Сварочный пост представляет собой специфический «кабинет» сварщика, оснащенный всем необходимым оборудованием, аксессуарами и приспособлениями, необходимыми для бесперебойного выполнения работ по сварке. Организация сварочного поста и все работы, связанные с его обустройством, должны производиться согласно требований охраны труда и безопасности жизнедеятельности. При планировании подобных участков, осуществляющих выполнение технологических процессов, следует руководствоваться , который устанавливает требования к производственным помещениям и размещению оборудования, транспортировке материалов, а также требования к персоналу и применению СИЗ.
В данном случае речь пойдет об обустройстве рабочего места для выполнения операции сварки электродуговым методом (ручная, аргонодуговая, полуавтоматическая).
Варианты оборудования рабочего места сварщика
Сварочные посты подразделяются на два типа:
- стационарный – предназначен в основном для работы с небольшими металлическими заготовками;
- передвижной – обустраивается чаще всего на крупных производственных предприятиях, используется при прокладке трубопроводных магистралей, быстровозводимых строительных сооружений.
Общие требования к рабочему месту сварщика
- Участок должен быть достаточно освещен (минимум 80 Люкс). Рекомендовано одновременно использовать для сварочных постов естественный свет и электрические приборы освещения.
- Все виды электрического оборудования обязательно заземляются.
- Половое основание на участке должно быть выполнено из кирпичной кладки или бетона.
- Специализированные карманы для хранения документации, расходного материала.
- Обязательное требование – организация качественной вентиляции сварочных постов для отведения вредных газов.
- Рабочая поверхность из чугуна, стали с кабелем питания.
- Под ногами у сварщика должен обязательно лежать коврик, изготовленный из резины.
- Для выполнения сидящих работ должно быть специальное кресло из металла с диэлектрическим сидением.
При обустройстве участка на улице должен быть сделан навес, который будет защищать от атмосферных осадков. Для защиты от прямых солнечных лучей оборудуются специальные складные щиты.
Стационарные и передвижные сварочные посты: виды и размеры
В сущности, сварочные посты это рабочие места, на которых созданы условия для безопасной и удобной работы. В зависимости от источника энергии они бывают газо- и электросварочного вида. К рабочим местам для газовой сварки предъявляются повышенные требования по воздухообмену. На электросварочных постах обеспечивают надежную защиту от поражения электротоком.
Классификация по конструкции подразделяется на стационарные и передвижные виды. Первые оборудуют на отведенном месте для сварки заготовок небольшого размера, так как площадь столешницы верстака ограничена. Вторые делают в виде каркасов на колесах с установленным оборудованием. Мобильность рабочего места удобна для сварки сложных объектов.
Стационарный сварочный пост
Схема сварочного поста стационарного типа предполагает использование защитной кабины без навеса.
Основные требования к оборудованию рабочего места
- Площадь кабины от 3-х квадратных метров.
- Стенки кабины изготавливаются из негорючих материалов.
- Каркас изготавливается из металла.
- Высота рабочего стола при сидячей работе – 50-60 см, при стоячей работе – 90 см.
- На входе должна быть ширма из брезента.
- Общая высота кабины – от 2-х метров.
- Снизу вдоль стенок оставляются зазоры под вентиляцию – порядка 25 см.
- Площадь рабочей поверхности из чугуна, стали должна составлять квадратный метр.
- Внутри кабина обрабатывается специальным огнеупорным раствором светло-серого цвета, который способен поглощать ультрафиолет, не допускает воспламенение.
Классификация сварочных постов
Рабочие посты для сварки подразделяются на две категории: стационарные и передвижные. Они используются для разных видов работ и имеют разную конструкцию.
Стационарный пост и все его оборудование — это открытая сверху кабина, в которой находится все необходимое для работы. В данных постах можно сваривать металлические изделия небольших размеров. А вот для обработки крупных изделий они не подойдут, тут потребуется уже передвижной сварочный пост. С его помощью изготавливают трубы, устанавливают большие конструкции и многое другое.
Передвижной пост для сварки
Профессиональный передвижной сварочный пост организовывается для качественного проведения сварочных работ, производства крупногабаритных металлических сооружений. Такое рабочее место чаще всего организовывается на открытом участке, поэтому для него обязательно делается навес, который будет защищать от солнечного излучения, атмосферных осадков. Основной материал, используемый при изготовлении навесов мобильных постов – это складские щиты.
Для удобства хранения электродов, вспомогательного инструмента, спецоборудования, прочих подручных средств газосварочный пост оснащается специальными тумбами. Вентиляционная система в этом случае не предусмотрена, так как работы производятся на открытом воздухе, и вредные газы, выделяемые в процессе выполнения работ, быстро рассеиваются сами.
Основные требования к организации передвижного поста
- Освещение должно сводить к минимуму нагрузку на органы зрения рабочего, получаемую от светового потока.
- Осветительные приборы чаще всего размещают над столешницей рабочего стола, рядом с ней.
- Газосварочный пост должен обязательно иметь заземляющее устройство.
- Для качественной вытяжной вентиляции естественным способом между половым основанием и стенами оставляются зазоры порядка полуметра.
Электрическая сварочная дуга
При электродуговой сварке воздух загрязняется примесями, которые могут вызвать отравление организма человека или поражение легких, приводящее к легочным заболеваниям. К примесям, вызывающим отравление организма, относятся окислы меди, свинца, цинка, марганца, фтористые соединения, окись углерода и азота. Окислы образуются при окислении паров меди, свинца, цинка, марганца, выделяющихся в процессе сварки. Медь и цинк могут входить в состав электродного и основного металла. Марганец может входить в состав основного металла, электродного, а также в состав покрытий и флюсов.
Окислы свинца образуются при его сварке по методу угольным или графитовым электродом. Загрязнение воздуха фтористыми соединениями наблюдается при сварке с применением покрытий и флюсов, содержащих криолит, плавиковый шпат или другие вещества, имеющие в своем составе фтор. Окись углерода образуется при сварке по этому методу, а также при сварке электродами, покрытие которых содержит соединения углерода или чистый углерод. Окислы азота образуются во всех случаях ручной электродуговой сварки и в большей степени при сварке тонкопокрытыми электродами. Содержание перечисленных примесей не должно превышать тысячных долей миллиграмма на литр воздуха.
К примесям, вызывающим заболевание легких, следует отнести окислы железа, кремния, алюминия, частички свободного углерода и другую пыль, выделяющуюся при ручной электродуговой сварке. Эти примеси при длительном вдыхании их вызывают поражение бронхов, следствием чего являются легочные заболевания.
Для предупреждения загрязнения воздуха примесями необходимо предусмотреть тщательную вентиляцию помещений, где установлены посты ручной электродуговой сварки. Вентиляция может быть общей и местной. Общая вентиляция должна быть проточно-вытяжной. Чистый воздух необходимо подавать непосредственно к местам сварки. В зимний период времени этот воздух должен подогреваться калориферами.
Согласно данным Академии Медицинских Наук Союза ССР при сварке металлическими электродами с покрытиями ЦМ-7 и УОНИИ количество чистого воздуха, подаваемого в цех, должно быть около 4000—5000 м3 на 1 кг расплавленных электродов.
Приточно-вытяжную вентиляцию необходимо иметь во всех помещениях ручной дуговой сварки. Местная вентиляция устанавливается в случае, когда сварочные посты размещены на определенных местах. При этом над сварочными столами устанавливаются вытяжные зонты. Местной приточно-вытяжной вентиляцией должны снабжаться сосуды, когда в них производится сварка. В этих случаях хорошие результаты дает подача воздуха непосредственно под щиток или маску. При этом количество воздуха должно составлять около 25 м3/час.
Подачу воздуха непосредственно под щиток или маску сварщика следует применять также в случае сварки цветного металла: меди, латуней, бронз, свинца, алюминия и его сплавов. Необходимость подачи чистого воздуха связана с тем, что при сварке цветных металлов выделяется значительное количество вредных окислов металлов, а также вредных газов.
Места, где производятся сварочные работы, должны быть достаточно хорошо освещены дневным или искусственным светом. Хорошее освещение рабочих мест снижает утомляемость глаз работающих и является одним из условий повышения производительности труда. Освещенность рабочих мест должна быть не менее 50—100 люксов. Чтобы уменьшить поглощение света стенками кабин, их окрашивают в светлые матовые тона. Рекомендуется применять цинковые белила, желтый крон, титановые белила. Перечисленные красители хорошо поглощают ультрафиолетовые лучи.
- Назад
- Вперед
Особенности сварочного поста
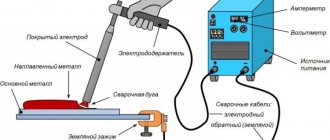
При необходимости сварочное оборудование переносится на открытую местность. Поэтому посты делят на два вида — стационарные и мобильные (передвижные). На рабочем месте будут располагаться сварочные трансформаторы, чтобы осуществлять сварку с переменным током, или же выпрямитель для постоянного напряжения. Сварочные посты зачастую включают в себя:
- Рубильник.
- Сеть питания.
- Электродержатель.
- Сварочные кабели.
- Источник питания.
- Зонд вытяжки.
Кабина поста также должна иметь свои определённые размеры: 1,5 м и не меньше 2 метров в высоту. Внутри она оборудована столом из металла, в верхней части необходимо установить зонд вытяжки. Стол имеет один или больше ящиков для хранения какого-либо инструмента. Никогда не стоит забывать о средствах личной защиты, к ним относится спецодежда, которая должна быть выдана сварщику.
Устройство поста для ручной дуговой сварки
В обязательном порядке на каждом сварочном посту должны находиться все необходимые материалы, инструменты и сварочное оборудование. Короче, все то, что необходимо сварщику для работы. Это сварочный аппарат нужного типа, электроды и держатели для них, средства заземления, источник питания, а также минимальный комплект металлической мебели.
Сварочный пост может быть стационарным или передвижным, в зависимости от своего назначения и места нахождения.
Стационарный сварочный пост для ручной сварки
Это рабочее место, которое обустроено на постоянной основе. Его габариты зависят от размеров свариваемых изделий. Как правило, сюда входят металлический стол и стул, который регулируется по высоте. Питание подводится непосредственно к столу, а сварщик
работает, не вставая из-за стола. Все изделия подаются к нему на рабочее место. Вместо стола часто используется специальный кантователь, позволяющий легко перемещать и поворачивать детали так, как это нужно сварщику.
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.
При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.