Подготовка к работе
В создании красивых деревянных изделий большое значение имеет прохождение практических уроков работы ручным фрезером. Начинать следует с легких моделей и простых операций. Работать удобнее с инструментом погружного типа, имеющего колонны, направленные перпендикулярно подошве. По ним опускается корпус с двигателем и инструментом. На них значительно проще регулировать глубину резания и затрачивается меньше сил для управления инструментом.
Сначала следует изучить, как работает ручной фрезерный станок по дереву. В корпусе установлен двигатель. Вращавший момент передается шпинделю и непосредственно на закрепленный цангой инструмент. Опирается ручной фрезерный станок по дереву на подошву. В ней напротив шпинделя сделано окошко, через которое инструмент опускается в рабочую зону. Напротив оси фрезы имеется насечки. По ним оператор ориентируется при ручном режиме резания по разметке.
Фрезерование древесины производится за счет вращения фрезы, закрепленной цангой в шпинделе. Инструмент вручную ведется по линии разметки или применяются для создания красивой лини реза шаблоны и специальные приспособления.
Мастера отмечают широкие возможности фрезерного станка по дереву. Основные выполняемые им операции:
- сверление отверстий;
- выборка четвертей;
- фрезерование пазов, шлицев;
- создание шипов различной формы;
- выравнивание боковых поверхностей;
- подгонка посадочных мест;
- профилирование кромки;
- вырезание дисков различных размеров;
- декоративная резьба по дереву.
Умельцы самостоятельно создают приспособления и увеличивают количество операций, выполняемых ручным фрезерным станком по дереву.
Инструменты и станки для фрезерной обработки металла
Как известно, назначение фрезерования заключается в получении из металлических заготовок деталей нужной формы и с определенной чистотой поверхностей. Чтобы изготовить изделие, полностью соответствующее проектной документации, необходим станок определенного типа и грамотный выбор фрез.
Основные типы фрез
Сегодня на российском рынке предлагаются фрезы отечественного и импортного производства, различных типов и конструкций, с режущими кромками из современных сплавов, керамики, кардной проволоки, стали с алмазным покрытием. Такое разнообразие дает возможность выполнять фрезерные работы на участках, где требуется выборка металла со сложной геометрией и высокими требованиями к качеству поверхности.
Классификация фрез предполагает их разделение по следующим параметрам:
- по конструкции (цельная либо сборная);
- по расположению зубьев и режущих кромок;
- по направлению и конструкции зубьев;
- по материалу режущих элементов;
- по способу крепления режущих элементов.
Дисковые фрезы
Дисковые фрезы применяют для работы по фрезерованию, если требуется выполнить обрезку заготовок, выборку металла, прорезание пазов, снятие фасок. Режущие элементы у дисковых фрез могут располагаться с обеих либо с одной из сторон. Выбор размера фрезы и ее зубьев зависит от вида обработки (предварительная, промежуточная, финишная). Преимущество дисковых фрез заключается в способности работать при значительных вибрациях и отсутствии необходимости в удалении стружки из области резания.
Торцевые фрезы
Торцевыми фрезами выполняется фрезерная обработка деталей со ступенчатыми и плоскими поверхностями. Ось вращения среды перпендикулярна обрабатываемой плоскости, рабочей является торцевая часть. В массивных торцевых фрезах часто используются сменные пластины. Фрезы с большим числом зубьев не нарушают плавности работы станка и дают возможность вести обработку деталей с высокой скоростью.
Цилиндрические фрезы
Фрезы данного типа делятся на две группы: с винтовыми и с прямыми зубьями. Первые отличаются плавностью работы и универсальностью применения, в случае возникновения больших усилий требуются сдвоенные фрезы с разнонаправленными зубьями. Вторые используются для фрезерной обработки узких плоскостей. Прорезание канавок и обработка уступов выполняется рашпильными циллиндрическими фрезами.
Угловые фрезы
Угловые фрезы предназначены для фрезерования угловых пазов и стружечных канавок, а также для обработки наклонных поверхностей. Бывают одноугловые с расположением режущей кромки на одной конической поверхности и двуугловые — с режущей кромкой на двух смежных конических поверхностях. Пазы со скошенными боковыми поверхностями фрезеруются одноугловыми фрезами типа «ласточкин хвост» — простой или перевернутый.
Концевые (пальчиковые) фрезы
Такие инструменты могут применяться для получения контурных выемок и уступов, выборки пазов, фрезерования взаимно перпендикулярных плоскостей. Сферические выемки фрезеруют шаровыми фрезами, для получения пазов сложной формы используют радиусные фрезы, а для Т-образных пазов, соответственно, фрезы грибковые. Концевые фрезы делятся на группы по форме хвостовика, величине зубьев и по конструкции.
Особую группу составляют фрезы для гравировки (граверы), применяемые для тонкой обработки материалов, в том числе драгметаллов. И, наконец, твердосплавные фрезы: они позволяют производить фрезерование металлов, обработка которых затруднена в силу структуры материала — чугуна, инструментальных сталей и т.п.
Фасонные фрезы
Данные фрезы предназначены для обработки фасонных поверхностей. Их применяют для фрезерования деталей, длина которых в разы превышает ширину. Существуют фасонные фрезерные инструменты с остроконечными и с затылованными зубьями. Заточка последних сопряжена со значительными сложностями, требует мастерства и опыта.
Червячные фрезы
Фрезерование металлических заготовок червячным инструментом производится методом обката, подразумевающим точечное касание детали фрезой. Разделение червячных фрез на подвиды принято производить по следующим параметрам:
- по конструкции (сборные или цельные);
- по направлению витков (правые или левые);
- по числу спиралей (одно- и многозаходные);
- по особенности зубьев (с шлифованными и нешлифованными зубьями).
Кольцевые фрезы
Кольцевые фрезы применяются для получения отверстий и напоминают по конфигурации корончатые сверла. Фрезерование этим инструментом дает выигрыш по времени примерно в 4 раза по сравнению со сверловкой за счет высокой скорости резания.
Фрезерные станки
Обработка металлов фрезерованием выполняется на специальных фрезерных станках. Все они имеют схожий принцип работы, но различаются по конструкции и функциональным возможностям.
Вертикально-фрезерные станки
Этот тип станков может применяться для выборки пазов и углов, обработки зубчатых колес, горизонтальных и вертикальных поверхностей, рамочных элементов. Фрезерование выполняется фасонными, циллиндрическими и концевыми фрезами.
Горизонтально-фрезерные станки
Оборудование данной фрезерной группы дает возможность производить работы по фрезерованию на деталях с небольшими габаритными размерами. При этом могут использоваться фрезы концевого, фасонного, торцевого, углового и циллиндрического типа.
Станки универсальные
В универсальных станках консоль и рабочий стол могут передвигаться по направляющим — вертикальным и горизонтальным, а обрабатываемую поверхность можно выставить под нужным углом (по отношению к шпинделю). Этот тип станков позволяет использовать любые типы фрез и осуществлять изготовление фрезерных деталей самой сложной конфигурации.
Выбор подходящего оборудования
Ручной фрезерный станок подбирается по типу работ и планируемой нагрузке. Различают основные виды оборудования для работы по дереву:
- вертикальный – верхнего типа;
- ламельный;
- кромочный.
Ламельный фрезер горизонтальный. Диск с зубьями по кромке перемещается параллельно подошве и вырезает пазы в боковой поверхности под плоские шпонки в сопрягаемых деталях без разметки. Использование инструмента узкое. Ламельный тип инструмента востребован в производстве мебели и строительных деревянных конструкций. Для домашней мастерской приобретается редко, если хозяин серьезно увлекается изготовлением мебели и имеет в наличии модели универсальных ручных фрезеров.
Кромочный фрезер создан для придания красивого вида и сложной формы торцам доски. Возможна боковая обработка деталей сложной конфигурации, если применять шаблоны и фрезы с подшипником.
Фрезер верхнего типа универсальный для обработки дерева. Именно он способен выполнять практически все операции. В его комплект входит несколько приспособлений, позволяющих обрабатывать торцы и работать по плоскости доски. В основном это параллельный упор со штангами, фрезерные втулки и набор фрез различного типа. Первые направляют станок точно по прямой линии реза или помогают сделать ровный круг. Втулки ведут станок вдоль шаблона, повторяя его формы любой сложности.
Для выполнения пазов, выборок под замки и навесы, создание красивых кромок любой конфигурации в дереве подойдет фрезер верхнего типа.
Какие есть фрезерные приспособления?
При выпуске изделий с малым объемом фрезерных работ, не стоит покупать отдельный агрегат. Небольшие плоские элементы, выборки и пазы можно сделать с помощью специального устройства на токарный станок.
Промышленный образец такого оборудования – универсальный токарный станок с фрезерной головкой. Приспособление устанавливается на передней бабке или на суппорте сзади и включается в работу с общей панели управления.
Для домашнего оборудования, особенно настольных токарных станков, узел для фрезеровки выпускают промышленные предприятия, и умельцы делают сами. С помощью устройств на детали, установленной в токарном оборудовании, выполняется:
- снятие лысок;
- фрезеровка граней;
- выборка пазов;
- шлифовка плоской поверхности.
При наличии делительной головки делаются многогранники и фрезеруются шлицы.
Справка! С помощью фрезеровального приспособления в плоских деталях по торцу сверлятся отверстия, шлифуется плоскость.
Выбор фрезы
В зависимости от вида обработки, применяются различные фрезы по дереву для ручного фрезера, выбор большой:
- цилиндрические;
- дисковые;
- торцовые;
- конические;
- фальцевые;
- галтельные;
- калевочные;
- профильные.
Цилиндрическими фрезами для обработки древесины создают пазы, выборки различных конфигураций. Они применяются для раскроя деталей, создания отверстий глухих и сквозных. С их помощью на сопрягаемых деталях делаются соединения типа шип-паз с точным соответствием размеров и конфигураций.
Паз ручным фрезером по дереву проще всего вырезать с помощью дисковой фрезы. Инструмент подбирают по ширине равный толщине шпонки. Пазы любой длины прорезаются за один проход. Расстояние до плоскости регулируется подошвой и упорами. На ламельном станке для обработки дерева угол наклона, расстояние от торца и по высоте выставляется с помощью упоров на подошве и автоматически, без разметки обеспечивается точное совпадение пазов под шпонку. Сборка сопрягаемых деталей производится без смещения и перекосов.
Специалисты, знающие, как работать с фрезой каждого типа и какие шаблоны изготовить, выполняют сложное соединение ласточкин хвост с помощью ручного оборудования.
Разбираясь, какими фрезами что возможно выполнить, обрабатывая дерево, следует обратить внимание на форму режущей кромки. У фальцевой она широкая и ровная. За один проход с малой подачей можно выбрать четверть. Дисковая способна сделать эту работу за 2 хода. Ее надо переставлять после первого реза под прямым углом. Но фальцевые фрезы по обработке древесины переводят все в стружку. После дисковой остаются квадратные рейки, пригодные для использования.
Галтельные, калевочные и профильные фрезы все относятся к фигурным. При резьбе по дереву фрезером своими руками торец приобретает форму, обратную конфигурации режущей кромки. Галтель выбирает четверть радиальной формы. Калевочная с режущей кромкой противоположной формы делает красивый радиус вместо угла.
Электрофрезы со сложной конфигурацией применяются для изготовления плинтусов и багетов, резной окантовки для корпусной мебели.
В домашней мастерской фрезы для начинающего столяра должны быть простыми по форме и малого диаметра. Они испытывают при обработке меньшее сопротивление дерева. Фрезером легче управлять. После освоения простых операций по прорезанию пазов и вырезанию ровных деталей, можно переходить к сложным приемам обработки дерева.
Приспособления для установки заготовок на фрезерных станках
При выполнении универсальных работ, связанных с фрезерованием плоскостей, заготовки на фрезерном станке устанавливают тремя основными способами: в тисках, на столе станка, на угловых плитах.
В тисках закрепляют заготовки сравнительно небольших размеров. Крупные заготовки (типа плит, корпусов) устанавливают на столе станка. Для укрепления крупных заготовок, обрабатываемые поверхности которых должны располагаться под некоторым углом друг к другу, используют угловые плиты.
Фрезерные приспособления
Для установки и закрепления заготовок на станке при фрезеровании плоскостей пользуются фрезерными приспособлениями общего назначения: станочными тисками, прихватами, прижимами, упорами, угловыми плитами.
Станочные тиски по конструкции делятся на неповоротные, поворотные и универсальные; по способу действия — с ручным и механизированным приводом; по точности — нормального класса Н и повышенного — П.
Неповоротные тиски состоят из корпуса с неподвижной губкой и подвижной.
Последняя установлена на прямоугольных направляющих корпуса и соединена с ними планками. Привод ее осуществляется вручную при вращении рукоятки, надетой на квадрат винта. К губкам тисков прикреплены стальные закаленные накладные губки с рифленой либо гладкой рабочей поверхностью, предназначенные для закрепления заготовок. Направляющие шпонки служат для выверки тисков на станке.
Поворотные тиски отличаются от неповоротных наличием основания с градусной шкалой.
Благодаря этому корпус таких тисков может быть повернут на требуемый угол и прикреплен болтами и гайками. Универсальные тиски характеризуются возможностью поворота корпуса в двух плоскостях — горизонтальной и вертикальной. Поэтому их применяют при фрезеровании наклонных плоскостей и скосов, расположенных в различных направлениях. Механизированные тиски с пневмо- или гидроприводом значительно уменьшают физическую нагрузку фрезеровщика и повышают производительность труда.
В тисках с поршневым пневмоприводом сжатый воздух из цеховой сети поступает через штуцер или в правую, или в левую полости пневмоцилиндра (в зависимости от положения рукоятки распределительного крана). При этом поршень совместно со штоком, винтом, гайкой и подвижной губкой будет поступательно перемещаться влево или вправо, зажимая или отжимая заготовку. Винт и гайка служат для установки требуемого раствора губок в зависимости от габаритов закрепляемой Заготовки.
Станочные тиски могут быть укомплектованы накладными губками клинового типа или специального профиля.
Клиновые губки выполняются из двух клинообразных частей, соединенных с некоторой степенью свободы винтами. Часть неподвижно крепится к губке тисков винтами, и часть постоянно поджимается вверх подпружиненными штифтами. При соприкосновении частей накладной губки по наклонной плоскости заготовка одновременно поджимается к неподвижной губке и к направляющим корпуса тисков.
Накладные губки специального профиля расширяют технологические возможности станочных тисков.
Прихваты — наиболее простые зажимные приспособления, которые применяются преимущественно для закрепления крупногабаритных заготовок непосредственно на столе фрезерного станка или на угловых плитах. Их можно разделить на три основные группы: плиточные, вилкообразные, корытообразные.
Упоры и прижимы используют в тех случаях, когда требуется применить боковое крепление заготовки на столе станка. Крепление заготовки производится с помощью упора и прижима клинового прихвата.
Заготовка слева опирается на упор, который правильно ориентирован по пазу стола выступом и закреплен болтом и гайкой. Справа заготовка зажимается прижимом, состоящим из клина с продолговатым отверстием под болт и основания с выступом, входящим в паз стола.
Основание крепится к столу станка болтом и гайкой. При завинчивании гайки клин, скользя по наклонной плоскости, одновременно поджимает заготовку к упору и рабочей поверхности стола станка.
Угловые плиты по конструкции делятся на простые, поворотные и универсальные.
Простая угловая плита имеет форму угольника с взаимно перпендикулярными полками и ребрами жесткости. На горизонтальной полке предусмотрены проушины для крепленая плиты к столу станка, а на вертикальной полке — продолговатые пазы, через которые пропускают болты при закреплении обрабатываемой заготовки прихватами.
Поворотная угловая плита отличается от простой тем, что ее вертикальная полка может быть повернута вокруг оси на требуемый угол по шкале и закреплена гайкой.
Универсальная угловая плита позволяет поворачивать заготовку в двух плоскостях — горизонтальной и вертикальной. Такая плита состоит из трех основных частей: основания, корпуса и полукруглого стола. Корпус может быть повернут относительно основания в горизонтальной плоскости и закреплен болтами и гайками.
Поворот стола в вертикальной плоскости осуществляется червячной передачей при вращении рукоятки и фиксируется в необходимом положении после затяжки гаек. Отсчет угловых поворотов ведется по градусным шкалам. Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Принцип работы ручным фрезером
Чтобы научится работать фрезером по дереву, надо освоить выбор основных опций резания, и правильно выбирать параметры работы. Уроки фрезерования включают в себя:
- характеристики древесины разных пород;
- выбор типа оборудования в зависимости от объема работы;
- правильный подбор инструмента;
- настройка глубины резания за один проход;
- регулировка оборотов.
Первые операции надо выполнять на малом фрезере. Он легкий, низкооборотистый. Его легко удержать в руках и направить по разметке. Для начинающих столяров учиться лучше на березе, осине, тополе. Древесина относительно мягкая, не смолистая. Обработка дерева происходит легко, ровно. Режимы реза вдоль и поперек волокна отличаются мало.
Выбор скорости вращения
Чистота обработки дерева во многом зависит от скорости вращения режущих кромок. Чем она больше, тем более гладкой будет поверхность. Новичкам не стоит начинать с больших оборотов и подачи станка. Фрезер требует наличия навыков. При работе приходится применять силу, чтобы удержать его и направить его куда следует.
Настройка ручного фрезера осуществляется регулирующими ручками на корпусе. Выбор делается исходя из материала, глубины реза и диаметра фрезы. Скорость вращения легких моделей от 7000 об/мин. Профессиональное ручное оборудование большой мощности способно достигнуть 24000 об/мин. Плавная регулировка производится круглой ручкой, установленной на корпусе в районе мотора. Минимальные обороты используются при гравировке и работе инструментом большого диаметра или фрезеровании на большую глубину. Легкие модели не выдерживают длительной эксплуатации на предельных оборотах.
Рез вдоль волокна получается чище, можно установить среднее значение количества оборотов. Поперечное резание скалывает края. Для него подойдут максимальные обороты. При этом следует уменьшить подачу – скорость перемещения фрезы. В таблице указана зависимость подачи от нагрузки – радиуса инструмента на средних оборотах.
| Диаметр фрезы, мм | Скорость резания, мм/сек |
| 4 — 10 | 5 — 7 |
| 12 — 20 | 3 — 6 |
| 22 — 40 | 1 — 3 |
При обработке сосны и березы подача выбирается по большему значению. Учитывая твердость дуба, бука, ореха, следует перемещать инструмент медленно.
Если есть возможность выбора, то следует приобретать оборудование с функцией плавного пуска. В противном случае надо включать двигатель вхолостую и затем плавно начинать работать.
Закрепление фрезы
В процессе работы постоянно возникает необходимость поменять фрезу. Делать это удобнее, если положить фрезер боком или поставить на верхнюю крышку.
- Включить блокировку шпинделя. Если на инструменте такой функции нет, выключить из розетки и зажать шпиндель ключом.
- Открутить гайку цанги.
- Вытащить инструмент.
- Вставить фрезу хвостовиком в цангу и затянуть гайку.
- При работе по копиру установить копировальную втулку.
- Включить и на малых оборотах проверить, чтобы не было биения.
- Перевернуть фрезер и отрегулировать высоту кромки фрезы.
Можно дальше продолжать работу. При замене инструмента надо проверять, подходит ли он по диаметру к отверстию в подошве инструмента.
Настройка глубины фрезерования
При вырезке пазов и других операциях, должна точно настраиваться глубина фрезерования. Для этого сбоку на корпусе имеется лифт – винт со шкалой делений. В профессиональных моделях их два, грубой и точной настройки. Это позволяет выставлять глубину резания с точностью до 0,01 мм.
Сначала фрезеровальный станок ставится на подошву и выставляется нулевое значение относительно поверхности детали. Затем лифтом выставляется нужная глубина резания.
Распространенные приемы
Погружной фрезер представляет собой универсальное оборудование, способное выполнять различные операции. При работе оборудованием применяют приемы:
- выравнивание пласти;
- выборка пазов;
- фрезерование кромки;
- работа по шаблону.
Чаще всего в домашних мастерских на предприятиях вырезаются пазы ручным фрезером. В зависимости от расположения и формы, используют цилиндрические и дисковые фрезы. Их диаметр и ширина соответствуют размеру шпонки. Для точного фрезерования по разметке применяют различные приспособления.
При изготовлении любых изделий из дерева необходима обработка кромки деталей: выравнивание и придание сложной фигурной формы. Фрезеровать кромку можно и присадочным фрезером. Инструмент идет вдоль торца, упираясь в шаблон подшипником или штангой. Он режет боковую поверхность в заданный размер и создает красивую кромку.
Самым распространенным приемом является работа ручным фрезером по шаблону. Копировальная втулка скользит по краю трафарета, не пуская инструмент за пределы его линии.
Приемы работы с шаблоном значительно упрощают выполнение:
- шпоночные пазы;
- фигурные вырезы;
- раскрой деталей;
- торцовку;
- декоративные элементы.
Шаблон можно изготовить из любого материала, который легко режется: фанеры, оргстекла, пластика. Вырез в трафарете делается больше, он увеличен в каждую сторону на разницу между радиусами втулки и фрезы.
Фрезерование металла: способы и типы
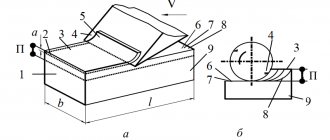
Перемещение режущего инструмента относительно детали может достигаться за счет поступательного движения самой вращающейся фрезы либо постепенной подачи заготовки — это зависит от конструкции станка. В зависимости от толщины срезаемого слоя, характеристик металла и желаемого качества поверхности фрезерование заготовки может осуществляться в один либо несколько проходов. Эти же факторы влияют на определение оптимальной скорости подачи.
Независимо от характеристик металла и типа станков для фрезерования детали определяются скорость резания V и скорость подачи детали S. Оба параметра имеют размерность м/мин. Скорость резания V рассчитывается по формуле V=π*D*n, где π — число Пи (3,14), n — частота вращения фрезы, D — ее диаметр.
Способы фрезерования
Существует два способа обработки деталей на фрезерных станках:
- встречный;
- попутный.
В первом случае направление движения заготовки совпадает с направлением движения фрезы. Во втором фреза движется навстречу подаваемой заготовке. Разница между ними заключается в качестве получаемой поверхности. Если фрезерование заготовок выполняется попутным способом, обработанная поверхность получается более гладкой. Встречное фрезерование дает менее гладкую поверхность, поэтому его используют в тех случаях, когда необходимо снять большой слой металла. Как правило, так поступают при черновом фрезеровании — если планируется повторный проход для достижения окончательного (чистового) результата.
Типы фрезерной обработки деталей
Обработка заготовки на фрезерных станках предполагает выполнение одного из четырех типов фрезерования или последовательное применение нескольких типов.
- Концевое фрезерование: применяется для обработки колодцев, окон, карманов, шлицев, пазов и т.п. В этом случае обработка фрезерованием осуществляется с помощью пазовых, дисковых, концевых, Т-образных, одно- и двуугловых фрез.
- Торцевая фезеровка используется для обработки больших поверхностей. Фрезерная обработка таких деталей производится торцовыми либо циллиндрическими фрезами.
- Фасонное фрезерование необходимо при работе с профилями. Чтобы получить фасонные поверхности с нужной геометрией применяют фасонные, модульные, дисковые и червячные фрезы.
- Резка металла (фрезерование материала с целью его разрезки) может выполняться отрезными фрезами, представлябющими собой подобие дисковой пилы.
В металлообратке используется также обратная классификация, принцип которой заключается в объелинении фрез по технологическому признаку в группы, каждая из которых предназначена для определенного типа обработки деталей.
Что можно изготовить
Что можно сделать в домашних условиях ручным инструментом. Фрезер универсальный и способен помочь в изготовлении мебели и при строительстве дома. При массовом производстве применяется пооперационное изготовление на фрезерном станке узкой специализации. Ручной инструмент универсальный, легко переналаживается и заменяет целый конвейер станков.
Ручной фрезер используется при установке дверей. Используя шаблон, в полотне вырезаются пазы под замки, и делаются занижения устанавливать петли.
Мебель невозможно изготовить без пазов под шпонки или шипы на соответствующих деталях. Этой операции предшествует раскрой доски. Чтобы полочка и большой шкаф выглядели красиво, следует края обработать калевочной или фигурной фрезой.
У любителей мастерить дома популярны поделки из дерева в виде резной мебели, наличников, рамок. При строительстве и ремонте можно самостоятельно сделать филенку и плинтуса. В последнее время популярными стали столы и подоконники из слэбов. Мастера изготавливают приспособления с направляющими вдоль стола. По ним ходит поперечная каретка. В результате маленьким ручным оборудованием выравниваются и шлифуются огромные по площади плоскости деревянных спилов.