What the article is about:
If metal is burned during welding
You can weld thin metal only with a good hand and a little experience in welding. It is much easier to weld workpieces with a thickness of 4-6 mm, but here, too, problems arise in the form of lack of penetration, etc.
From this article you will learn how to weld thin-walled metal without burning it. The article is of a recommendatory nature. For a detailed study of this material, it is recommended to read about the settings of the welding inverter and the selection of current.
What problems arise when welding thin-walled products?
Most often, when welding thin-walled products, problems of this kind arise:
- A hole forms in the product, which subsequently becomes problematic to weld;
- A thin-walled product is deformed under the influence of high temperature. If it is a piece of thin steel, then it bends and warps.
- The electrode sticks to the metal.
Burning through metal during welding is a series of mistakes made by the welder. Excess welding current or incorrectly selected electrode diameter will lead to a hole appearing in a thin-walled product.
The electrode sticks to the metal in several cases, when it is damp, there is little welding current, or the product being welded has a large amount of rust. You should thoroughly clean the metal before welding, and also make sure that the electrodes are completely dry, without damaged coating.
Or the opposite happens, when a novice welder is afraid to burn through thin metal and holds the electrode too far from the surface. In this case, lack of penetration of the weld seam appears, and the molten metal from the electrode simply spreads over the surface of the metal.
MetalloPraktik.ru
There are three types of “burn-through” defect on tinplate:
— burn-through from current rollers;
— burn-through from electrodes;
- microburn.
Characteristics of defects (photo below):
Burn-through from current rollers is a coating defect in the form of matte melted arc-shaped spots located in a path along the length of the strip. Burns from contamination of the current rollers are formed in the form of dots and small stripes with pressure of a matte color until the coating melts, and black on the melted sheet.
To correctly identify the location of the defect, remember that:
– the burn from the first current roller of tinning is blue oxide spots on the black sheet at the bottom of the strip, which after tinning become white matte;
– burn-through from the remaining current tinning rollers represents a failure of a point with matte-colored pressure on the melted surface at the bottom of the strip;
– burn-through from the current rollers of the reflow furnace or from passivation represents black double-sided dots on the melted surface of the strip; When observed under a microscope, the defect appears as a “crater” on the front side and a bulge (selling) on the back side of the sheet.
Burns from electrodes on the surface of tinplate are formed in the form of black spots, sagging, and smears of various shapes on the melted surface of the strip due to contact with the electrodes. Burns in the form of gray-white anode strips 30-110 mm wide are formed on the surface of the tin due to the curvature of the tin anode and its approach to the strip.
The “microburn” defect on the surface of tinplate is formed in the form of small black dots or a drop-shaped shape. The points are located on both sides of the strip strictly opposite each other.
Cause of the defect:
1 The presence of a film of water between the strip and the surface of the roller, leading to the formation of an arc;
2 The surface of the current roller or strip is dirty;
3 Loose contact of the strip with the current tinning rollers due to the small gap between the strip and the electrodes;
4 Unsatisfactory metal flatness;
5 Too much degreasing or etching current;
6 Curvature of the tin anode and its approach to the strip;
7 Arc formation from stuck tin or foreign body.
8 Touching the degreasing, pickling, passivation electrodes with a strip.
Elimination of defects:
1 Before applying the coating, soak the strip in tinning electrolyte.
2 Promptly clean the surface of the current rollers with a scraper.
3 Adjusting the pressure of the tinning pressure rollers, increasing the strip tension.
4 Restoring the gap between the electrodes and the strip.
5 Improve the quality of rental cleaning.
6 Ensuring a consistent surface of the pressure rollers.
7 Timely cleaning of the reflow furnace from adhering tin dust particles.
8 Task for metal tinning units without form defects.
The metal becomes substandard.
Photo defects:
We recommend that you read the articles:
- Coating defect during tinning of tin plate “tin drops”
- Coating defect “Half-break” on tinplate
- Defect (photo) of the “neoplastic” coating on the surface of tinplate
- Defect “Coating abrasion” on sheet metal
- Coating defect on tinplate “tin smears”
How to solve the problem of burning metal when welding
For welding thin-walled products, it is best to use an inverter for welding. There is a smooth current adjustment and a reverse polarity mode, which will prevent burning through thin metal. Read what direct and reverse polarity of an inverter gives you by clicking on the highlighted link.
Secondly, do not use thick electrodes for welding, the diameter of which is more than 3 mm. Thick electrodes require a decent welding current, and if it is made less so as not to burn through the metal, then the electrode will stick to the surface all the time and it will not be possible to weld the part normally.
Thirdly, properly prepare the workpieces to be welded. If there is dirt, rust, or traces of paint on their surface or at the joints, be sure to get rid of them. Any contamination prevents the welding arc from igniting, which ultimately leads to numerous welding defects.
Also, give the product time to cool, otherwise it will be severely deformed under the influence of high temperature. Don't try to cook everything at once in one pass. In order not to burn through the metal, you will have to adapt and try to move the electrode as quickly as possible, but at the same time, as close to the metal as possible. A large separation of the electrode from the surface will lead to an increase in the arc, which will instantly burn through thin metal.
What causes metal to burn through most often?
A thin metal for a welder can be considered a metal whose thickness barely reaches two millimeters. Most often it is one or one and a half millimeters. So, welding such metal with electrodes is quite problematic, due to the constant formation of burns.
Most often, these burns are associated with the following:
- The welding current is set incorrectly;
- Electrodes that are too thick are used;
- The welder welds with a long arc instead of using a short arc;
- Welding is carried out with a continuous seam, which, in addition to burns, leads to other problems, such as metal deformation as a result of high temperatures;
- Dirty and uncleaned metal;
- Inconvenient welding mask;
- Lack of any experience of the welder.
So, in order to decide on each of the above problems, you need to carefully consider each one.
Welding thin metal. How not to burn
Welding thin metal
For experienced welders who have been working with welding for many years and for beginners, it is important to know the basic features of welding thin metal in order to avoid problems when welding products and not burn through the metal. Thin-sheet metal is becoming widespread in the manufacture of cars, boats and various modern goods, increasing the profitability of production.
In order not to burn through the metal, when welding it is necessary to select the correct mode on the welding machine (semi-automatic, inverters) and select electrodes. Any careless movement of the electrode can contribute to the formation of a through hole (the metal is burned) and the product becomes unusable. If the electrode does not come into close contact with the metal, a poor connection of the welded surfaces occurs due to a poor-quality weld or its absence, and lack of penetration is formed.
Important features during operation
Welding work with thin-sheet products requires knowledge, experience, qualifications and the use of various technological techniques that will help weld workpieces without leaks or burns.
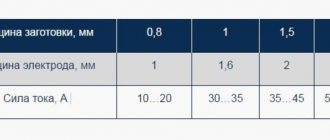
- When welding, it is necessary to choose the right electrode with a diameter corresponding to the thickness of the thin metal (0.5 to 2.5 mm) so as not to burn through the metal sheet. When using the thinnest electrodes, you need to choose them with a high melting coefficient and stable combustion in order to obtain a high-quality seam at low currents.
- Thin metal cannot be heated too much, as the geometry of the sheet changes (bends in waves) and burns out. Welding is carried out in one direction, along the seam without deviation. To create minimal heating, the parts are placed in a vertical or inclined (inclination angle of 30-40 degrees) direction and cooked from top to bottom.
- Careful processing of the edges of thin metal sheets from rust and contamination is necessary for better welding. Aligned and cleaned sheets should be located close to each other, without a gap, and fixed with special devices (clamps, clamps) so that they do not move or bend. Welding should be done with short seams of 7-10 cm.
- Correct configuration and adjustment of a microprocessor-controlled DC inverter allows you to select the minimum power and obtain the current required for a certain type of work and avoid operational failures. The choice of welding current is carried out depending on the thickness of the metal and the diameter of the electrode. When welding thin metal with thin electrodes, a current in the range from 10 to 90 A is used.
For 1.5 mm electrodes, the current is set to 30-40 A, and for 2 mm – 40-60 A.
When the voltage in the electrical network is low, the current power must be increased accordingly. When using an inverter, experts use the reverse polarity method, in which the holder is connected to the positive terminal of the device, and the ground to the workpiece. As a result, the electrode heats up more, the thin-walled metal is smaller and the work goes faster, resulting in a high-quality seam. For novice welders, it is convenient to use an inverter with anti-stick and arc forcing functions, which can relieve voltage when the electrode approaches the metal surface too close, and when the arc stretches, increase the voltage and the process is not interrupted.
Welding methods
There are various techniques when welding thin workpieces to avoid through-burn and perform the job efficiently:
- When welding an entire seam using a continuous method, it is important to correctly select the current power and the speed of the electrode. When the electric arc moves very quickly, the melt zone does not have time to warm up, the seam is not welded and the connection does not have the required strength or tightness, and if it moves quickly, holes can form. When welding without separation, it is difficult to avoid burn-through, so an intermittent method is used.
- Intermittent or spot welding is often used when working with thin metals. This method involves short contact of the electrode with the metal surface, in which the arc is torn off for a moment and lowered to the same place, moving it a few millimeters. During the arc separation time, the metal has time to cool a little, but the main thing is not too much.
- When butt welding thin metal, a thin wire (diameter 2.5-3.5 mm) is used to lay it between the sheets so that on the front side it is flush with the surface and on the other side protrudes half the diameter. When welding, an electric arc is conducted along a wire, which receives a thermal load, and the metal is heated by peripheral currents. The seam is smooth and the wire is easily removed. An additional electrode can be used as a filler material to melt the main one.
- Copper plates, which have high thermal conductivity, can be placed under the joint and used as a non-remaining lining. They take away some of the heat, the metal does not overheat, which eliminates burns and lack of fusion. For a quality connection, the main thing is tight contact between the workpiece and the plate.
- The main thing when overlapping welding, if the design allows, is to preserve the surface located below from burning.
Welding galvanized and stainless steel
When welding galvanized thin sheet steel on the edges, the zinc layer is completely removed to clean steel in several ways:
- mechanically, using an abrasive wheel on a grinder, a metal brush, sandpaper;
- burning out by welding, which consists of passing an electrode twice along the seam, during which toxic evaporation of zinc occurs, and after each pass the flux must be removed. It is important to carry out the work outdoors or in a room with good ventilation.
Welding is carried out in two approaches with different electrodes: the first seam is made with rutile-coated electrodes, and the facing, top layer is made with the main coating (UONI-13/55, UONI-13/45), which is made wider.
When welding structures made of stainless alloy, problems arise due to the properties of the material (low thermal conductivity, high electrical resistance, increased expansion, shrinkage, etc.), which lead to deformation of the material, heating of the electrode, and through penetration. These difficulties can be solved using the following methods: welding with reduced current, the use of chromium-nickel, shortened (35 cm) electrodes, cooling the seam (with water, air). Various requirements are imposed on welded structures, therefore different electrodes (consumable, non-consumable) with inert gas protection are used.
After crystallization of the joint, slag is removed and inspected to ensure that the seam is strong and free of defects. By following important rules, methods, and technologies when welding thin workpieces, you can obtain a weld of high quality and reliability.