Without reliable fixation of pipes during joining, it is impossible to obtain a reliable connection even if the welding work is carried out by a high-class worker. Manual installation and fixation in the desired position takes more time than applying a suture. Therefore, when installing pipelines, a welding centralizer is used, which simplifies and reduces the time required to complete the work.
Features and purpose
When loose pipes vibrate and move during connection, the seam becomes loose and can therefore crack even with minimal load. Therefore, the use of centralizers for welding pipes through which substances that are aggressive or hazardous to human health are pumped is mandatory. They can be used at temperatures from -45 to +45˚C. The accuracy of the alignment of the axes when assembling pipes for welding reduces the resistance coefficient. Therefore, the power of pumping units is reduced.
Depending on the design features, centralizers are used for joining diameters from 25 to 2000 mm. The basis of the design is the body, complemented by a stand or hook and a set of clamping elements. Their number can be changed depending on the diameter of the parts being connected. The equipment is attached to the pipeline on one or both sides of the joint and tightened with a tension mechanism, tightly connecting the ends.
Efficiency of centralizers and their types
The function of the centralizer is to ensure the necessary coincidence (not parallelism!) of the axes of the pipes before starting their welding. As a result, the dimensions of the welded zone are stable, so the process can be mechanized. In addition, using centralizers eliminates differences in the internal diameter at the joint. Consequently, pockets of possible turbulence in the flow of the working medium when it is pumped through a pipeline disappear, and the value of the drag coefficient also decreases. As a result, the specific power of the main pipeline pumping equipment also decreases.
The following requirements apply to the design of centralizers:
- Reliability of fixation of welded sections to each other.
- Accuracy of joining joints.
- Ease of installation and dismantling.
- Durability, regardless of the conditions of their use.
The classification of the most common types of centralizers can be made according to the following parameters:
- According to technological purpose. Centralizers are available for the internal and external diameters of pipes;
- By design. The connected sections of pipelines can be straight, or they can be located at some angle to each other;
- By the number of fixation points. For pipes of relatively small diameters, one-sided fixation is possible, while pipes with a diameter of over 400...600 mm must be fixed on both sides;
The use of centralizers slightly increases the cost of welding work, but this is the only drawback of the devices under consideration. In addition, the weight of most industrial models of centralizers can reach hundreds of kilograms, so their installation and operation require the use of lifting devices or mechanisms.
External centralizers for pipe welding
Their marking consists of the letters CN and a number indicating the maximum permissible diameter in mm. Common types include:
- Multi-link centralizers cope with diameters up to 2 m. They are assembled from elements connected by hinges. The links are tightened manually using a tension screw or hydraulic cylinder. Internal centralizers are more often used for joining large diameter pipes
- Arched varieties consist of two terminals with folding elements, which overlap each other during operation and are then pulled together by a manual or hydraulic mechanism. Designed to work with pipes with a diameter of up to 0.9 m. They are more durable than the previous version, since there are no hinges whose fingers wear out quickly. The number of arches is selected depending on the diameter of the pipes.
- Chain varieties are quickly brought into working position, therefore they are used for laying new and repairing emergency pipelines with a diameter of up to 1.4 m. However, the chain can only be tensioned manually.
- Eccentric devices are similar to arched devices, but the terminals are tightened with an eccentric clamp. When working, high skill is required from the worker, since an incorrectly fixed eccentric can become detached during welding. The disadvantages include rapid wear, which weakens the clamping force. The scope of application is limited to diameters of 0.4 - 0.5 m.
- Clamp-type centralizers are used to connect domestic pipelines with a small diameter. The advantages include compactness and manual clamping using a lever mechanism. The shape of clamps can be rectangular or arched.
- Spring types are indispensable for joining casing pipes underground when drilling wells. The household version is used for laying metal, polymer pipelines and with polyurethane foam.
Application
Centralizers have a wide range of applications. This is due to the fact that they are designed for welding pipes of various types and diameters. Because of this, they are used in the assembly of pipelines in the municipal and oil and gas industries. Centralizers are used to fix adjacent pipeline fragments during welding.
The relevance of these tools is determined by the great complexity of combining the connections of fragments of main pipelines by welding, especially of large diameters. This is due to sagging due to the low rigidity of the connected fragments. This must be avoided by ensuring alignment. Otherwise, the quality of the connection will significantly decrease. Moreover, it must be taken into account that coaxiality does not always mean parallelism.
Fixing the fragments ensures stable dimensions of the welding zone. In addition, if a centralizer is used for welding, differences are not formed on the inside of the joint, causing flow turbulence and increasing resistance during pipeline operation. That is, these defects worsen the hydraulic parameters, as a result of which more powerful pumping equipment is required.
Precise positioning ensures the same width of the weld around the circumference in the absence of undercuts, lack of fusion, or sagging, which increases strength. In addition, thanks to this, the use of mechanized welding is permissible.
Internal centralizers for pipe welding
The hydraulic drive of this equipment ensures internal centering of the pipes and eliminates deflections. They can appear under the influence of their own weight or from soil movements. Adjustment of the movement speed and clamping force is carried out using a DC motor mounted on a hydraulic drive. On pipelines with a diameter of up to 0.3 m, it is possible to use a manual drive.
When joining with an internal centralizer, it is inserted inside the pipe, and the second one is pushed in using a lifting mechanism. The ends are pressed using a hydraulic drive, and the joint is welded. A fan is used to prevent the pipes from becoming too hot during welding. The equipment is removed with a special rod, then inserted into the next joint. Movements are carried out until the completion of pipeline installation.
Internal centralizers are more often used for joining large diameter pipes
Models and prices
All centering devices available on the market for tools and devices are divided into two groups based on price:
- Domestic production. They are distinguished by a fairly reasonable price and ease of repair.
- Foreign production. They are distinguished by great ease of use and ergonomics, but have a significant drawback - high price. Among the manufacturers, it is worth highlighting the EU and the USA - their equipment is consistently high quality, but also consistently expensive. The price of products manufactured in Asian countries is slightly lower (with the exception of Japan - the cost of their products may exceed the price of EU products), but there is no guarantee of quality. It can vary greatly from one and the same manufacturer, even within the same batch.
The price of an external centering device ranges around 3-5 thousand rubles per piece (with a manual drive), if the external centralizer for pipes is equipped with a hydraulic drive and often an electric pump for it, the price increases 6-10 times and is about 100-150 thousand.
The cost of internal centering devices, regardless of the manufacturer, does not fall below 250-300 thousand. The presence of hydraulics in their design increases the cost by 35-40%.
When purchasing equipment such as a centering device, you need to focus not so much on the price, but on the expert opinion about the effectiveness of a particular device. Since the price is often high solely due to the advertising of the brand, and not its consumer qualities
Choosing the right centralizer
In order not to make a mistake with your choice, you need to take into account the recommendations of experts:
- For working with large-sized polyurethane foam pipes, internal centralizers are unrivaled.
- For pipes with a diameter exceeding 0.8 m, it is recommended to make connections using rigid arched or multi-link devices for outdoor installation. For smaller sizes, eccentric options will provide sufficient clamping force.
- If the pressure of the pumped substance exceeds 5 atm, a centralizer with a hydraulic clamp is selected.
- If there are increased requirements for the quality of the welded joint (for example, ellipse), a chain centralizer is selected.
- In terms of versatility, chain-type devices occupy first place.
Purchasing a centralizer is necessary if you often have to lay or repair pipelines. The high cost of additional equipment will pay for itself many times over by reducing repair costs and increasing the service life of water and heat supply communications. Especially if they are laid underground.
Advantages and disadvantages
The main advantages of centralizers include:
- improving the quality of welding due to precise positioning and fixation, which ensures a long service life;
- reduction of labor costs;
- mobility;
- low cost;
- multifunctionality, consisting in applicability for pipes of different types and sizes.
The main disadvantage of centralizers is considered to be a slight increase in the cost of work. In addition, many industrial models are characterized by large mass (up to hundreds of kg). Therefore, their use requires lifting devices. This also complicates and increases the cost of work.
You can also compare the external and internal views.
Tools of the first type are characterized by the following advantages:
- small dimensions and weight for most models;
- ease of use;
- Possibility of use under any conditions.
The main disadvantage is the fragmentary execution of work due to the need to constantly move the tool.
The main advantage of internal centralizers is to ensure continuous welding. However, these are large and heavy instruments with complex designs that require lifting equipment.
Installation and fastening accessories
Most of us have to do work such as welding profile pipes very often. Therefore, a large number of different devices have been developed for this process.
Centralizers. Thanks to them, the alignment of the welded parts is maintained, and the edges at the ends are also aligned. They are divided into internal and external.
External mechanisms are used much more often. This mechanism consists of several links connected by a hinge. Between themselves they create a closed circuit.
In addition, the alignment of the workpieces is well ensured by home-made structures, which are made from a corner and clamps welded onto it.
Mechanisms with magnets
Squares on magnets. These welding fixtures are widely used and come in a variety of shapes. They connect sheet blanks, frame-type structures, and so on in the desired location.
Such devices are used not only in the form of a square, but also of another type. The strength of the magnet in them makes it possible to firmly install a part of the profile structure in the required location, and during the welding process the parts remain stationary.
Do-it-yourself welding devices: clamp
It is not difficult to make welding fixtures with your own hands. Many craftsmen prefer home-made devices for their work, since store-bought options are not reliable enough.
- Sheet of steel with a thickness of 9 to 11 mm.
- Three nuts.
- Puck. It needs a larger diameter.
- A pipe blank with an external thread corresponding to the thread on the nut.
DIY process
Three strips 4 cm wide and 50 cm, 25 cm and 10 cm long are cut out of a steel sheet. Then two more rectangular plates are prepared to fasten the movable element and to provide support in the static part of the device.
Video: making your own movie 1
After this, an auxiliary is welded to the base of the clamp. All this together creates an L-shape. A second rectangular sheet is welded to the smaller side of the structure. The washers are also welded together.
The nuts are placed “on the edge” to the moving part, in such a way that the rod to be unscrewed is parallel to the base of the clamp.
Video: making a movie with your own hands 2
Welding is performed on the outside of the first rectangular sheet. A movable device is attached to its inner edges. Finally, washers are welded onto the edge of the rod and placed flat.
Video: DIY movie 3
Rights and obligations of the parties
6.1. The user has the right:
6.1.1. Make a free decision to provide your personal data necessary to use the site rucentrator.ru, and consent to their processing.
6.1.2. Update, supplement the provided information about personal data if this information changes.
6.1.3. The user has the right to receive from the Administration information regarding the processing of his personal data, unless such right is limited in accordance with federal laws. The user has the right to demand from the Administration clarification of his personal data, blocking or destruction of it if the personal data is incomplete, outdated, inaccurate, illegally obtained or is not necessary for the stated purpose of processing, as well as take measures provided by law to protect his rights.
6.2. The administration is obliged:
6.2.1. Use the information received solely for the purposes specified in clause 4 of this Privacy Policy.
6.2.2. Ensure that confidential information is kept secret, not disclosed without the prior written permission of the User, and also not sell, exchange, publish, or disclose in other possible ways the transferred personal data of the User, with the exception of paragraphs. 5.2 and 5.3. of this Privacy Policy.
6.2.3
Take precautions to protect the confidentiality of the User's personal data in accordance with the procedure usually used to protect this type of information in existing business transactions
6.2.4. Block personal data relating to the relevant User from the moment of application or request from the User, or his legal representative or the authorized body for the protection of the rights of personal data subjects for the period of verification, in the event of detection of unreliable personal data or unlawful actions.
QUESTIONS ABOUT SELECTING A CENTRATOR
1. Pipe diameters?
2. Pipe wall thickness?
3. Steel grade with coefficient. strength (Mpa)?
4. Welding technology (manual arc welding, orbital welding, etc.)?
5. Should I use one centralizer for the entire range of pipe diameters or a separate centralizer for each diameter?
6. Required type of centralizer: external centralizer (chain, screw, clamp, eccentric), internal centralizer (manual, pneumatic, hydraulic)
7. Is it necessary to correct the ellipse of pipe joints before welding, types of deformation of the pipe edge (ellipseness, dents)?
Read also: Introductory course on argon arc welding
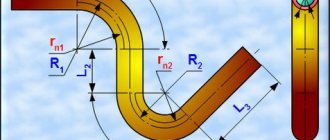
8. Is it necessary to weld pipes with bends (T-shaped, L-shaped)?
9. Other operating conditions (temperature, precipitation)?
Other types
Along with the most popular and widely used equipment, there are less common and specific devices:
- arched;
- centralizer-clamp for pipes;
- spring ones, which are used for use with casing pipes in wells;
- mechanisms for polypropylene products.
The clamp centralizer is used to work with small pipes. This is the most popular variety, suitable for household purposes. These devices are affordable and have compact sizes. A pipe clamp is easier to use. The clamp can be rectangular (trapezoid-shaped) or round. The bottom element is most often flat.