технологической операции.
- заострения – обуславливает прочность оснастки;
- резания – определяет глубину проникновения.
- основной – задает количество и объем снимаемой стружки;
- вторичный – непосредственно влияет на степень шероховатости, которая при его уменьшении пропорционально снижается.
Это интересно: Хромирование пластика в домашних условиях: технология и советы
Конструкция и геометрия инструмента
Классический резец канавочный состоит из двух инструментальных частей — это рабочая головка-резак и фиксирующий стержень, с помощью которого запчасть закрепляется в держателе станка. Стержень-держатель делают из высоколегированной стали, которая обеспечивает высокую прочность и защиту инструмента, а также минимизирует риск коррозии, деформации. Режущая часть КР делают в виде прямоугольной или овальной пластины, которая также делают из высоколегированной стали.
Пластина обычно делается из металла, который содержит добавки на основе кобальта, марганца или вольфрама — это обеспечивают инструменту высокую прочность, поэтому затупляется он медленно. На некоторых КР головка делается в виде сменной головки, которая также выполнена из стали с большим содержанием кобальта, марганца, вольфрама и подобных легирующих добавок. Заточка инструмента должна выполняться на точильном станке, а доверить эту работу рекомендуется рабочему с опытом.
Несколько слов о правильной заточке канавочный резцов:
- Во время заточки и сборки запчасти необходимо получить передний угол в пределах от 15 до 25 градусов. Расположение резака влияет на то, как будет обрабатываться рабочая заготовка в будущем во время работы режущего станка.
- Рабочую кромку следует затачивать равномерно по всей ее длине. Если проигнорировать это правило, то при работе станка будет возникать сильная вибрация, что сделает резку неточной. Из-за вибрации также дополнительно нагревается инструмент, что снизит прочность РК, сделает заточку более сложной.
- Оптимальную геометрию подбирайте опытным путем. Нормы ГОСТ не дают точных инструкций относительно заточки этого инструмента из-за того, что обработка поверхностей имеет особенности. Поэтому подобрать универсальный угол наклона и качество заточки не представляется возможным.
Чтобы оптимизировать заточку, рекомендуется выполнять ее в несколько этапов. Для начала нужно сделать несколько пробных проточек, чтобы определить оптимальные параметры заточки. Когда рабочий набьет руку, можно приступать к основной заточке. Пропускать тестовую проточку можно только опытным токарям с опытом, которые в совершенстве владеют своим ремеслом, знают все тонкости работы с канавочными резцами.
Что такое резец для токарного станка по металлу?
Данный инструмент представляет собой изделие, элементы которого осуществляют токарную обработку металлических заготовок на металлообрабатывающем оборудовании. Конструкция резца содержит:
- Державку. Данный элемент необходим для фиксации изделия. Поперечное сечение может быть квадратным и прямоугольным.
- Рабочую головку. Она осуществляет обработку металлической заготовки на станке. Изготавливается форма данного элемента резака из нескольких плоскостей. Работу выполняют режущие кромки, заточенные под определенным углом. Заточка резцов для токарного станка по металлу зависит от того, какими характеристиками обладает материал заготовки и какой производится тип обработки.
Геометрические параметры и размеры инструмента
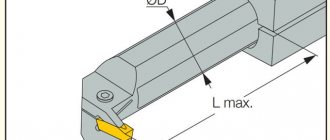
Конструкция любого канавочного резца характеризуется его геометрическими параметрами.
- Геометрия корпуса или державки: L – длина тела, B и H – размеры сторон поперечного сечения.
- Расположение режущего элемента в корпусе. Гнездо под пластину может занимать всю ширину корпуса или один из углов. В последнем случае ширина гнезда обозначается литерой n. Пластина может быть посажена в гнездо под некоторым углом к корпусу.
Форма рабочей режущей пластины: l – длина рабочей части резца, b – высота тела пластины, S – толщина.
Клинок для резания заготовки также имеет свои параметры, выраженные в углах.
- «Гамма» отображает угол передней заточки – это главный элемент режущей кромки.
- «Альфа» – задний главный угол заточки.
- «Альфа» с индексом 1 – задний угол вспомогательного назначения.
- «Лямбда» – угол, под которым режущая кромка имеет наклон.
- «Фи» – угол главного назначения, расположенный в плане.
- «Фи» с индексом 1 – угол вспомогательного назначения, расположенный в плане.
Модели отрезных иканавочных резцов в SolidWorks
Как уже говорилось в статьях ранее 3д модели режущего инструмента можно, конечно, построить с нуля в SolidWorks. Но я думаю в этом нет никакого смысла так это сделали уже за нас производители инструмента.
Переходим на сайт , и для примера скачиваем две модели резцов под обозначениями: «RAG123H10-32B», «RF123H13-2525BM».
Сайт «Sandvik coromant»
И в строке поиск вводим поочередно данные обозначения и скачиваем резцы, нажав на «Загрузить» в строке «скачать подробную 3D модель».
Скачивание 3д модели инструмента с сайта «Sandvik coromant»
Далее открываем скаченные файлы и получаем 3д модели данных резцов в SolidWorks.
Резец для обработки внутренних канавок RAG123H10-32B
Резец для отрезки и обработки канавок RF123H13-2525BM
Как видим это намного проще и быстрее чем создавать резец в SolidWorks c нуля.
Если кому нужно данный модели можно скачать в конце статьи!
Основные размеры и материалы
Резец токарный канавочный в общем случае не длиннее 270 мм, ширина рабочей головки варьируется от 2 до 10 мм, толщина и высота в случае с прямоугольным и квадратным сечением стержня достигает 50 мм. При работе на станках с низкими оборотами для изготовления резцов используется углеродистая инструментальная сталь, легированная позволяет ускорить выполнение операций. На больших скоростях может быть использована высоколегированная сталь, скорость возрастает до полутора раз, инструмент может выдерживать повышение температурного режима.
Пластины для точения канавок в составных резцах могут быть из различных материалов:
- твердосплавные напаянные;
- металлокерамические на базе соединений из кобальта с титаном и вольфрамом;
- минералокерамическими, применяются в основном для обработки деталей высокой прочности, устойчивы к высоким температурам, но хрупкие и дорогие;
- алмазные, очень прочные, но при высоких температурах выгорают;
- эльборовые, на базе нитрида бора, хорошо держат температуру, могут обрабатывать высокопрочные материалы.
Для каждого из вышеперечисленных материалов характерны особенности применения, при выборе цена не является главным аргументом – можно купить много дешевых, которые не смогут заменить несколько дорогих, но оптимальных по параметрам. Токарные канавочные резцы – дорогой инструмент, его правильный подбор сэкономит финансы и не нарушит технологический цикл производства.
Категории резцов
Из всех имеющихся параметров, по которым классифицируют резаки, основным считается тип обработки заготовки. В зависимости от своего технологического назначения, сменные резцы для токарного станка по металлу бывают:
- Проходными. Используя данное изделие, токарь обрабатывает цилиндрические и конические наружные поверхности металлических заготовок. Обработка осуществляется вдоль оси вращения заготовки.
- Отрезными. Применяются для разрезания заготовок и их торцевания.
- Фасонными. Используя данный резец для токарного станка по металлу, можно обтачивать фасонные поверхности заготовок. Инструмент также используется для формировки фасонных выступов и канавок.
- Расточными. Изделие используется для растачивания как сквозного, так и глухого отверстия. Расточные резаки могут быть упорными и проходными.
- Прорезными или канавочными. Внутренние и наружные канавки в цилиндрических заготовках из металла протачиваются данными резаками. Также этот тип резцов используется в тех случаях, когда необходимо разрезать заготовку под прямым углом.
- Резьбовыми. Используются в тех случаях, когда нужно оснастить заготовку внутренней или наружной резьбой.
- Гальтельными. Применяя резаки данной категории, токарь может обрабатывать переходные поверхности заготовок.
- Фасочными. Используются данные резаки для снятия фасок.
Это интересно: Технология лазерной резки металла – оборудование, особенности, видео
Виды канавочных резцов
Среди токарных инструментов для формирования канавок выделяют резцы для внутренней и наружной обработки. И первые, и вторые могут быть полностью изготовленными из твердосплавных материалов либо иметь сменную режущую часть. Твердосплавные резцы – достаточно дорогостоящий инструмент, поэтому его использование должно быть экономически целесообразным. При выполнении наружных работ обычно используют изделия со сменными пластинами, применять твердосплавные канавочные резцы в таких случаях не имеет смысла.
Совсем иначе обстоит ситуация с обработкой внутренних канавок. Здесь надо учитывать диаметр отверстия, в которое предстоит завести резец, а также жесткость инструмента. Требованиям, по которым резец обладает минимальным размером своей державки и достаточной жесткостью для выполнения обработки металла, удовлетворяют только твердосплавные канавочные инструменты.
Естественно, когда условия обработки и геометрические параметры обрабатываемой детали позволяют, для формирования наружных и внутренних канавок целесообразнее использовать недорогой инструмент со сменными пластинами.
Выбор резцов для токарных станков.
К выбору токарных резцов для конкретной операции металлообработки следует подходить комплексно, оценивая форму детали, вязкость и твердость обрабатываемого металла или сплава, допустимую погрешность отклонений от установленных размеров и требуемую шероховатость поверхности. Следует учитывать, что помимо материала детали, режущей части и держателя резца на качество обработки будут влиять:
- скорость подачи резца и глубина резания;
- угол режущей кромки и главный задний угол (между задней плоскостью режущей части и плоскостью поверхности обработки);
- способ стружколомания и устойчивость к вибрациям, как держателя, так и режущей головки;
- форма гнезда, в котором установлены твердосплавные пластины и способ крепления самого держателя.
Черт.1
Черт.1
Таблица 1
Размеры, мм
| Сечение резца | |
| 4х4 | 4 |
| 6х6 | |
| 8х8 | 6 |
| 10х10 | 8 |
| 12х12 | 10 |
| 16х16 | 12 |
2. Элементы конструкций и геометрические параметры отрезных резцов указаны на черт.2 и в табл.2.
Черт.2
Черт.2
Таблица 2
Размеры, мм
| Сечение резца | Наибольший диаметр отрезка | ||
| 6х6 | 1,5 | 10 | |
| 8х8 | 5 | 2,0 | 12 |
| 10х10 | |||
| 12х12 | 8 | 16 | |
| 16х10 | 3,0 | 30 | |
| 20х12 | 12 | ||
| 4,0 | 35 | ||
| 25х16 | 14 | 3,0 | 30 |
| 5,0 | 50 | ||
| 32х20 | 18 | 4,0 | 35 |
| 6,0 | 60 | ||
| 20х12 | 12 | 4,0 | 35 |
| 25х16 | 14 | 5,0 | 50 |
| 32х20 | 18 | 4,0 | 35 |
| 6,0 | 60 |
Текст документа сверен по: официальное издание Резцы. Конструкция и размеры. Часть 1: Сб. ГОСТов. — М.: ИПК Издательство стандартов, 2003
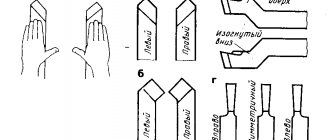
Направления резцов
В зависимости от того, в каком направлении начинает осуществляться движение инструмента, резцы делятся на два типа:
- Левый тип. Начало обработки начинается слева направо. Определить данный тип можно, положив левую руку на изделие. Большой отогнутый палец будет расположен со стороны режущей кромки резца.
- Правый тип. Подача выполняется справа налево. Для определения данного типа резца на него следует положить правую руку. Большой палец окажется на стороне режущей кромки инструмента.
Правила выбора
При правильном подборе и отработанном технологическом цикле резец для обработки канавок может работать длительное время без заточки. Основные факторы, влияющие на выбор:
- режущая кромка должна подходить для обработки материала (нержавейку не стоит обрабатывать углеродистой инструментальной сталью);
- следует учитывать особенности станка (износ, обороты, специфические возможности);
- температурный режим проводимых операций (при повышении температуры снижаются режущие качества, алмазные накладки просто выгорают на больших температурах);
- расчет оптимальной скорости подачи инструмента и соответственно реза (при расчете цикла может потребоваться проведение пробных проточек для правильной оценки);
- возможность заточки (составные резцы с набором режущих пластин вне конкуренции, их можно точить до упора);
- специфика изделия (фасонная поверхность, форма канавок, требования по допускам и чистоте обработки).
Например, необходимо выточить ступенчатый вал, в торцах которого прорезать полости заданного диаметра. Заготовка из легированной стали, износ станка большой и нет возможности работать на высоких оборотах.
Оптимально для этой ситуации подобрать три инструмента:
- для черновой обработки внешней поверхности можно использовать инструмент из высоколегированной стали, операцию производить на низких оборотах при подаче порядка 0.1 мм/об;
- для чистовой обработки хорошо подойдет токарный резец из стали Р6М5, соответствующий ГОСТ 18874-73, материал инструмента относится к быстрорежущей стали, держит температуру до 600 градусов;
- внутреннюю полость следует выбрать расточным инструментом для чистовой обработки с рабочей поверхностью из твердых сплавов.
Канавочный резец — требования по ГОСТ
Технические характеристики КР оговариваются нормами ГОСТ, которые были приняты еще в СССР. Основным стандартом является документ ГОСТ 2209-82, а также его пересмотр от 1990 года. Также действует и ряд других нормативных документов — ГОСТ 18874-73, ГОСТ 18885-73, нормы СНиП и другие. Они оговаривают основные параметры канавочных резцов — геометрию, износостойкость, прочность, маркировку, качество резки, методики проверки. О выборе КР нужно помнить следующее:
- Большинство резцов, представленных на рынке имеют российское, китайское или европейское происхождение. Российские изделия отличаются неплохими техническими характеристиками, большим сроком годности, не требуют дополнительных требований по транспортировке или хранению. Еще один плюс — умеренная цена. Однако их рекомендуется применять для обработки обычных деталях при невысоких температурах.
- Если хотите обработать прочную и/или нагретую поверхность, то предпочтение следует отдать запчастям европейских производителей. Стоят они дороже, но и технические параметры у них лучше. К тому же они медленнее тупятся, легко хранятся, дольше выдерживают воздействие воды, химических веществ.
- С китайскими деталями ситуация гораздо сложнее. Многие китайские производители делают вполне качественные запчасти не уступают российским и даже европейским аналогам. А стоят они очень дешево. Однако в продаже все же много китайских низкокачественных резцов, поэтому выбирать детали нужно аккуратно. Имеет смысл закупать китайские изделия небольшими партиями (в случае плохих резцов Вы не потеряете много денег).
Особенности токарной обработки с использованием канавочного резца
Режимы резания при использовании резцов канавочного типа имеют некоторые отличия от режимов обработки заготовки токарными инструментами других типов. Так, за глубину резания принимается величина, равная ширине формируемой канавки, а подачу инструмента за один оборот детали измеряют в направлении, перпендикулярном ее оси. Величину подачи в зависимости от материала, из которого изготовлена режущая часть канавочного инструмента, выбирают в пределах 0,07–0,2 мм/об, а скорость резания – 15–180 м/мин.
На поверхности заготовки можно получать канавки нескольких видов.
- Узкие канавки, ширина которых соответствует ширине режущей части инструмента, выполняются за один проход резца, который подается вручную. Перед этим на поверхности детали определяют точное место расположения канавки, а затем выставляют напротив этого места резец и осуществляют его подачу.
- Канавки на уступах и торцах детали выполняются по такому же принципу, их диаметр выставляют при помощи лимба поперечной подачи, а глубину – по лимбу продольного перемещения суппорта.
- Широкие канавки делают за несколько проходов по следующей схеме. Сначала определяют место расположения правого края канавки и выставляют напротив данного места резец. При помощи поперечной подачи резец врезают в деталь на глубину, которая на 0,5 мм меньше глубины нарезаемой канавки (такой припуск оставляют на чистовую обработку). Затем при помощи продольной подачи канавочный инструмент начинают перемещать к левому краю нарезаемой канавки, граница которого предварительно намечена. После того как черновая канавка сформирована, ее дно обрабатывают начисто – на требуемую глубину, осуществляя продольную подачу резца слева направо. В том случае, если необходимо сформировать канавку с очень точным расположением ее левого и правого краев, при черновой обработке на них также могут быть оставлены припуски, которые затем снимаются при помощи поперечной подачи канавочного или подрезного резца.
Виды работ, производимых канавочными резцами
Рекомендации по выбору резцов канавок
При выборе канавочного резца следует руководствоваться следующими соображениями:
- В первую очередь анализируют чертеж, по которому будет изготавливаться деталь. На чертеже указаны все параметры канавок: ширина, глубина, форма, а также нормативы по точности изготовления, возможные допуски.
- Металл, из которого изготовлена деталь. Для твердосплавных металлов берут соответствующие резцы с твердосплавным лезвием, для мягких металлов – обычные канавочные.
- При выборе инструмента для нарезания канавок внутри отверстия важен диаметр державки и величина выступающей кромки ножа. Здесь тоже целесообразней применять твердосплавную оснастку.
- Оборудование для проведения операций. Выбор канавочного резца определяется в этом случае в зависимости от возможных режимов работы станка, конфигурации и типа резцедержателя.
- Особенности технологического процесса. Техпроцесс может влиять на скорость обработки изделия. Чем скорость выше, тем более крепкую и выносливую канавочную оснастку нужно применять для достижения целей обработки.
- Предусмотрена ли смазка зоны обработки во время проведения операции. Смазка положительным образом влияет на работу, снимая часть нагрузки с канавочного инструмента и давая возможность тем самым применять более простую оснастку.
Государственные стандарты
Актуальными на сегодня остаются принятые в СССР технические регламенты на металлорежущий инструмент. Для канавочных резцов с твердосплавными напаянными пластинами параметры и геометрию определяет ГОСТ 2209-82 или его более поздняя версия ГОСТ 2209-90. В них представлена исчерпывающая информация о геометрии, износостойкости и методиках проверки качества материала.
Скачать ГОСТ 2209-90
Резцы токарные отрезные должны соответствовать ГОСТ 18874-73.
Скачать ГОСТ 18874-73
В нем описаны конструкционные особенности, размеры и геометрия инструментов из быстрорежущей стали, их маркировка. Регламенту почти полвека, а его активно эксплуатируют, что говорит об активном использовании морально устаревшего и изношенного станочного парка на большинстве производств. Последние изменения вносились в ГОСТ 18874-73 в 1985 году, за это время кардинально изменились технологии и материалы для резцов. Инструменты для наружных канавок соответствуют ГОСТ 18885-73, ситуация аналогична вышеописанной, современные канавочные резцы могут кардинально отличаться от стандарта, обеспечивая лучшее качество и быстроту реза.
Скачать ГОСТ 18885-73
В целом, стандарты с полувековой историей не могут быть эффективными. За это время технологии серьезно изменились, но обновление парка станков крайне затратное дело, поэтому резцы по старым ГОСТам еще долго будут востребованы и нужны. Современное же производство с высокотехнологичным оборудованием опирается на другие критерии подбора инструментов для токарной обработки металла.
ГОСТ 18885-73 и 18874-73, касающиеся канавочных резцов
С содержанием ГОСТ 18874-73 «Резцы токарные прорезные и отрезные из быстрорежущей стали» и ГОСТ 18885-73 «Резцы токарные резьбовые с пластинами из твердого сплава» можно ознакомиться ниже:
ГОСТ 18874-7
ГОСТ 18885-73