Abrasive and cutting tools in metalworking machines play a major role in the process of processing workpieces. The quality depends on the characteristics of the device and how firmly it is attached.
As this device, a collet chuck is chosen, which is distinguished by a variety of variations and standard sizes depending on the type of shank and type of machine.
What it is
Features of the collet mounting of cutters are high centering accuracy. The cutter, clamped in such a clamp, is located exactly in the center and rotates without beating. This is very important, especially for high-precision machining.
The collet clamp provides reliable strength for fastening the cutter, which is also important at high speeds in woodworking and heavy loads when processing metal.
The collet clamp consists of three main parts:
- main load-bearing part with a shank , which is attached to the spindle of a machine or hand router (in different ways);
- the collet itself is a cone-shaped bushing with petals or slots;
- clamping nut.
The cutter or drill is inserted into the collet. When the clamping nut is tightened along the thread, the cone of the collet is recessed into the seat of the main part and compressed. It is for the possibility of compression that all collets have petals or simply slots on two or three sides.
The classic collet clamp in the following image:
This collet chuck has a tapered fit into the machine spindle. The clamping nut does not have a hexagon for a standard wrench. There are slots for a special key with two horns, which comes complete with such cartridges.
A short visual overview of such a clamp can be seen in the video:
Included with the described cartridge is a set of collets of different internal diameters. This makes it possible to mount cutters and drills with different shank diameters.
A replacement set of collets is important. Jaw chucks can accommodate shanks of different diameters. For example, from 0 to 10-20 mm. The collet can only hold the diameter that fits. Having a set of replaceable clamps, the master will have no restrictions in using cutting equipment with different shank diameters.
Making a collet chuck for hand tools and machine tools
The simplest homemade collet chuck for hand tools can be created without using a lathe. If you need equipment for a machine, it will have to be machined from a workpiece and you cannot do it without special knowledge.
Method 1. The simplest wire collet
To equip a drill with low engine power, which will be used to work with wooden and plastic workpieces, a miniature collet coupling soldered from steel wire is suitable. It is important to consider that the resulting chuck can only be used for drills of the same diameter, and the diameter of the drill must correspond to the output shaft of the motor.
Photo No. 2: The simplest collet clamp made of wire
For work you will need the following tools and materials:
- a cylindrical metal blank, the diameter of which coincides with the diameters of the output shaft of the motor and the drill;
- steel wire 1 mm thick;
- electric soldering iron;
- soldering flux or KFET.
The wire should be wound around a blank, forming a rigid spring. The turns of wire must be placed as close to each other as possible. The finished spring is soldered directly on the workpiece using flux or KFET.
The resulting collet coupling is put on the electric motor shaft, and a drill is inserted into the hole at the opposite end.
Method 2. Collet clamp from a screw
A collet chuck with similar characteristics can be made in another way. The product will consist of two parts connected by a screw. Fixation of the clamp on the shaft of the electric motor and the tool is ensured by cylindrical grooves on the internal surfaces of the equipment.
Photo No. 3: Blanks for making a collet clamp
To work you will need:
- 8 mm bolt or screw;
- closed nut M8;
- grinder with a metal disc;
- drill and drill bits 2 and 5 mm.
Photo No. 4: A collet chuck made from a screw mounted on an electric drill, in use
Drill a 3mm hole in the bolt leg. Make two even axial cuts crosswise with a grinder or a hacksaw. After this, drill a hole with a diameter of 2 mm in the closed nut exactly in the center. Extend it to 5mm. Round the edge of the bolt to create a cone. The finished collet chuck must be centered before use. Only in this case will it work correctly.
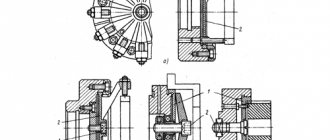
Method 3. Homemade collet chuck for a milling machine
A homemade collet chuck for a milling machine can be made on a lathe. For equipment you will need a steel blank (round timber with a diameter of 40 mm and a height of 70 mm). The work is carried out in two stages. First, the cartridge body is made, then the clamping nut.
Photo No. 5: Collet for a milling machine, turned on a lathe
Manufacturing of the cartridge body:
- Clamp the blank into the chuck with reverse jaws.
- Drill a through hole in it along the axis and bore it.
- Cut a M27 x 2 thread in the hole.
- Grind the outer surface of the blank.
- Trim the end that will support the base bearing surface on the spindle.
- Remove the resulting mandrel from the chuck and the three-jaw chuck from the machine and screw the mandrel onto the spindle until it stops.
- Bore the cylindrical and conical surfaces of the collet socket.
- Grind the end of the mandrel and cut a thread in it for the clamping nut.
Making a clamp nut:
- Clamp the workpiece into the reverse jaws of the three-jaw chuck.
- Drill a hole in it, bore the internal cavity.
- Grind the inner end bearing surface.
- Cut a counter thread in the nut.
- Screw the nut onto the chuck previously installed on the machine spindle.
The resulting equipment can be improved to make it easier to fix the tool. For this purpose, grooves are rolled on the side surfaces of the cartridge body and nut and grooves are made in the outer side surfaces.
Types of collet clamps
Chucks of this type are made according to the same principle: when the tightening nut is rotated, the collet sleeve compresses and fixes the cutting tool. But there are big differences in the sizes and shapes of such nodes. Slotted bushings can be long, short, with two or multiple slots, thin or thick petals, with different clamping diameter amplitudes.
What matters is the way such a chuck is mounted on the spindle of a milling machine or hand router. It can be fixed on a thread, mounted on a Morse taper or a straight bushing with a key.
On some manual routers, the main part is not removable, but is made as a single part of the spindle. In such cases, only the clamping nut and the conical collet clamp itself are removed.
Clamping pair nut/collet for hand router
The clamp is designed for one cutter shank diameter - 6,8,10 or 12 mm. There are options in the inch system of metrics, translated into mm - 6.35 mm, etc.
You can use a cutter with a shank of a different diameter if you install a replacement collet for the desired diameter. As a rule, replacement elements are supplied with the router.
Spindles and clamps on CNC machines are made according to the same principle. The only differences are in the size and method of fitting the entire assembly onto the spindle. There are monolithic options, when the end of the spindle itself is made as a base for the clamp, and only the nut/cone clamp pair is removed. There are options when the entire cartridge is removed, seated on the spindle through a Morse taper, thread or bushing with a key.
There are differences in the types of such clamps. A distinction is made between the retracting and pushing arrangement of the clamping sleeve:
- in the first case, when the nut is tightened, the sleeve is pressed inward and compressed there;
- in the second case, the petals extend out and compress, like cams on a drill chuck.
The principle itself remains unchanged - when the nut is tightened, the clamp blades are compressed.
Collet clamps with a nut are very widespread today. They are used in hand tools, pencils, for pipe connections in metal-plastic pipelines, garden hoses, sewers, etc.
How does a collet chuck work?
We'll tell you how a collet chuck works, which is used on lathes and hand tools.
The equipment consists of several collets and a self-clamping nut, which applies pressure to the end of the cartridge. Due to the applied force, the collet moves into the sleeve, decreasing in size, and its petals are compressed and securely fasten the tool shank or the workpiece. To remove the workpiece, the nut is unscrewed, thereby increasing the diameter of the collet.
The main advantage of the equipment is its ability to be perfectly centered, which is why the tool fixed with their help has minimal radial runout. And there is no need to use keys to operate the clamp.
Clamping collets for milling machines according to GOST
Such clamps must very accurately match the dimensions with the seats on the spindles and with the dimensions of the cutters and drills. Therefore, their sizes are strictly regulated by uniform standards, in our case GOSTs. This is necessary; otherwise, if replacement is necessary, it will simply not be possible to select an option that exactly matches the machine spindle. Or a randomly sized clamp will not hold the cutter.
For example, Morse tapers for mounting the clamp on the spindle are marked by No. The diameter of the clamp (shank of a cutter or drill) must be indicated in the characteristics of each product.
GOST, now unified with international standards, provides standards for main and connecting dimensions for the standardization of such products.
Classification of pipe connection methods: welding features
There are quite a lot of pipes, as well as connections. You can find the best way for a specific situation. But in total there are 2 main methods of connecting pipes.
Pipe connection methods:
- One-piece. Such connections include welding, gluing, sealing, the use of press fittings and other options.
- Detachable. These include threads, collets, flanges and others.
If necessary, detachable devices can be disassembled and reassembled. This makes repair work much easier. And one-piece methods will not allow a disassembled pipeline to return to its original appearance.
Welding is used for different types of pipes. It allows you to create a tight connection. When working with metal pipes, high-temperature welding is used, and for plastic pipes, low-temperature welding is used. Welding includes melting and pressure method.
Before welding, the surface of the work must be degreased. To do this, use a solution of caustic soda with water. The surfaces are also treated with a file to level them.
But welding does not always give the desired result. This method is not used very often, although it guarantees a reliable and tight connection. An alternative to welding is the use of threaded connections, American females, collets, crimp press fittings, union fittings, clamps, hinges, and high-pressure hoses.
Choosing a collet clamp for a router on Aliexpress and other sites
Compatibility is the first and most necessary condition for choice. The clamp must be suitable for the specific tool model. The choice for stationary milling machines is most often made by the marking of the clamp. It must be indicated in the Operating Instructions for the machine. For example, ER 11, or ER 16.
When there is no marking, the choice is made based on appearance and diameter sizes. For example, this is how clamps for an engraving and milling Dremel are shown on Aliexpress.
The main parameters are clearly indicated here - the diameter of the mini-drills for each chuck (from 0.5 mm to 3 mm) and the mounting diameter of the entire assembly on the tool spindle - 2.35 mm.
Sometimes it is possible to select specifically by the name of the router model. For example, a clamp for the INTERSKOL FM-67/2200E router. But this is on other sites. On Aliexpress, classification of parts by model is rare.
A collet clamp can be called by different names. Especially on foreign sites: adapter, spindle clamp, chuck.
Types and features
Depending on the area of application and the design features of the mechanism, collet chucks are divided into several types:
- ER collets. With two clamping points and a through hole, the most commonly used type;
- for taps. With a square groove compensating the axis;
- through and blind. The former process parts of unlimited length, the latter are suitable for workpieces of limited size, for example, workpieces in which one end is sealed;
- with one and two clamping sections. The second type, compared to the first, fixes the part more reliably by holding it at two points on the axis.
Collet chuck clamps come in two types:
- clamping The bushing is made in the form of several springy petals corresponding to the size of the fastener. The three-lobe bushing is designed for processing workpieces with a diameter of up to 0.3 cm, four-lobe bushings - from 0.3 to 8 cm, six-lobe bushings - for parts more than 8 cm in diameter;
- servers. The steel collet is equipped with three longitudinal grooves, forming petals with converging ends. The well-springing design feature allows for easy installation and reliable holding of a workpiece of the required diameter in the chuck. During operation, the feed mechanism with the screwed collet begins to move, which contributes to an even closer approach of the petals.
The feeding type of cartridge is more reliable, but requires a special key for fixation. Clamping types are used in cases where frequent replacement of cutters during operation is necessary.
What can you buy on Aliexpress?
On this Internet site you can find almost all types of clamps that are produced all over the world. With the exception of massive clamps for old Soviet industrial machines. You should not look there for such components for modern domestic and imported expensive industrial machines - it is better to contact the manufacturer directly or a service center licensed by the manufacturer.
In the video: Chinese collet chuck ER25 for the NGF - 110 milling machine:
Using a collet connection: brief instructions
Collet joints are used to fasten metal-plastic pipes. The method, like the material, is new, but has already earned recognition. This method even surpassed the use of non-separable compression fittings.
Collet fitting diagram:
- Collet. It is a metal tail with a rubber seal.
- Crimping ring. Thanks to it, a tight connection is created when the product is tightened on the pipe.
- Union nut. Used to tighten the ferrule.
Installation of such a device is quite simple. First, cut the pipe using a cutter. Then the union nut and ferrule are put on. The pipe is pulled into the device until it stops. The crimp ring is directed towards the end of the pipe. Next, the union nut is screwed onto the fitting.
Rubber O-rings guarantee the necessary tightness of the connection. There is no need to additionally use tow or other sealants.
One of the advantages of the collet is the ability to disassemble it, but there are certain difficulties. During dismantling, the O-rings are damaged. That is why all installation work should be carried out as correctly as possible in order to eliminate subsequent repair work.
Certain types of collets are used for plastic products. The pipe is loaded into the product body, and then the ferrule and nut are tightened. This creates a sealed joint.
How to replace on a hand router
Replacing the collet on manual routers is the simplest operation and consists of the following steps:
- The spindle itself is secured using a stopper in the housing or a key in the grooves of the spindle (depending on the model).
- The clamping nut is completely unscrewed and removed.
- The collet is pulled out.
- A new one is inserted.
- The nut is tightened.
There will be no problems if the part fits exactly on the clamp of that particular model. It is important that the diameter of the mounting hole of the new collet matches the shank of the cutter that will be used.
The nut should be tightened tightly enough, but without fanaticism, so as not to strip the thread.
Design features
The structure of any collet chuck includes the following elements:
- a housing with which clamps are installed on milling cutters. Made of special hard alloys that are not subject to mechanical damage or deformation;
- a clamping nut that securely fixes the workpiece with the chuck, preventing it from moving or vibrating;
- a collet made in the form of a sleeve into which the end of the cutter fits. In the process of screwing the nut, the workpiece is evenly and firmly compressed, due to which it is securely fixed.
Rules for installing a cutter in a collet
The cutter shank should fit into the collet 70-100% of its length.
Examples of correct and incorrect placements are shown in the image:
In the first case, the shank sat too deep. In some cases, the nut may catch on the workpiece, which will prevent it from working. Also, the cutter may simply not reach the workpiece.
In the second case, the fastening is dangerous. The shank can pull out under high RPM load and cause clamp failure and operator injury.
In the third case, the shank is positioned correctly. If the depth of the height adjustment stroke on the router itself is not enough, sometimes the cutter is moved slightly, raised or lowered in the clamp itself. In this case, as mentioned above, the shank must fit into the clamp for at least 70% of the length of the landing sleeve.
This unit breaks quite rarely on high-quality milling cutters, but it does happen. Replacing it is not a problem, only the right choice for a specific model is important. The only problem may be wasting time searching in stores or waiting for delivery when purchasing online.
How not to damage the collet of a HITACHI router is shown in detail in the video:
As you can see, a collet and a router are two irreplaceable things. If you still have any questions, please ask us through the comment form located immediately below the article. We will definitely answer.
What are fittings and collets?
To determine the operating principle of the devices, you should first find out what a collet and fitting are. The name of the product comes from the attachment that holds the drill tool. The collet is used to connect cylindrical parts. This is a metal product with a special thread on the side wall that creates several spring petals. Such fittings are often called clamp fittings.
Thanks to the petals, the collet presses on the inner wall of the pipe, pressing it against the walls of the product.
The fitting is a universal connection. It is widely used for different types of tubes. At the same time, the devices are very diverse. This includes straight fittings with different threads, angle fittings, rotary fittings, tees, adapters, double-sided fittings and many others.
Fittings functions:
- Fastening pipelines of different or identical diameters;
- Connections of corner parts;
- Connection of the pipeline with other plumbing fixtures.
The strength of a product is determined not only by the collet. The external fastening nut is also important. Thanks to this, the pipeline is tightly connected, strong and reliable.