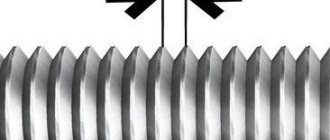
A creasing machine is equipment for applying relief depressions to metal. Zigmachines are used for flanging, corrugating, corrugating, obtaining and processing longitudinal protrusions.
The working tools of the machine are 1 or several pairs of rollers with a shaped or smooth surface. Processing is carried out by rolling the workpiece between them.
Serving machine MOBIPROF
Application area of zig machines
The serging machine connects metal elements with a thickness of 0.5 to 4 mm. First, the lock is rolled, then the parts are connected. If required, the lock is reset manually.
Zig machine - features
A zig machine is used for processing sheet metal products. They allow:
- manufacture pipes, sills and other industrial elements in the shape of a cylinder;
- process shells;
- carry out thermal insulation of pipelines;
- create corrugated products.
Zig machines are used for metal roofing work.
The main advantage of crimping is that the metal is not heated, which means there is less risk of product deformation. In addition, energy and consumables are saved.
Description of technology
To create a relief image on a thin metal sheet, modern equipment is used - a crimping machine. It is equipped with special rollers, which leave special grooves (ridges) during the process. They can be either flat or have the required volume.
Several operations are performed using a zigging machine, including:
- cutting;
- corrugation;
- flanging.
Depending on the power, the equipment can process metal sheets of different thicknesses. The least powerful are manual zig machines; they are capable of performing operations on metal with a thickness of 0.3 to 1 mm. Electric ones apply relief on thicker sheets - up to 2 mm.
Three types of machines are used for creasing:
- manual zig machines;
- electrically driven equipment;
- hydraulic mechanisms.
The principle of operation in all three types of equipment is the same, only the power and performance differ. There is one more parameter that is important when choosing machines - the location of the shafts on which working rollers with the desired type of relief are put on. The shafts can be positioned horizontally, vertically or obliquely.
The operation of applying a zig to a metal surface is not difficult in itself, but its execution requires care and adherence to technology, because the further strength of the product depends on the correctness of the processing.
The step-by-step process of applying relief looks like this:
- the workpiece is placed on the working surface with the lower roller, the raised upper shaft with the roller on is lowered from above;
- the part is fixed with special clamping screws;
- for reliable fixation and deeper pressing of the relief, a special stop is used;
- powerful electric and hydraulic machines are used to process durable steel sheets of large thickness;
- when applying relief to sheets of soft metal (aluminum, copper alloys), increase the distance between the ridge grooves and their radius;
- the shafts, rotating in the opposite direction to the rollers, exert pressure on the workpiece, as a result of which relief depressions appear.
If the relief is not clearly pronounced after the first operation, it is repeated several times. Metal beveling is considered completed only if sufficient depth of relief is obtained.
Types of creasing machines
The main difference between zig machines is the type of drive. He can be:
- manual;
- electrical;
- hydraulic.
There are also modern CNC bevelers. This type of control allows you to fully automate the process, greatly speed it up and increase productivity.
The manually driven machine is capable of processing metal sheets no thicker than 1.2 mm. Securing the part and rotating the shafts is done with special handles. The zigovochny machine is attached to the work table using a clamp. The main advantages of manual equipment are that it is mobile and compact.
The downside is the increased requirements for operator skills. It is necessary to have certain skills in order to move the handle and hold the part in the desired position at the same time. Manual crimping machines are suitable for small production workshops or high-rise installations.
Zig machine TZ 12 manual type
An electrically or hydraulically driven crimping machine can bend sheets of metal up to 4 mm thick. Such machines are used in large production workshops. The electric beading machine is powered by a motor, and the speed is changed using a frequency converter. Its convenience is that the worker’s hands are free, and control is carried out using a pedal or remote control. This increases productivity, which is very important for industries with a large volume of products.
Electromechanical bevel machine
A hydraulic-type crimping machine can only be stationary. The pressure shaft is lowered using a hydraulic cylinder, and the rollers are driven by an electric motor. This crimping mechanism is convenient for working with thick sheets of metal. These machines are highly productive and consume little electricity, so to some extent they can compete with machines equipped with CNC.
Hydraulic type creasing machine
Benefits of use
Each type of zig machine has its own positive aspects.
Manual - economical, it does not require connection to a source of electricity, is compact and mobile. Such equipment can be installed in any place convenient for work. Also, a manual seaming machine does not consume fuel or electricity, which reflects economic feasibility.
Stationary equipment has greater power, which allows processing metal sheets up to 2 mm thick. Electric or hydraulic types of machines also show greater productivity.
In general, zig relief application increases the strength of the metal and the quality of the products produced. With its help, the structure of the resulting product acquires additional stiffening ribs, which increase strength, service life and reduce the effect of surface sliding. It is impossible not to note the increase in the aesthetics of manufactured products. Also, the advantages of creasing include the ability to connect parts without the use of welding equipment, bolting, etc.
Design features of zig machines
One zigovochny device is structurally not too different from another. Their main elements - shafts - are located horizontally, vertically or at an angle. Forming rollers are mounted on the shafts, and the workpiece is secured between them. Due to the opposite movement of the main elements, uniform depressions appear on the metal. With their help, the necessary connection is made.
When choosing a crimping machine, you need to pay attention to the following technical characteristics:
- type of drive;
- diameter and overhang of rollers;
- the number of attached pairs of these parts;
- permissible metal thickness;
- machine size.
The smallest rollers are 50 mm in diameter, their number varies from four to six pairs.
An important indicator is roller overhang. It is better to purchase a machine with a maximum reach - up to 350 mm. This will expand the capabilities of sieving equipment.
The permissible thickness of the metal sheet is from 0.5 mm to 4 mm. The crimping machine will not take up much space (with the exception of CNC machines). Such a device can weigh from 17 to 300 kg.
Before starting work, the workpiece is fixed between the shafts and the handle is turned. On manual machines, due to their low power, it may be necessary to pass the workpiece through the rollers several times.
Types of sheet benders and their design
Before you start making a homemade manual sheet bender, you should clearly define the list of tasks for which it is needed. The main purpose of such a device will depend on what scheme it will be implemented according to.
The simplest is a device in which sheet metal is bent using a special traverse. Using such a device, you can easily bend a sheet of metal at an angle of 90 degrees, using only hand strength without additional devices, if the width of the sheet does not exceed 0.5 meters. The base of the sheet is secured with clamps or in a vice, and its bending is carried out due to the pressure exerted by the traverse. In some cases, to obtain a bend angle of exactly 90 degrees, you may need an embedded spacer (in the picture on the right), which is an ordinary strip of metal that will help compensate for the elasticity of the sheet.
The most common scheme for a homemade sheet bender
A more complex design is the press brake, which consists of a die and a punch. The sheet metal in such a device is located on a matrix, and the punch is lowered onto the workpiece from above, giving it the required profile. At home, a press brake is unlikely to be used, since it is quite complicated and unsafe to use.
Diagram of operation of a press brake
A version of a homemade sheet metal press, working in tandem with a self-made hydraulic press. If you already have a press, then supplementing it with devices for bending narrow sheets of metal will not be difficult. You'll get something like this:
Homemade press brake option
A sheet bending machine is much more advanced, in which metal is bent by the action of three shafts. Such equipment is called pass-through. One of its main advantages is that its adjustable rollers allow different bending radii. Such a tool for bending metal can be manually or electrically driven, and its rollers can have a different design.
Most factory sheet benders from the lowest price segment are made according to this scheme.
- Rollers with a smooth working surface are designed to perform most sheet metal work, which involves bending workpieces, producing sections of pipes with large diameters, etc.
- Profiled rollers are necessary for bending elements of roofing structures (ridges, valleys, gutters, flanges, etc.).
- The broaching sheet bending machine can be additionally equipped with a support, a clamp and a traverse, which allows it to be used for manual bending of workpieces.
Such machines are equipped with a set of shafts of various profiles, which can also be purchased additionally to make the equipment more versatile.
Marking of produced rollers
The depth and shape of the seam depend on the choice of working rollers. How to use nozzles depending on their purpose:
| Marking | What can you do with these videos? | Application area |
| V | Shape the edges of parts, roll wire | For the production of insulating boxes and pipes |
| E, EV | Corrugate the edges of pipes to reduce the diameter | To create socket joints in ventilation and drains |
| S | Create stop and rigid ribs | For the production of various sheet metal parts |
| S.K. | Make wide rectangular ribs | For fixing rubber seals in round ventilation pipes |
| B.S., F. | Make double folding of vertical locks with selected flange height | For joining sheet metal workpieces, roofing work |
| B.C. | Bend the edges of flat elements | For beading rectangular duct parts and creating rounded plugs |
| BB | Bead the edges of the mortises | To create mortises of various shapes and vertical locks on different parts |
| K.B. | Besiege a vertical castle | For the manufacture of elements of pipelines for draining water and venting air |
| BD | Bead the edges of the parts | For creating long circular pipelines |
| Z.B., Z.A. | Roll the wire along the edge of the pipe | To increase the rigidity of thin metal pipes |
| K.A. | Connect round pipes followed by spot welding | For the production of air ducts and chimneys in small batches |
| AV | Seamlessly connect the mortises using the screw method | For the production of ventilation blanks |
| DIN 71550 | Make semicircular ribs | To create diameters on which a flexible hose is attached |
| M | Cut pipes across | For the production of any pipelines |
Some operations require additional parts. For example, cutting can only be carried out if the rollers are equipped with parallel roller pressure. To cut out rings you need a special holder. To bead the outer edges of round holes you will need a semicircular stop.
Installing rollers on a zig machine
How to choose?
DIY workbench: manufacturing, drawings, models
The Zig machine can be used in a wide range. For example, using the device, you can process the edge of a metal on a product, you can also perform corrugation of a sheet, flanging it, applying stiffeners, including for a pipe, cutting and rolling rollers.
In order for the device to work without failures, you need to choose it correctly. To do this, you first need to study the characteristics of the product in question. In this case, be sure to take into account what metal you are going to work with, as well as the number of orders.
As has already become clear, you need to look at one main criterion - the thickness of the material being processed, as well as the roller overhang. Remember that the thickness of the metal surface is the most important issue. For example, a manual machine can process a product that has a thickness of no more than 1 mm, and a power machine can handle metal that has a thickness of about 2 mm or more.
Be sure to pay attention to the protrusion of the rollers. What it is? There is a certain distance between the forming rollers and the thrust plate
This parameter is called roller overhang. It is this factor that is responsible for the depth of processing of a metal surface or pipe. The greater the roller overhang, the more technical capabilities the machine has.
The type of drive also matters.
Manual machines have their advantages. They are compact, mobile, easy to use, and have a low price. They don't need electricity. With their help, you can process thin-sheet products. They are used at height, that is, directly on the roof in the manufacture of the necessary components for forming the roof. There are also disadvantages. The shafts rotate manually, and the specialist quickly gets tired. You can only work with thin material, and these products require installation exclusively on a horizontal surface.
Electrically driven zig machines are powerful machines. Some of these units can handle metal surfaces that are 8mm thick. The design is quite stable. Here the shafts rotate using an electric motor. This machine allows you to change the speed of work. The processed products are of excellent quality.
Safety is another plus. All work is performed from the control panel or pedal method. Naturally, such a device is highly productive. Among the disadvantages are the high cost and the mandatory supply of electricity to the machine. By the way, Russia, as a manufacturer, can offer fairly high-quality models that are no different from foreign ones.
Making a machine at home
It’s worth buying a professional crimping machine if you often work with sheet metal. For rare household jobs, it will be more economical to assemble the machine at home yourself. To do this, you need to find suitable drawings on the Internet or books, as well as the necessary parts. For the simplest device you will need:
- device body;
- limit shield;
- gear wheels;
- bracket;
- working shafts;
- forming rollers;
- cylinder-shank.
Scheme of a crimping machine
Equipment collection plan
The case is made with a removable lid and a protective casing made of metal up to 5 mm thick. Its height depends on the size of the shafts, plus you need to take into account the distance between them. To freely lift the pressure shaft, you will need at least 2.5 cm.
Assembly drawing
To secure the device, you will need a frame with a height of about 25 cm and a width that matches the size of the case. It is made from two metal plates mated in a T-shape. The device is fastened with a special locking screw; the cylindrical shank must fit into the cup of the bracket around which the machine body rotates.
Gears are usually taken from old motorcycles. And the shafts are machined to their internal diameter. A hole for the handle needs to be drilled in the lower working shaft. The handle itself can be welded or a part from a regular meat grinder can be used. A movable support is placed under the front bearing of the pressure shaft for easier material removal.
You will have to grind the roller parts yourself. Those who often use crimping equipment should choose hardened steel for these elements. It’s worth turning out several pairs of different profiles at once. After grinding, they will need to be well polished. The main diameter of each part must correspond to the distance between the centers of the wheels with teeth during working coupling.
Holes for the roller elements are drilled in the center of the metal limit shield. On average, its length will be 18 cm, width – 12 cm, thickness – 3 mm. The rollers are secured with cotter pins, under which holes are drilled. This takes into account the length of the rollers themselves and the thickness of the washers. It is possible to replace cotter pins with studs or even ordinary nails.
Schematic diagram and description of a homemade zig machine
Electric creasing machine
At home, you can create an electric crimping machine. The mechanical part is similar to the manual product, but the rotation of the rollers will be carried out using an electric drive. The machine is equipped with a gear motor with a power of 200 B and 15 rpm. Worm gear ratio is up to 1:100. You can set the equipment in motion using a pedal, for example, from an old sewing machine.
A zig machine will allow you to connect metal elements in cases where welding is impossible or uneconomical. Carrying out zigovka at home is quite simple and does not require special knowledge or additional consumables.
Homemade electric profile bender
The electric profile bender, available for self-production, is the same manual design, the difference being the presence of an electric drive for rotating the rollers. It is necessary to make one of the support rollers drive by installing a gear gear on it. It meshes with the corresponding gear of the reduction gearbox, which is connected by a belt drive to the electric motor. In a similar way, you can make a profile bending machine as a whole, or modify the existing manual version of the design.
Required tools and materials
To make an electric pipe bender, you will need the same materials and tools that are listed above. In addition to them you will need:
- reduction gear;
- electric motor with a rotation speed of about 100 rpm;
- tensioner for the belt drive (can be combined with a landing platform for the engine).
It will not be possible to make either the engine or the gearbox yourself, so you will have to purchase them ready-made.
Dimensions and drawings
The size of a profile bender with an electric drive is no different from the size of a manual installation. The only design changes are the platform for the gearbox and the landing tension platform for the electric motor. They can be installed on the frame from the inside or outside, which is determined during the design process or during assembly if an existing machine is being modernized. There is no fundamental difference in design; additional elements are installed on a free area inside the frame.
Step-by-step manufacturing instructions
The procedure for assembling profile benders with an electric drive is practically no different from the already discussed technology for creating a manual machine.
The difference is the installation of the gearbox and electric motor.
Both units are mounted on the lower part of the frame and kinematically connected in accordance with the design features.
If a motor-gearbox assembly is used, which is structurally designed as a single unit, the master’s task will only be to fix it in a certain position and connect the gear train to the support roller. When using separate units, first the installation and connection to the gearbox roller are made, after which the electric motor is installed and connected to the gearbox using a belt drive.
It is necessary to install a start-stop button located on a visible part of the machine, convenient for use in case of an emergency.
Only people who have experience and skills in using metalwork tools and a welding machine can make a profile bending machine themselves. If you have doubts about the result, it is better to purchase a ready-made machine or get out of the situation in another way. Purchasing a ready-made machine will not be cheap, but if a large amount of work is planned, the costs may not be too high, and saving time is more preferable than making a homemade machine with an unpredictable result.
Classification
There are several types of machines for bending profile parts. They differ in type of design, level of complexity, power and other capabilities. Let's take a closer look at them.
Electrical
A special feature of electric machines is the feeding of the pressure roller using an electric drive.
Similar designs are found in large workshops, since they mainly have a stationary structure designed to work with massive parts.
However, there are also compact options adapted for bending small cross-section profiles.
Such machines are successfully used in small workshops or at home. The degree of accuracy of electric roll forming machines is directly related to their size and type of radius control. Electromechanical structures are adjusted by the operator almost manually, but more complex samples undergo digital control of the magnitude of the impact and display the parameters on the display. The higher the level, the greater the weight of the machine and its cost.
Hydraulic
These machines are used for bending massive profiled elements on an industrial scale.
The size and weight of such equipment require a strong concrete base, which allows use only in production conditions.
One of the common types of products of such machines are elements of sewerage or water supply systems.
Hydraulic machines require connection to the power supply network and are serviced only by trained specialists with appropriate approval. Working with such equipment eliminates the need for physical force and provides high-quality and accurate bending. The operation of hydraulic profile benders is characterized by simplicity, the ability to provide significant productivity, and high speed of obtaining results.
Manual
Manual, or mechanical, profile benders are considered affordable and simple devices. They are compact, relatively lightweight, and can be moved within the workshop without the use of auxiliary mechanisms. Manual designs have limited functionality, since their operation requires the participation of the user’s physical strength. In addition, they have a number of disadvantages:
- work only with thin profile types;
- the duration of the process compared to other types of machine design increases significantly;
- poorly controlled radius of deflection of the part;
- difficulty or impossibility of performing several bends of a given size on one part.
Despite these disadvantages, hand-made designs are common and popular among home craftsmen, as they have the necessary properties for self-production:
- compact dimensions;
- simplicity of design;
- availability of parts and components;
- reliability, maintainability.
People who often use manual profile benders achieve considerable success and produce results of a given accuracy.