Характеристика режимов резания
Необходимые технологические параметры, используемые при токарной обработке металлов, берут свое начало в теории резания. Основные ее положения применяются конструкторами при проектировании режущих инструментов, металлорежущих станков и приспособлений.
Требуемые режимы обработки точением можно получить двумя способами. В первом случае режимы назначаются, для чего используются табличные данные. Данные регистрировались на протяжении длительного времени на разных этапах обработки различным инструментом.
Читать также: Чертеж цилиндрического зубчатого колеса
Во втором случае режимы резания рассчитываются по эмпирическим формулам. Этот способ называется аналитическим методом. Считается, что аналитический метод дает более точные результаты в отличие от назначенных параметров.
На сегодняшний день разработчики программного обеспечения предлагают множество программ для расчета режимов обработки. Достаточно ввести в поля известные данные и программа самостоятельно выполнит расчеты и выдаст результат. Это значительно упрощает работу и снижает ее продолжительность.
Для изготовления детали с заданными размерами и необходимой чистотой поверхности необходим чертеж. На его основе разрабатывается технологический процесс обработки с подбором необходимого оборудования и инструмента.
Инструмент для точения: классификация
От качества и надежности токарных резцов в значительной степени зависит точность получаемых размеров и производительность обработки. Они должны обеспечивать:
- получение требуемой формы;
- размеры;
- качество поверхности;
- наибольшую производительность при минимальных силовых, а следовательно, энергетических затратах;
- технологичность в изготовлении;
- возможность восстановления режущих свойств;
- минимальный расход дорогостоящих инструментальных материалов.
Классифицировать токарные резцы можно по способу обработки:
- проходные;
- подрезные;
- отрезные;
- прорезные;
- галтельные;
- резьбовые;
- фасонные;
- расточные.
По материалу режущей части выделяют:
- инструментальные;
- быстрорежущие;
- твердосплавные:
- однокарбидные (вольфрамовые);
- двухкарбидные (титановольфрамовые);
- трехкарбидные (титанотанталовольфрамовые);
- минералокерамические;
- алмазы.
По конструктивному исполнению токарные резцы бывают:
Выбор типа токарного резца зависит от типа обрабатываемой поверхности (наружная, внутренняя), твердости материала заготовки, типа обработки (черновая, получистовая, чистовая), геометрических параметров и материала режущей части, державки.
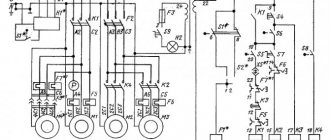
Схема наладки
Настройка выполняется пошагово в несколько этапов. Последовательность этапов изменять запрещено, иначе задача будет выполнена неправильно. Выделяется шесть основных этапов наладки:
- установка оборудования в фиксированное положение;
- монтаж приспособлений и рабочих механизмов;
- выполнение размерной настройки;
- ввод программы управления;
- обработка пробной заготовки;
- оценка работы управляющей программы и внесение коррекций.
Следует учитывать, что даже опытный наладчик не может настроить металлорежущие устройства без необходимости внесения изменений. Этот процесс называется подналадка. Он представляет дополнительную регулировку с целью повышения качества обработки. Если станок настраивал профессионал, он обязательно проведет подналадку, и детально рассмотрит ошибки.