Резец токарный подрезной – режущий рабочий инструмент токарного станка, с помощью которого можно выполнить следующие несложные операции:
- удалить припуски на заготовках цилиндрической или конической формы;
- сгладить обрабатываемую поверхность, придать детали заданную форму;
- сформировать фаски;
- срезать уступы;
- протачать торцы;
- удалить лишние элементы на наружной поверхности заготовки.
Резец токарный подрезной жестко фиксируется на токарном станке. В процессе работы он врезается в материал детали на установленную глубину и снимает его в виде стружки.
Характеристики по геометрии
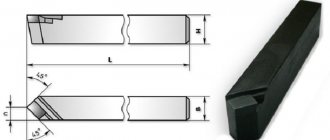
Все модели резцов имеют похожую геометрию и состоят из следующих основных частей:
- Головка – это главный рабочий участок, обычно выполненный из стального сплава.
- Стержень (тело) – нужен для закрепления в токарном станке.
- Опорная поверхность – с ее помощью фиксируется токарный резец в держателе станка.
- Передняя поверхность – обеспечивает откат стружки с поверхности заготовки.
- Кромка главная режущая – именно она режет деталь.
- Вершина лезвия – это точка касания режущего инструмента с заготовкой.
- Главная задняя поверхность – поддерживает пластину в течение работы.
- Поверхность задняя вспомогательная – позволяет инструменту плавно перемещаться по поверхности в процессе обработки заготовки.
Перечисленные элементы подрезных резцов специалисты часто группируют в два основных конструктивных узла. Стержень с опорной поверхностью образуют державку, выполняющую роль фиксатора на станке. В сечении она может быть прямоугольной либо квадратной.
Обе поверхности резца токарного подрезного представляют собой рабочую часть, которую назвали головкой. Угол заточки резцов зависит от свойств материала пластин и заготовок, а также технологии обработки.
Тип 1
Черт.1
Черт.2
Таблица 1
Размеры в мм
| Обозначение пластин по ГОСТ 25397-90 | |||||||||||||||
| Сечение резца | Угол врезки пластин | Угол врезки пластин | |||||||||||||
| 10° | 0° | 10° | 0° | 10° | 0° | 10° | 0° | ||||||||
| 12х12 | 15 | 3,9 | — | ||||||||||||
| 15 | 9,5 | 6,4 | 4 | ||||||||||||
| 16х16 | 20 | 4 | 7,4 | 6,0 | 6,5 | 06010 | |||||||||
| 28 | 12,0 | 5,5 | 8,0 | 5 | |||||||||||
| 48 | — | ||||||||||||||
| 25 | 15,0 | 5 | 9,4 | 6,8 | 7,4 | 6,6 | 9,6 | 6 | 06030 | ||||||
| 55 | |||||||||||||||
| 20х20 | 17,0 | 6 | 11,1 | 8,5 | 9,2 | 7,0 | 7,2 | 9,2 | 11,2 | 7 | 06050 | 66050 | |||
| 64 | |||||||||||||||
| 25х25 | 48 | 24,0 | 8 | 15,0 | 12,1 | 13,0 | 10,0 | 10,2 | 12,7 | 15,2 | 9 | 06090 | 66090 | ||
| 78 | |||||||||||||||
Черт.3
Черт.4
Таблица 2
Размеры в мм
| Обозначение пластин по ГОСТ 25397-90 | ||||||||||||
| Сечение резца | Угол врезки пластин | Угол врезки пластины | Угол врезки пластины | |||||||||
| 10° | 0° | 10° | 0° | 10° | 0° | 10° | 0° | |||||
| 16х12 | 6,0 | 11,1 | 8,5 | 9,2 | 11,8 | 12 | 14,0 | 10 | 12 | 06050 | 66050 | |
| 20х16 | 8,0 | 15,0 | 12,1 | 13,0 | 14,8 | 15 | 17,5 | 12 | 16 | 06090 | 66090 | |
| 25х20 | 10,0 | 18,8 | 15,7 | 16,9 | 18,8 | 19 | 22,0 | 16 | 21 | 20 | 06130 | 66130 |
| 32х25 | 12,5 | 23,6 | 17,3 | 18,6 | 24,7 | 25 | 28,5 | 20 | 23 | 22 | 06170 | 66170 |
| 40х32 | 30,3 | 16,6 | 18,3 | 30,6 | 31 | 35,5 | 28 | 22 | 21 | 06270 | 66270 | |
ГОСТ 18880-73 (скачать PDF)
Разновидности и классификация
Резцы токарные подрезные выпускают российские и зарубежные производители. Ассортимент на рынке большой, поэтому их сгруппировали следующим образом:
- По технологии изготовления: цельные, составные.
- Уровень обработки, которую они обеспечивают: черновая, получистовая, чистовая;
- По направлению подачи бывают правые или левые.
Резцы токарные подрезные называют цельными, если они полностью изготовлены из инструментальной стали одной марки, у составных (сборных) – элементы выполнены из сплавов с различными добавками. Для изготовления державки подходит особо прочный и износостойкий металл, выдерживающий длительные ударные нагрузки. Рабочую головку изготавливают из твердосплавного материала, но, кроме этого, он не должен нагреваться во время работы.
Например, для изготовления державки подходит твердый сплав Т10К5, а для режущей пластины, расположенная на головке, быстрорежущая сталь Р9.
Все более популярными становятся сборные инструменты, со сменными пластинами различной ширины и толщины. Заточке не подлежат. Кроме того, у некоторых из них регулируется длина вылета головки.
Характеристики резцов из твердого сплава должны соответствовать международному стандарту ГОСТ 18880-73, а из быстрорежущей стали ГОСТ 18871-73.
В зависимости от назначения и принципа работы выпускают следующие типы резцов.
Прямые модели
Их режущие кромки расположены параллельно оси державки, они ровные, без изгибов. Применяют для грубой обработки и стачивания лишних участков, удаления значительного слоя материала. Для этого потребуется несколько подходов. Особой популярности они не получили.
Резцы токарные подрезные отогнутые
Они выполняют аналогичные функции, а также добавляется возможность обработки фигурных поверхностей. Изогнутая форма позволяет обтачивать труднодоступные места, проникать в середину деталей, однако не подходят для чистовой обработки. Рабочая часть треугольного сечения и выгнута относительно оси державки. Таким резцом металлическое изделие нужно обрабатывать перпендикулярно оси вращения.
Державки бывают только трех стандартных размеров: 16х10, 25х16 и 32х20 мм.
Токарные подрезные упорные
Такими токарными подрезными резцами обрабатывают детали из материала небольшой жесткости. Применяются для срезания толстого слоя металла за один проход, а также для подрезки бортиков и стачивания ступенчатых поверхностей. Режущие кромки и ось державки параллельны.
По направлению подачи инструменты классифицируют на левых и правые, которые можно различить визуально, если приложить ладонь и посмотреть направление большого пальца.
I. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
I. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. В качестве режущей части резца должны применяться твердосплавные напаиваемые пластины из марок твердого сплава групп применения Р01…Р50, М10…М40, К01…К40 по ГОСТ 3882.
Допускается применять пластины по другой технической документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 6).
2. Державки токарных проходных, подрезных, расточных исполнения 2 и расточных державочных резцов с высотой более 12 мм должны изготовляться из стали марки 45 или 50 по ГОСТ 1051 группы Б общего назначения, а державки этих же резцов с высотой до 12 мм вкл. — из стали марки 40Х по ГОСТ 1051 группы Б общего назначения.
Допускается соответственно применять сталь марки 45 и 50 по ГОСТ 1050 и марки 40Х по ГОСТ 4543.
Державки строгальных проходных и подрезных резцов должны изготовляться из стали марки 45 или 50 по ГОСТ 1050, а державки строгальных и токарных отрезных и прорезных резцов и токарных расточных резцов исполнения 1 — из стали марки 40Х по ГОСТ 4543 и стали марок 45 или 50 по ГОСТ 1050.
Допускается изготовление державок резцов из конструкционных порошковых сталей плотностью не менее 6,9 г/см.
(Измененная редакция, Изм. N 3, 4, 5, 6).
3. Допускается выступание режущей пластины относительно державки резца. Величина выступания пластины не должна превышать при толщине режущей пластины:
| до 5 мм | 0,5 мм | ||
| свыше 5 мм | 1,0 мм | ||
Величина выступания пластины у отрезных, прорезных и револьверных резцов не должна превышать 0,5 мм.
Глубина паза под режущую пластину на державках резцов должна составлять 0,5-0,75 толщины режущей пластины . Для резцов с сечением державок равным 12х12 мм или с диаметром державок равным или менее 12 мм, глубина паза может быть равной толщине пластины (черт.1).
Черт.1
При алмазной заточке допускается нависание твердосплавных пластин величиной до 0,8 мм.
Глубина паза отрезных резцов должна быть равной толщине пластины.
В качестве припоя должны применяться припои марок П102 и ПрМНМЦ 68-4-2.
Допускается применение припоев марок ПрАНМц 06-4-2 и П100.
Слой припоя должен быть толщиной не более 0,35 мм.
В шве по периметру и в углах шва допускаются единичные места без припаивания (поры).
Разрывы паяного шва между опорными поверхностями режущей пластины и державки не должны превышать 10% видимой длины паяного шва на проходных и подрезных резцах и 5% на прорезных и отрезных резцах. Не допускаются разрывы припоя под главной режущей кромкой.
На боковых опорных поверхностях режущей пластины общая длина разрывов не должна превышать 50% длины паяного шва. Остатки припоя допускаются на державке под пластиной на задних и передних поверхностях резцов в том случае, если указанные поверхности выходят за державку.
(Измененная редакция, Изм. N 4, 5, 6).
4. На передней и задней поверхностях, образующих режущую кромку и округление вершины, трещины, выкрашивания и следы припоя не допускаются.
На нерабочих кромках и углах допускаются выкрашивания, величины которых не должны превышать указанных в табл.1а.
Таблица 1а
мм
| Толщина режущей пластины | Допускаемый размер выкрашивания | |
| свыше | до | |
| 2 | 0,3х0,5 | |
| 2 | 5 | 0,4х0,8 |
| 5 | 10 | 0,6х1,2 |
| 10 | 0,8х2,0 | |
(Измененная редакция, Изм. N 4, 6).
5. Передняя и задняя поверхности, образующие главную режущую кромку, включая криволинейный участок при вершине резца, должны быть подвергнуты операции доводки.
Криволинейная передняя поверхность, имеющая форму лунки, доводке не подвергается.
У резцов, передняя поверхность которых образована двумя пересекающимися плоскостями, доводке должна быть подвергнута только поверхность, сопряженная с главной режущей кромкой.
6. Параметры шероховатости резцов по ГОСТ 2789 не должны превышать указанных значений, мкм передних, задних поверхностей и криволинейной поверхности при вершине:
| подвергаемых доводке | 0,4 | ||
| не подвергаемых доводке | 0,8 | ||
| вспомогательной задней поверхности | 1,6 | ||
| опорной поверхности | 3,2 | ||
| боковой и верхней поверхности державок расточных державочных и револьверных резцов | 3,2 | ||
| остальных обработанных поверхностей | 10 | ||
Допускается по согласованию с потребителем не производить заточку и доводку резцов по передней, а отрезных резцов и по вспомогательным задним поверхностям.
(Измененная редакция, Изм. N 6, 7).
7, 8. (Исключены, Изм. N 4).
9. Сопряжение главной и вспомогательной режущей кромок должно быть плавным и соответствовать кривой, описанной радиусом. Резкие переходы не допускаются.
10. Поверхности державки резца должны иметь защитное или защитно-декоративное покрытие по ГОСТ 9.301 и ГОСТ 9.306.
Защитные или защитно-декоративные покрытия не должны нарушать плоскостности опорной поверхности резцов.
Допускается по согласованию с потребителем изготовлять державки резцов без защитного или защитно-декоративного покрытия.
(Измененная редакция, Изм. N 7).
11. Предельные отклонения размеров державок токарных и строгальных резцов не должны превышать указанных значений, мкм:
| высоты и ширины резцов из холоднотянутой стали с одной обработанной опорной поверхностью | h 16 | ||
| высоты резцов из горячекатаной стали с одной обработанной опорной поверхностью | h 17 | ||
| высоты, ширины и диаметра револьверных, токарных, отогнутых и расточных державочных резцов со всеми обработанными поверхностями | h 11 | ||
| расточных резцов с круглым сечением державки | h 9 | ||
(Измененная редакция, Изм. N 4).
12. (Исключен, Изм. N 4).
13. Для резцов, у которых высота режущей кромки соответствует высоте державки, предельные отклонения вершины режущей кромки не должны превышать: допуска ±IТ 14 — для токарных резцов, ± IT 11 — для расточных резцов.
Для резцов, у которых высота режущей кромки не соответствует высоте державки, предельные отклонения вершины режущей кромки не определяются.
У резцов с симметричной режущей частью предельные отклонения от симметричности режущих пластин (у широких резцов) или вершин (у остроконечных резцов) относительно ширины державки не должны превышать допуска IT 14.
Предельные отклонения от симметричности вершины резца относительно ширины режущей пластины не должны превышать половины допуска IT 15 (черт.2).
Черт.2
(Измененная редакция, Изм. N 4).
14. (Исключен, Изм. N 4).
15. Предельные отклонения ширины рабочей части отрезных и прорезных резцов не должны превышать указанных в табл.1.
Таблица 1
мм
| Номинальная ширина рабочей части | Предельное отклонение ширины рабочей части резца | |
| прорезные | отрезные | |
| 3, 4, 5 | +0,1 -0,35 | +0,2 -0,5 |
| 6, 8, 10 | +0,1 -0,4 | +0,2 -0,5 |
| 12, 16, 18 | +0,2 -0,6 | +0,2 -0,6 |
| 20, 25 | +0,2 -0,7 | +0,2 -0,7 |
(Измененная редакция, Изм. N 3, 5).
16. Предельные отклонения резцов длиной до 50 мм не должны превышать допуска ±IТ 16, а для резцов длиной более 50 мм допуска ±2 IT 16.
(Измененная редакция, Изм. N 4).
17. Допускаемые отклонения на длину оттянутой части прорезных, отрезных и расточных резцов не должны превышать:
| для резцов с длиной оттянутой части до 20 мм | ±1 мм | ||
| для резцов с длиной оттянутой части более 20 до 50 мм | мм | ||
| для резцов с длиной оттянутой части более 50 мм | мм | ||
18. (Исключен, Изм. N 6).
19. Допуск плоскостности нижней опорной поверхности державки резца должен соответствовать 10 степени точности по ГОСТ 24643. Выпуклость не допускается.
Допускается изготовлять резцы с допуском плоскостности нижней опорной поверхности державки резца, не более, мм: 0,1 — для резцов длиной до 50 мм; 0,2 — для резцов длиной свыше 50 мм.
(Измененная редакция, Изм. N 6, 7).
20. Допуск прямолинейности боковых сторон державки токарных и строгальных резцов не должен превышать 1 мм на 100 мм длины.
В случае разрубки на прессах на конце державки токарных и строгальных резцов допускаются замины, размеры которых не должны превышать указанных в табл.2.
Таблица 2
мм
| Высота державки резца, | Замин | |
| вдоль державки | по высоте державки | |
| 6-12 | 2 | 0,8 |
| 16; 20 | 3 | 1,0 |
| 25; 32 | 5 | 1,5 |
| 40; 50; 63 | 7 | 2,0 |
(Измененная редакция, Изм. N 3, 4, 6).
21. Предельные отклонения углов режущей части резцов (черт.3) не должны превышать:
Черт.3
| передний главный угол до10° | ±1° | ||
| свыше 10° | ±2° | ||
| задний главный угол () до 10° | ±1° | ||
| свыше 10° | ±2° | ||
| главный угол в плане | ±2° | ||
| вспомогательный угол в плане () | |||
| до 2° | ±0°30′ | ||
| при свыше 2° до 5° | ±1° | ||
| при свыше 5° | ±2° | ||
| угол наклона режущей кромки () | ±1° | ||
| главный угол в плане и задний вспомогательный угол в плане для отрезных и прорезных резцов | ±0°30′ | ||
22. Предельные отклонения от перпендикулярности боковых поверхностей относительно опорной поверхности резца не должны превышать:
| для резцов, обработанных только по опорной поверхности | ±2° |
| для резцов со всеми обработанными поверхностями | ±1° |
| для расточных резцов | ±0°30′ |
| для прорезных и отрезных резцов | ±1° |
21, 22. (Измененная редакция, Изм. N 4).
22а. Средний период стойкости резцов должен быть не менее 45 мин, установленный период стойкости — не менее 20 мин, при условиях эксплуатации указанных в общемашиностроительных нормативах резания для токарных и карусельных работ.
(Введен дополнительно, Изм. N 5).
22б. Критерием затупления является достижение износа по задней поверхности, указанного в табл.4.
Таблица 4*
_________________ * Табл.3. (Исключена, Изм. N 5).
| Тип резца | Обрабатываемый материал | Допустимый износ по задней поверхности, мм |
| Проходные прямые и отогнутые, проходные упорные | Сталь | 0,8 |
| Чугун | 1,2 | |
| Расточные | Сталь | 0,6 |
| Чугун | 1,0 | |
| Отрезные и прорезные | Сталь, чугун | 0,8 |
(Измененная редакция, Изм. N 6).
Продолжение табл.4
| Тип резца | Обрабатываемый материал | Допустимый износ по задней поверхности, мм |
| Резьбовые для шага : | ||
| до 3 мм | Сталь, чугун | 0,2 |
| св. 3 мм | Сталь, чугун | 0,4 |
| Строгальные | Сталь, чугун | 0,8 |
22в. На одной из боковых сторон каждого резца должны быть нанесены:
товарный знак предприятия-изготовителя;
ширина режущей части для прорезных резцов;
марка твердого сплава;
обозначение резца (последние четыре цифры);
изображение государственного Знака качества при его присвоении в порядке, установленном Госстандартом СССР.
22г. Транспортная маркировка и маркировка потребительской тары — по ГОСТ 18088.
22д. Вариант внутренней упаковки ВУ-1 — по ГОСТ 9.014.
22е. Остальные требования к упаковке — по ГОСТ 18088.
22в-22е. (Введены дополнительно, Изм. N 6).
23, 24. (Исключены, Изм. N 4).
Критерии по выбору
В зависимости от материала заготовки и типа операции, которую необходимо выполнить с помощью резца, подбирается соответствующий вид инструмента.
Для токарных работ необходимо приобретать резцы токарные подрезные разных моделей: сначала одним типом выполняют черновую обработку, затем для выполнения чистовой обработки заменяют инструмент.
Существуют несколько факторов, которые обязательно следует учитывать при выборе резца токарного подрезного:
- Материал обрабатываемой детали не должен быть более жестким, чем сам инструмент.
- Необходимость соблюдения размеров и качества обработки поверхности изделия.
Принимать во внимание износостойкость инструмента, которая напрямую зависит от прочности обрабатываемого материала.
Необходимо учитывать, что основные элементы могут быть выполнены из разных материалов в зависимости от выполняемых функций. Например, чтобы державка обеспечивала надежную фиксацию в резцедержателе, она должна быть ударо-, термо- и износоустойчивой.
Для изготовления режущих пластин производители обычно используют два типа материалов:
- Быстрорежущая сталь. Этот сплав характеризуется относительно небольшой прочности, поэтому инструменты не рекомендуется применять для обработки жестких материалов. Такие изделия быстро тупятся. Удалить большой слой материала получится только постепенно, за несколько подходов.
- Твердосплавные материалы. Они универсальны благодаря особой прочности и суперстойкости. Такие свойства придают введением в сплав, например, кобальта или титана. Чтобы инструменты из-за дорогостоящих добавок не стали слишком дорогими, применяют комбинированный материал из быстрорежущей и твердосплавной стали. Такие изделия тоже прослужат долго.
Видео рабочее, приятного просмотра.
Потребительские свойства резцов токарных подрезных можно оценить по маркировке, обозначающей марку сплава с обозначением легирующих добавок. Например, изделие Т15К6 выполнена из стали, в составе которой карбид титана и кобальт, а цифры указывают их процентное содержание.
В настоящее время на резцах токарных подрезных все чаще встречается надпись — HSS. Такое обозначение показывает, что токарный резец изготовлен из легированной стали, которую в народе прозвали «быстрорез». Это легированная сталь, в которую, вводят дополнительные компоненты для улучшения физических и механических свойств. Из этого следует, что состав стали у разных резцов, может быть разным. Это может быть даже дешевая порошковая сталь.
Все эти параметры влияют на дальнейший выбор значений подачи и скорости резания, а также на стойкость инструмента, т. е. продолжительность непрерывной работы до того момента, пока режущие кромки не затупятся.
Виды резцов для токарного станка и их назначение
При описании видов токарного инструмента обычно применяют несколько классифицирующих признаков. По конструктивному исполнению он делится на две разновидности: цельный и сборный. В первом случае все изделие выполнено в виде монолитного бруска металла. А во втором в роли лезвия выступают съемные или паяные твердосплавные пластинки. По технологическому назначению токарные резцы делят на специальные, которые используют для обработки различных профилей и резьбонарезания, и изделия общего назначения, применяемые для наружного и внутреннего точения, отрезки и торцевой подрезки. Еще один различительный признак токарного инструмента — это конфигурация режущей части, которая зависит от его режимов эксплуатации и вида токарных работ. Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).
Еще один вариант классификации — это деление токарного инструмента по принципу чистоты обработки. Здесь обычно выделяют два класса: черновой и чистовой. Первый предназначен для обдирочных работ или предварительной токарной обработки, а второй — для финишных операций. Если черновой инструмент, за редким исключением, довольно однотипен, то среди чистового существует ряд разновидностей с собственными названиями. В качестве примера можно привести лопаточный и радиусный резцы с дугообразным лезвием, назначением которых является точное чистовое точение. Еще один отдельный вид — это алмазный резец, применяемый для токарных работ по сверхтвердым материалам. Ни на что не похожую конструкцию имеет чашечный токарный резец с круговой режущей поверхностью, который может работать долгое время без переточки.
Кроме стандартной классификации, существует множество названий специфического токарного инструмента, как правило, отражающего особенности его конструкции или технологии применения. К таким относится пружинный резец с изогнутой в виде волны резцовой частью, которая пружинит во время токарной обработки жестких и неровных материалов.
Отдельной категорией резцовых изделий для токарных станков являются строгальные резцы. При токарных операциях с их использованием подача осуществляется на неподвижную деталь. При этом припуск не срезается, как при вращении, а удаляется строганием. В такой конфигурации токарный станок выполняет ту же функцию, что строгальный или долбежный.
Прямые проходные
Используются для наружной обработки заготовок из стали.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
Расточные
Применяются для отверстий сквозной и глухой группы, выемок, углублений.
Резьбовые
Создают резьбу снаружи и внутри, с сечением в форме трапеции, прямоугольников и кругов. Изделия бывают ровными и выпуклыми, круглыми.
Для наружной резьбы
Выполняются из прочных сплавов (закаленная сталь, металлокерамика), копьевидной формы, позволяющей наносить метрические и другие винтовые спиральные линии нужной глубины. Выпускаются в трех наиболее распространенных размерах: 25 на 16, 16 на 10 и 32 на 20 мм (последние отличаются сравнительной редкостью использования).
Для внутренней резьбы
Актуальны только для тех деталей, у которых есть технологические отверстия большого сечения. Главная конструктивная особенность – наличие змеевидной головки. Державки могут похвастаться значительной длинной, необходимой для глубокого и осторожного проникновения инструмента внутрь зафиксированной заготовки в процессе выполнения операции. Подходят только для того оборудования, которое оснащено «гитарой». Их габариты, в миллиметрах:
- 16 х 16 х 150;
- 20 х 20 х 200;
- 25 х 25 х 300.
Ровные
Отличаются от предыдущего варианта сохранением прямоугольных граней.
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.
Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Какие есть режимы работы
Для выполнения необходимой операции резец необходимо жестко и надежно зафиксировать в токарном станке. В процессе работы он врезается режущей частью на необходимую глубину в металл и срезает его в виде стружки.
Резцы токарные подрезные работают при поперечной или продольной подаче. Работа такого режущего инструмента может быть черновой, получистовой и чистовой.
Скорость выполнения токарной работы не должна существенно влиять на износ оборудования и допускать нештатные режимы работы (перегрев, обработку материала неподходящим или тупым резцом), потенциально опасные для станка и работника.
Отзывы
Пользователи, успевшие на своем опыте оценить плюсы и минусы конкретных моделей резцов токарных подрезных, делятся собственным мнением на различных интернет-форумах.
В частности, потребители постоянно спорят: какие токарные резцы покупать, дешевые или дорогие. Одни утверждают, что нет смысла переплачивать за бренд, другие хотят только самое лучшее из ассортимента производителей. Для кого-то важнее всего результат, а не каким инструментом он достигнут. А кто-то считает, что важно получать удовольствие от работы хорошим инструментом.
И еще есть токари, которые делают резцы токарные подрезные сами, работают ими, и продают их другим, утверждая, что их изделия — самые лучшие.