According to the classification given in the state standard, solders are divided into groups according to several criteria, one of which is the melting point. In the soldering process at temperatures exceeding 450℃, only high-temperature solders can be used.
Other compositions will not withstand such thermal load. High-temperature soldering is carried out in different modes. When carrying out the process up to 1100 ℃, compositions with medium fusibility are suitable for use.
In the range from 1100 ℃ to 1850 ℃, high-melting mixtures should be used. At higher temperatures, only refractory compositions are suitable.
General properties
It is surprising that, despite the GOST classification, even in textbooks there is a different presentation of materials.
Thus, some authors call 500 °C as the minimum temperature recommended for the use of high-temperature solders.
There are a large number of ready-made compositions recommended for use at elevated temperatures. High-temperature solders often include:
- copper;
- silver;
- zinc;
- phosphorus.
To change the properties, silicon, germanium and some other elements are added to high-temperature alloys. The following solders are considered low temperature:
- lead based;
- tin;
- with the addition of antimony.
The choice of specific solders is determined by the type of alloy from which the parts are made and the soldering conditions.
Zinc is sometimes added to low-temperature solders to increase the corrosion resistance of the weld, and special low-temperature alloys are developed for specific applications. In everyday life, low-temperature soldering is carried out using a soldering iron, and high-temperature soldering is carried out with a gas torch.
Lead-free solder
Two more user-friendly lead-free alloys:
AIM Sn100C . This alloy is almost 100% tin. It contains 0.7% copper, 0.05% nickel, ≤0.01% germanium. The rest are ok. 99.25% is tin. It is a eutectic alloy with a melting point of 227 ºC. Since this solder is the only game in town for lead-free wire soldering, it is quite expensive, twice the price of 63/37 lead solder.
95/5 (Sn/Ag) . The characteristics of 95/5 solder are very similar to the lead content of 60/40 solder, which is very attractive. This alloy has a fairly large plastic region. It goes into plasticity at 221 ºC and melts at 254 ºC. It is not as useful for the hobbyist as it is only available in paste form.
What kind of lighting do you prefer?
Built-in Chandelier
In general, solder should not be mixed. Maintaining the solder's chemistry ensures that only the alloys that the solder manufacturer intended to form actually form when the solder cools.
For heat-resistant alloys
High-temperature solders are used for stainless and heat-resistant steel alloys. Soldering of such alloys is carried out using solders based on copper, copper with zinc, and silver.
The process is carried out in furnaces surrounded by hydrogen or ammonia solution vapor. When soldering with copper and copper-zinc compositions, borax is used as a flux additive.
Silver high-temperature solders can only be used in combination with active fluxes. The seams obtained by this method can withstand heating up to 600 ℃. Compounds obtained with copper-containing compounds tolerate high temperatures less well.
As an alternative, nickel-chromium solders with platinum or palladium are sometimes used. Such high-temperature materials are more expensive. The seams have great thermal and corrosion resistance.
If there are large gaps on steel products made of stainless and heat-resistant alloys, powder solders containing components identical to the chemical elements of the alloys provide a good connection.
The resulting seams can withstand heating up to 1000 ℃. The process is carried out in a vacuumed environment filled with argon and gaseous flux.
How to remove radio components from a board: basic methods
Now we will talk in more detail about how to desolder a part from a board using a soldering iron, without using additional devices. This method is now considered the simplest and most popular.
First, let's give an example with a capacitor. We grab it with tweezers and heat the two terminals. After warming them up, you need to sharply pull them out of the board.
Please note that overheat should be medium
If you need to unsolder the transistor, then we use the method indicated above. The only difference is that it’s tedious to warm up 3 pins, and then pull them out of the board.
If we talk about resistors and diodes, then the process is a little more complicated. After all, the legs are almost always bent during soldering, so pulling them out is not so easy. But there is also an effective way that allows you not to use additional devices. There are several actions:
- We heat one terminal.
- Using tweezers, we try to slowly pull out the radio element. We do this very carefully, from time to time we warm up the output if nothing moves.
- When one leg opens, it will not be difficult to pull out the rest.
For aluminum and its alloys
Aluminum and its alloys are difficult materials to work with. Low-temperature soldering of aluminum is complicated by the presence of a refractory surface layer of oxides.
Active fluxes could help, but their use is fraught with increased formation of corrosion products at the weld site. Special technological methods for performing soldering on pre-applied coatings have been developed.
In addition, low-temperature compounds with expensive gallium additives are used for aluminum.
High-temperature soldering is carried out using high-temperature solders based on aluminum with additives of copper, zinc, and silicon.
Most often, compounds 34A and silumin are used for soldering aluminum parts. For each of these solders there is a corresponding flux. 34A solder produces a weld that is stable at 525℃.
High temperature aluminum and silicon solder mass produces a joint that can withstand 577℃. When carrying out work, fluxes made from alkali metal chlorides are used. The strength of the seams formed does not always meet production requirements.
If it is necessary to obtain compounds with high thermal and corrosion resistance, soldering is carried out in a high vacuum surrounded by magnesium vapor.
The process is carried out without fluxes using complex technology. Silumin is used as solder. The seam obtained by this method can withstand significant loads.
Important!
After each working session, you need to process the file tip with a file no higher than number 2. During the soldering process, a metallic coating of solder will remain on it. It impairs heat transfer, you will notice this yourself.
In order not to let this happen, it is recommended to use a sponge when working to “peel off” the residue. It will only need to be slightly wetted with water.
I hope you found this article on our website helpful!
Working with copper
In water supply, heating systems and some production systems, copper pipes are installed that are not intended for increased thermal load. In such situations, low-temperature solder can be used for soldering.
Large diameter pipelines made from copper alloys are sometimes subject to great heat. In such cases, special refractory composites are needed for copper and alloys based on it.
Typically, high-temperature copper- and silver-based solders containing other metals, as well as silicon or phosphorus, are used.
Compositions of copper and zinc are designated by a combination of the letters PMC and numbers indicating the percentage of copper. Such high-temperature solders have a multifunctional effect and are suitable for working with other alloys.
The resulting seams are moderately resistant to mechanical loads. To improve the strength properties of joints, solder agents are alloyed with various additives.
How to unsolder a part from a board
In fact, soldering in most cases involves not only connecting contacts, but also separating them. If we need to disconnect the soldered wires, then we heat up the soldering area and everything is ready. However, with radio components everything is more complicated. It’s okay if it’s a resistor or transistor when there are 2-3 pins. In this case, after a break, we quickly warm up the contacts, and then remove the part from the board. You can use small pliers or tweezers to avoid burning your hands. But with microcircuits everything is much more complicated. Often their dismantling happens unilaterally, that is, when the legs are simply cut off while still on the board, and then soldered off one at a time. This is justified in the case when the microcircuit will no longer be used. If you need to save a radio component with a large number of pins, then there are two ways. The first is to use a syringe needle. Each time you heat up the solder, you should position the needle on the leg in such a way that it separates the solder from the contact. After this procedure has been completed with all contacts of the radio component, it can be removed from the board. The second option is when solder suction is used.
In this case, a structure that looks like a syringe is attached to the heated solder. After pressing the button, it sharply raises the piston, a discharge occurs and excess solder enters the suction container. That's all the secrets of how you can desolder a part from a board.
Based on copper and phosphorus
High-temperature compositions based on copper and phosphorus are designated by the letter combination PMF and numbers indicating the concentration of phosphorus in the total mass.
The product turns into a liquid state at a temperature of 850 ℃, allowing you to obtain seams with good corrosion resistance. Solder is applicable not only for copper, but also for jewelry made of precious metals.
Only steel cannot be soldered using this method. As a result, phosphites are formed on steel seams, which reduce the mechanical strength of the seam and lead to the formation of a brittle joint. The advantage of copper-containing solders with phosphorus is the possibility of soldering without fluxes.
For working with copper, some steel, and cast iron parts, high-temperature brass-based solders are also recommended. It can be a pure brass alloy or a tin-silicon composite. The products have sufficient fluidity to form a strong, durable seam.
Soldering iron.
The main tool for soldering is a soldering iron. Hand tools used for tinning, soldering, for heating parts, flux, melting solder and introducing it to the contact point. There are a lot of types, below we will tell you how to choose.
Types of soldering irons:
- Hammer, end. Heats up from external sources. This class of instruments is associated with it.
- Arc soldering irons.
- Electric soldering iron.
- Gas.
- Thermal air.
- Infrared.
- Blowtorch.
How to choose a soldering iron?
If you are wondering this question. then most likely you do not need professional equipment for complex tasks. But you just want to tin the conductors or learn how to rivet microcircuits with a regular end cap. Select
- Microcircuits - 10-20 W power.
- Radio components - power 30-40 W.
- Universal - 60 W.
For thick conductors, from 4 mm square, already from 100 W are used. Also, if you are going to work at a workplace and not tin the wiring in a junction box, then you should think about buying a soldering station. It has the ability to adjust the temperature.
Which is convenient for complying with the conditions for limiting temperature when working with certain materials, and not burning them. And you won’t have to buy another one when you need to melt refractory solder.
Silver based
Silver-based high-temperature soldering agents have very good properties. They are suitable for almost all metal products. The only drawback is that the price of the noble metal limits the possibilities of frequent use.
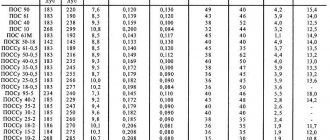
There are alloys (PSr-15) with a low concentration of silver. They cost less than concentrated compositions and can be used more often.
Compositions (PSr-45) containing silver - 45%, copper - 30%, zinc - 25% have very good properties: viscosity, fluidity, malleability, resistance to oxidation and mechanical stress. These alloys are used as needed, subject to financial availability.
By varying the ratio of these components, you can change the maximum temperature values that the future seam will withstand. Even better qualities are demonstrated by the high-temperature composition with a silver content of 65%, but it is very expensive.
Removing the DIP package
As already noted, this type of microcircuit is distinguished by its installation in holes on the circuit board. This imposes certain restrictions on the process of its dismantling. In order to carefully remove its legs from the holes, you need to remove the solder from the joint, almost completely freeing the legs. It should be noted that alternate heating and dismantling of a separate contact will not work here, since when it cools down, the remaining solder will again fix the microchip in place. Therefore, wiring DIP
package is optimal using the following methods:
- Using improvised means - needles from medical syringes or special hollow tubes, now sold in electrical stores, are suitable for this purpose. But the option of using a medical needle is the cheapest and most accessible. To do this, you need to select a needle with a diameter slightly smaller than the mounting sockets for the microchip leg. Then cut off its pointed part with a file or simply bite it off, and then grind off the flattened part with a file. After this, installing the resulting hollow tube with an even cut on the mounting socket, simply heat it with a soldering iron, thereby freeing the chip leg;
- The second option is to drag the solder from the soldering site onto copper wires moistened with flux, such as alcohol rosin. A wire with flux heated by a soldering iron gradually draws the solder onto itself from the soldering site. This option takes longer, but is also quite effective;
- Using a soldering iron with solder suction - in this case, no particular difficulties in dismantling are expected. The main thing is to control the heating temperature in the contact area so as not to damage the board and the part itself.
These options will allow you to quickly and efficiently desolder DIP packages from the board.
Important! The main requirements for using a soldering iron in this case will be constant control over the pressure and temperature in the soldering zone. Overheating and excessive pressure can damage the part.
Important! When using a medical syringe needle, you can simplify the task of cutting it; to do this, before cutting it is enough to red-hot the cut area